影響金剛石串珠自動開刃效果優劣的因素研究
2021-03-28 07:19:56余曉明
超硬材料工程 2021年6期
余曉明
(1.桂林特邦新材料有限公司 ,廣西 桂林 541004;2.中國有色桂林礦產地質研究院有限公司 廣西超硬材料重點實驗室,廣西 桂林 541004;3.中國有色桂林礦產地質研究院有限公司 國家特種礦物材料工程技術研究中心,廣西 桂林 541004)
1 引言
金剛石燒結串珠的開刃主要是為了繩鋸可以快速進入工作狀態,減少繩鋸現場使用前期開刃時間,目前有兩種開刃方式:一種是制繩前單獨開刃,另一種是制繩后整繩開刃,這兩種開刃方式都是采用磨料磨削來達到出刃[1-3]。
串珠單獨開刃的優點:金剛石出露高且出露高度方便控制、金剛石刃尾形狀好,減少使用過程金剛石提前掉落,對提高串珠使用壽命有利。
金剛石串珠自動開刃機采用振動盤自動上料,伺服電機與滾珠絲杠進行開刃進給,保證串珠開刃尺寸精度;通過液壓系統來驅動串珠的左右擺動和砂輪的上下擺動,保證速度平穩,所有過程由PLC控制,盡管自動開刃工序非常復雜,但是因它是自動操作這樣一來也使得自動開刃變得簡單化[4-5]。
自動開刃機串珠擺動方式對串珠開刃效果的好壞有很大的影響,串珠擺動方式決定開刃效果。金剛石繩鋸工作有方向要求,決定串珠的開刃也有方向要求[6],這樣串珠就必須按照正確的方向送到開刃頂針上,振動盤自動上料結構的優劣直接決定串珠上料的穩定性和方向的準確性,進而影響串珠開刃效果。
2 研究實例
本文以圖1所示金剛石串珠自動開刃機為例,研究串珠開刃表面形狀產生的原因,并通過改變串珠開刃擺動方式來提高串珠表面開刃質量;針對振動盤分方向上料結構上料容易卡串珠,不能通用大小規格的串珠,上料不干凈等問題,設計了圖像判斷分方向上料結構,解決的串珠自動開刃的上料問題。

圖1 串珠自動開刃機外觀圖Fig.1 Appearance of bead automatic cutting edge machine
2.1 串珠擺動方式的研究
2.1.1 設備原始的開刃方式(串珠左右大幅度擺動)
2.1.1.1 串珠開刃存在的問題:胎體中間大兩端小(外凸),且中間有明顯的分界線。
2.1.1.2 串珠胎體分型面及外凸產生原因分析
(1)串珠旋轉同時左右擺動接觸砂輪,砂輪與串珠接觸線就相當一條螺旋線;左右擺動就會產生兩條交叉的螺旋線。
(2)左右擺動速度越大,產生的交叉螺旋線夾角越大,這樣串珠表面就會產生明顯的分型線。
(3)串珠擺動幅度大(切點在串珠外側),胎體與砂輪接觸瞬間有沖擊并較多的砂輪量作用在胎體端面,去除了較多的胎體,從而產生胎體中間大兩端小現象。 串珠擺動方式如圖2。
圖2 串珠大幅度左右擺動Fig.2 Beads swing from side to side greatly
2.1.2 串珠不擺動開刃方式
2.1.2.1 串珠開刃存在的問題:胎體中間小兩端大(內凹),且隨著砂輪損耗串珠兩端有開不干凈現象
2.1.2.2 串珠胎體內凹及端面開不干凈原因分析
(1)串珠只是旋轉,砂輪垂直移動接觸胎體,接觸線為圓弧線;接觸弧線隨著砂輪損耗不斷減小,在胎體產生的凹面越明顯。
(2)砂輪直徑大的時候接觸弧線半徑大,同樣切深的弧線可以覆蓋整個胎體;隨著砂輪不斷損耗,同樣切深條件下接觸弧線不能覆蓋整個胎體,從而產生胎體兩端開不干凈問題。串珠擺動方式如圖3。
圖3 串珠不擺動Fig.3 Beads do not swing
2.1.3 串珠小幅度擺動開刃方式
2.1.3.1 串珠開刃效果:金剛石出刃質量一致性好,質量穩定性好;開刃串珠外觀分界面、弧形面問題已經解決,外觀質量非常美觀。
2.1.3.2 串珠開刃問題解決辦法
(1)避免出現分型線的辦法:降低串珠擺動速度和提高串珠旋轉速度,這樣產生的螺旋線螺距就很小,在胎體表面就不會出現明顯的分型線。
(2)避免出現串珠胎體內凹或外凸外觀的辦法:減小串珠的擺動幅度(擺動量控制在胎高范圍內,串珠擺動由液壓驅動改為電機驅動),這樣砂輪始終接觸胎體(沒有沖擊),砂輪接觸量也始終一致,開刃后串珠胎體外觀很好。串珠擺動方式如圖4。
圖4 串珠小幅度左右擺動Fig.4 Beads swing left and right in a small amplitude
2.1.4 由表1可以看出以上3種串珠擺動方式下自動開刃的胎體表面形狀及金剛石出刃差異很明顯,其中串珠小幅度擺動開刃方式效果最理想。
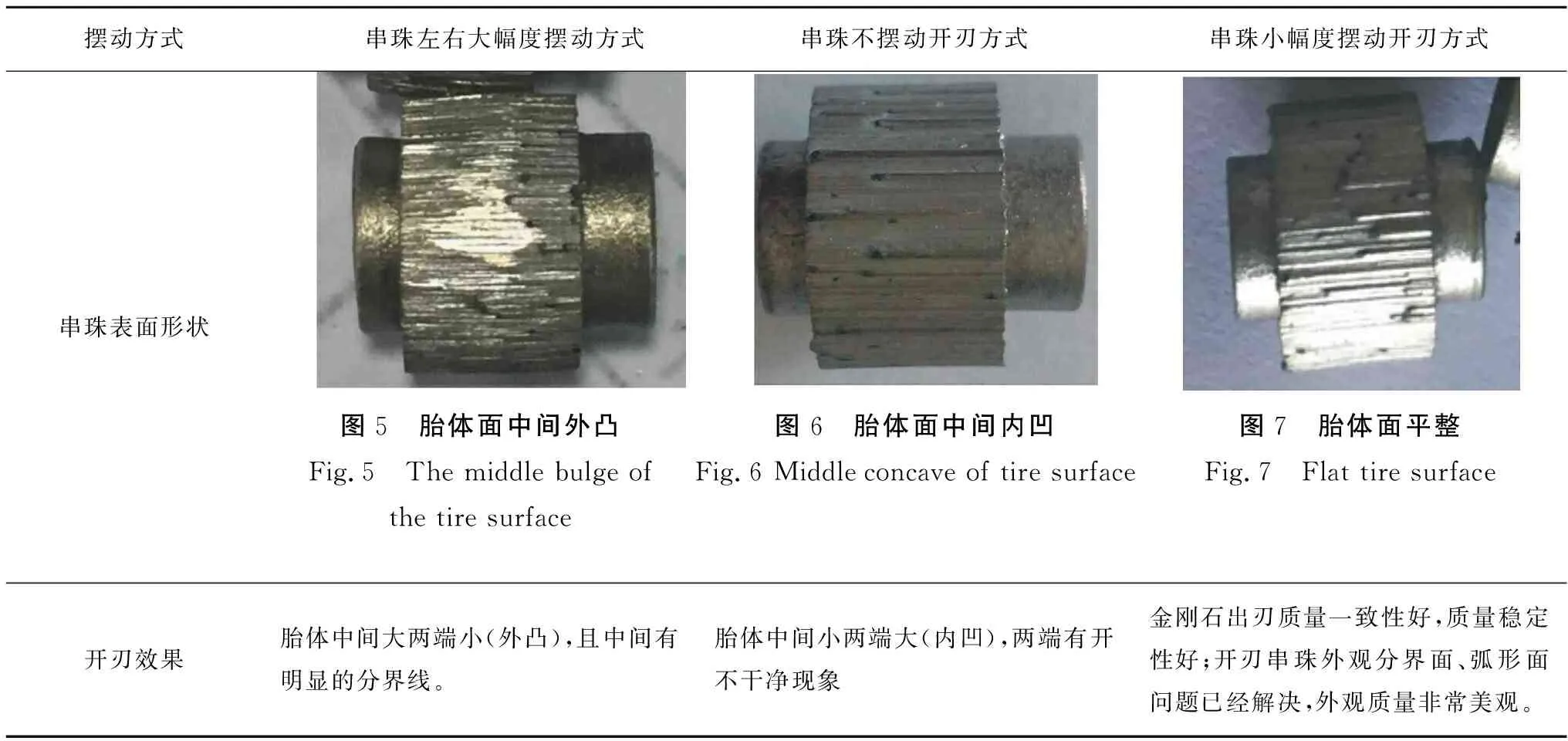
表1 三種串珠擺動方式開刃效果對比
2.2 串珠上料方式的研究
2.2.1 震動盤分方向上料結構(如圖8)
該串珠上料結構為串珠徑向輸送方式適用于外徑大于Φ8 的串珠開刃。對于外徑小于Φ8 的串珠,因串珠長徑比較大,在上料分方向時不能站立容易倒,送料時在料槽中會翻轉引起機器運行不穩定;另外由于輸送槽是半封閉的,只要串珠表面殘留有毛刺就會導致卡料影響進度等問題。
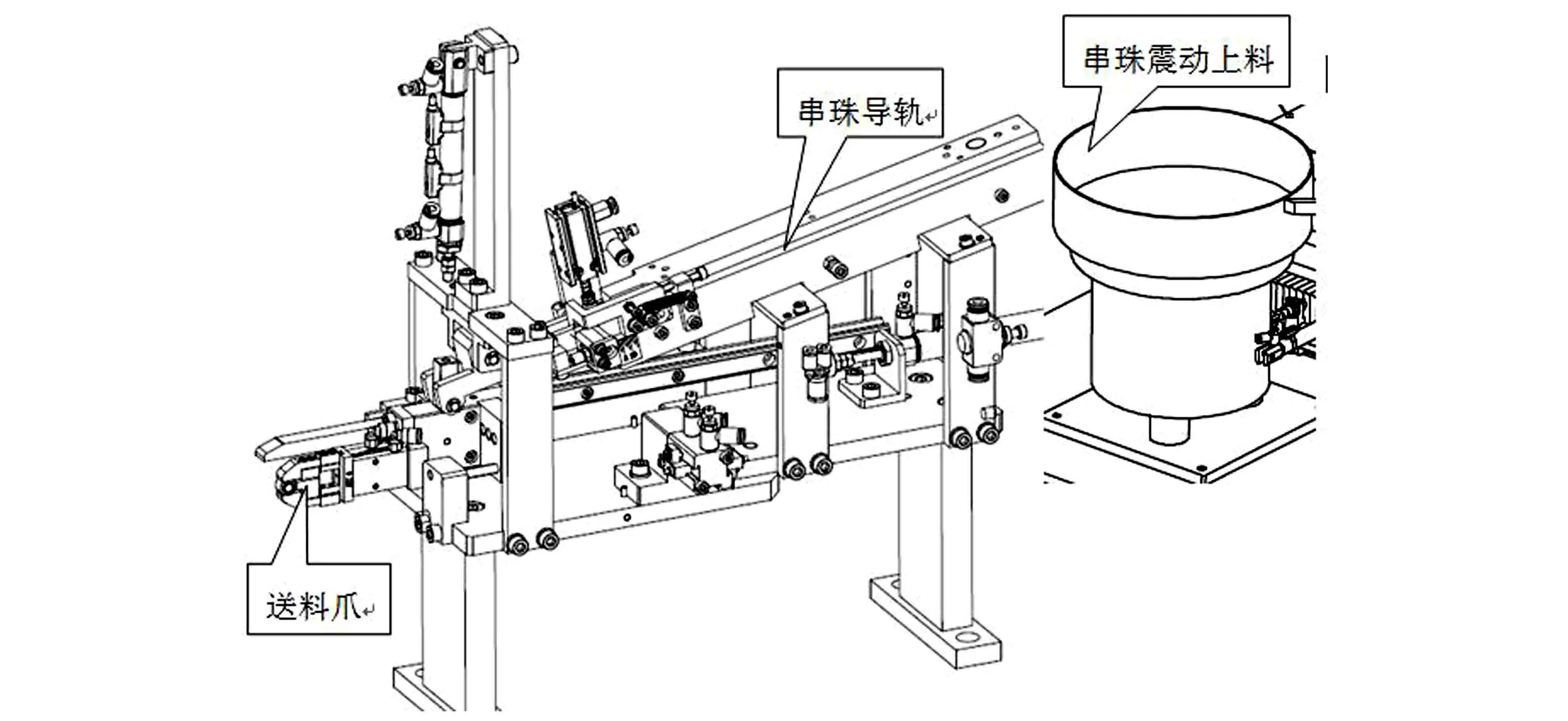
圖8 震動盤分方向上料結構Fig.8 Feeding structure of vibrating plate in different directions
2.2.2 圖像判斷分方向上料結構(如圖9)
該上料結構的串珠為軸向輸送方式,可以適用于所有規格的串珠自動上料,串珠上料前后端方向識別準確性高;串珠輸送為開放式槽震動輸送,不會因為串珠毛刺的原因導致卡串珠現象發生;串珠上料完整率高,震動盤里的串珠全部可以自動送到開刃頂針上進行開刃。
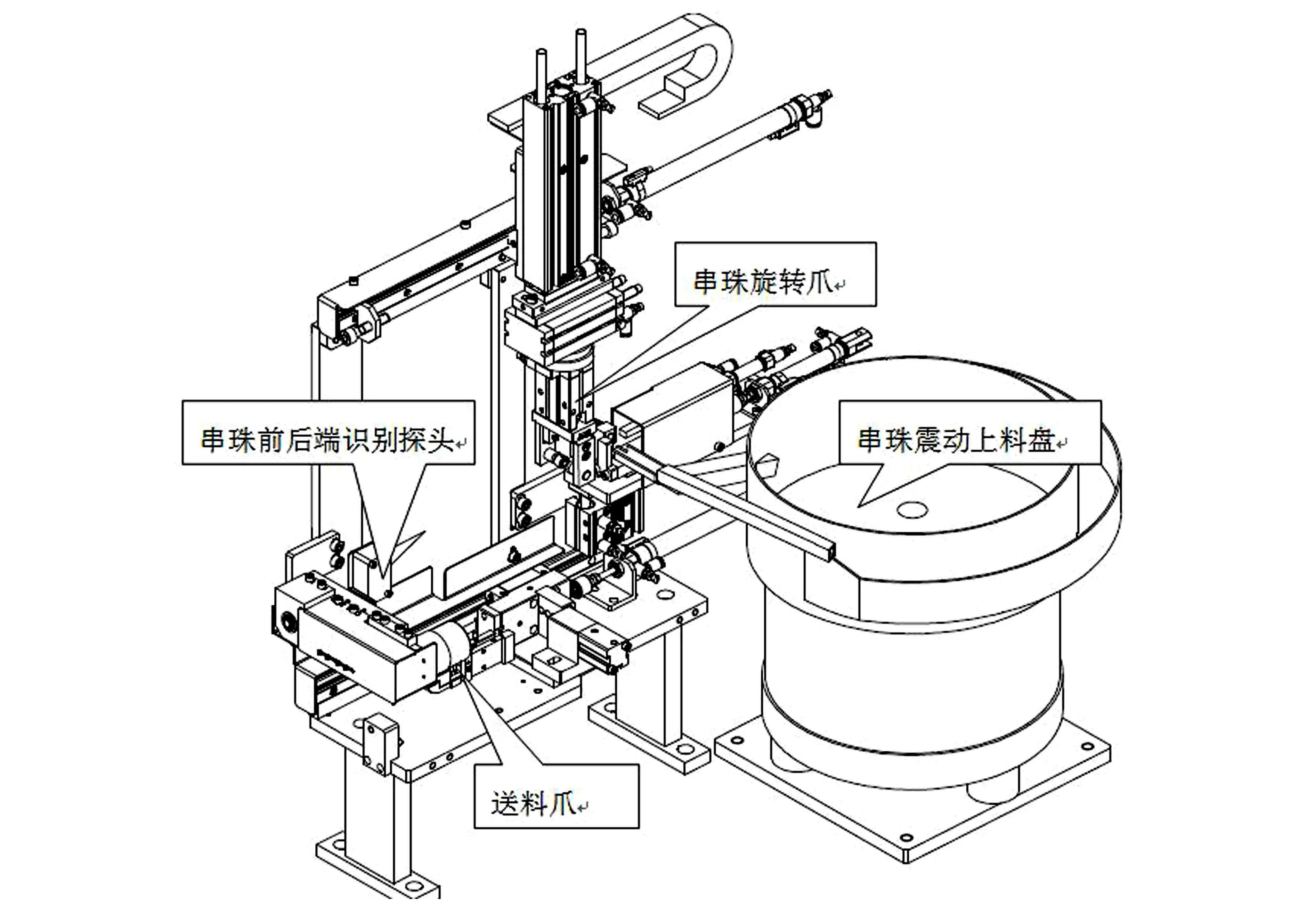
圖9 圖像判斷分方向上料結構Fig.9 Image judgment of feeding structure in different directions
2.2.3 由表2可以看出以上2種串珠上料結構的串珠上料前后端準確率和上料完整率差異,其中圖像判斷分方向上料結構的串珠上料前后端判斷準確率和上料完整率更優。
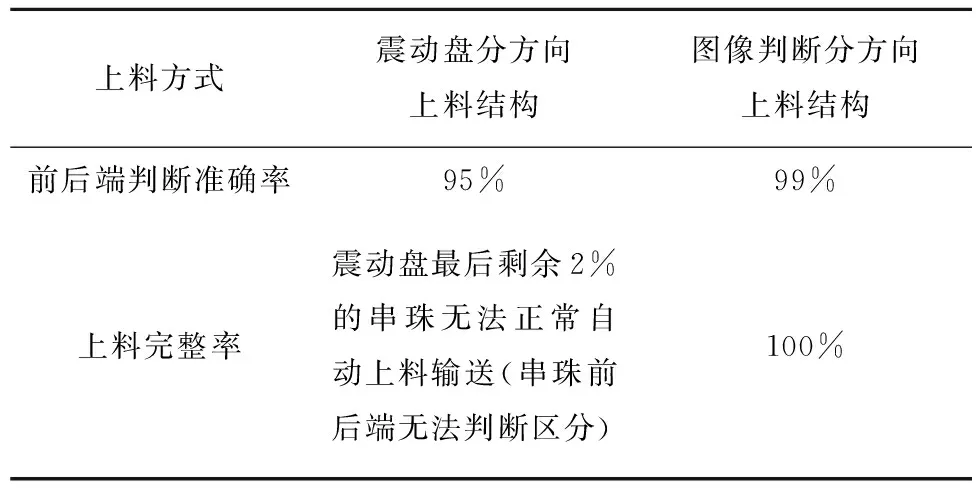
表2 兩種串珠上料方式效果對比
3 結束語
金剛石串珠自動開刃采用串珠小幅度擺動的驅動方式,開刃串珠外觀分界面、弧形面問題已經解決,金剛石出刃質量一致性好,開刃后的串珠胎體形狀美觀。通過圖像識別判斷串珠前后端和軸向輸送串珠上料可以達到100%的上料完整率,達到金剛石繩鋸串珠全自動開刃的效果。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
中老年保健(2021年12期)2021-11-30 02:58:01
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
中華詩詞(2018年11期)2018-03-26 06:41:34
Coco薇(2016年8期)2016-10-09 02:11:50
中國醫藥科學(2015年19期)2015-02-27 12:33:11