聚合物管載膠熔融沉積3D打印增強層間結合強度
2021-03-29 07:55:26余兆函周子康王云明
精密成形工程 2021年2期
關鍵詞:力學性能
余兆函,周子康,王云明
聚合物管載膠熔融沉積3D打印增強層間結合強度
余兆函1,周子康2,王云明1
(1. 華中科技大學 材料科學與工程學院,武漢 430074;2. 武漢市第一中學高三(2)班,武漢 430014)
熔融沉積3D打印的聚合物產品由于不同層的熔絲間作用力弱,其層間結合強度顯著降低,難以滿足工業應用的需求,已成為FDM工藝的瓶頸難題。提出管載膠FDM新方法,以聚合物管材為膠水的載體,通過打印后膠水的化學反應使熔絲間形成化學鍵粘接,從而顯著提升層間結合強度。與傳統無膠產品相比,打印產品的拉伸強度提高95%,斷裂伸長率提高248%。新的工藝解決了傳統FDM 3D打印產品層間結合強度差的難題。
熔融沉積;3D打印;PE管材;管載膠;力學性能
熔融沉積制造(FDM)是3D打印技術的一種,由美國學者Scott Crump于1988年提出,其原理為:將絲狀材料通過噴頭加熱熔融后,由噴嘴擠出,按照零件截面輪廓自下而上逐層打印,層層堆疊成形[1—3]。由于打印設備簡單、成本較低、制造速度快、材料范圍廣泛等優點,FDM在組織工程、醫療設備、電子電路以及個性化創意產品等領域,得到了廣泛的應用研究[4—6]。
FDM一般采用聚合物材料,加工產品的層間結合強是該工藝的主要瓶頸難題[7—8]。熔融打印過程中,聚合物熔絲按照一定順序進行層層堆疊,層內熔絲接觸時還未固化,融合程度相對較好;而層與層之間,由于熔絲接觸的時間間隔較長,已打印層已經部分或完全固化,當前打印的熔絲難以與之融合,導致層間界面結合力差[9],嚴重制約了FDM技術的應用。目前,研究者僅通過改進材料配方、調試工藝參數、增加輔助外場等手段來提高打印產品的力學性能[10—15],無法從根本上解決零件層間粘結強度低的問題。
文中提出管載膠FDM打印新技術,其思路是:以中空的聚合物絲材為基材,將強力膠灌注在絲材內管中,打印前基材通過噴頭熔融并與強力膠混合,打印后強力膠發生交聯化學反應,在熔絲間形成膠的化學鍵結合,從而在根本上解決FDM層間界面結合強度差的難題,顯著提高3D打印產品的力學性能。文中以典型FDM材料聚乙烯(PE)為對象,研究打印工藝對FDM產品力學性能的影響,如抗拉強度、斷裂伸長率等。
1 實驗
1.1 主要原料和儀器
PE管材:內經為1 mm,外徑為2 mm,熔點為110~130 ℃,上海紅葉塑料制品有限公司。
膠水:egro6700強力膠,奇思靈有限公司。
真空泵:循環水式多用真空泵,SHZ-Ⅲ型,上海賢德實驗儀器有限公司。
FDM打印機:Hori Z300打印機,北京匯天威科技有限公司。
1.2 試樣制備
試驗樣件尺寸選擇為40 mm×5 mm的矩形,兩端夾持10 mm,即有效尺寸為20 mm×5 mm。為便于制樣與對比,先打印長寬為50 mm×50 mm的薄膜。
使用真空泵低壓將膠水灌入PE管材,代替傳統PE絲材,通過FDM打印樣品(見圖1)。打印參數:噴頭直徑為0.4 mm;打印速度為20 mm/s;噴頭溫度為210 ℃;打印機熱床溫度為50 ℃。打印厚度分別為0.1,0.3,0.5 mm。
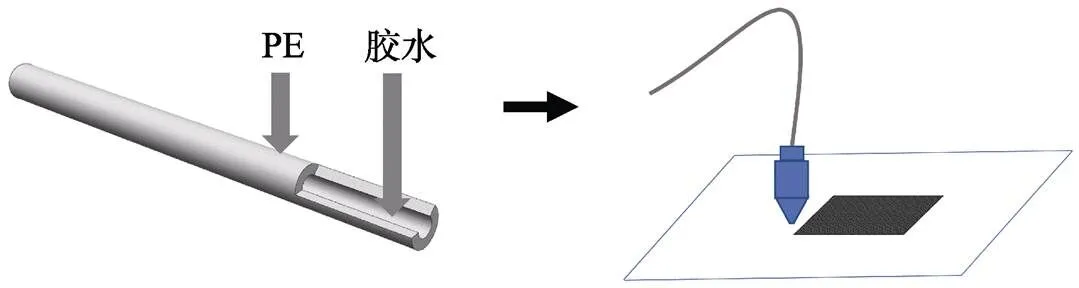
圖1 管載膠FDM打印過程示意
從打印的薄膜上用工具刀切割出長40 mm、寬5 mm的矩形試樣,由于試樣過薄容易滑脫,在試樣兩端采用硬紙片與502膠水輔助夾持。使用電子動靜態疲勞試驗機進行拉伸試驗,拉伸速度設置為5 mm/min,記錄下傳統PE與管載膠PE兩種打印試樣的抗拉強度、彈性模量、斷后伸長率并進行對比探究。
2 結果與討論
2.1 打印參數對試樣力學性能的影響
研究打印溫度、厚度等打印參數對力學性能的影響,以未加膠PE管材為對象,打印時噴嘴溫度分別設置為200,210,230 ℃。圖2為不同打印溫度下的試樣形貌,230 ℃時FDM打印產品的表面粗糙并出現孔隙結構,而溫度過低(小于200 ℃)FDM噴嘴又易堵塞,因此,最佳打印溫度為210 ℃。
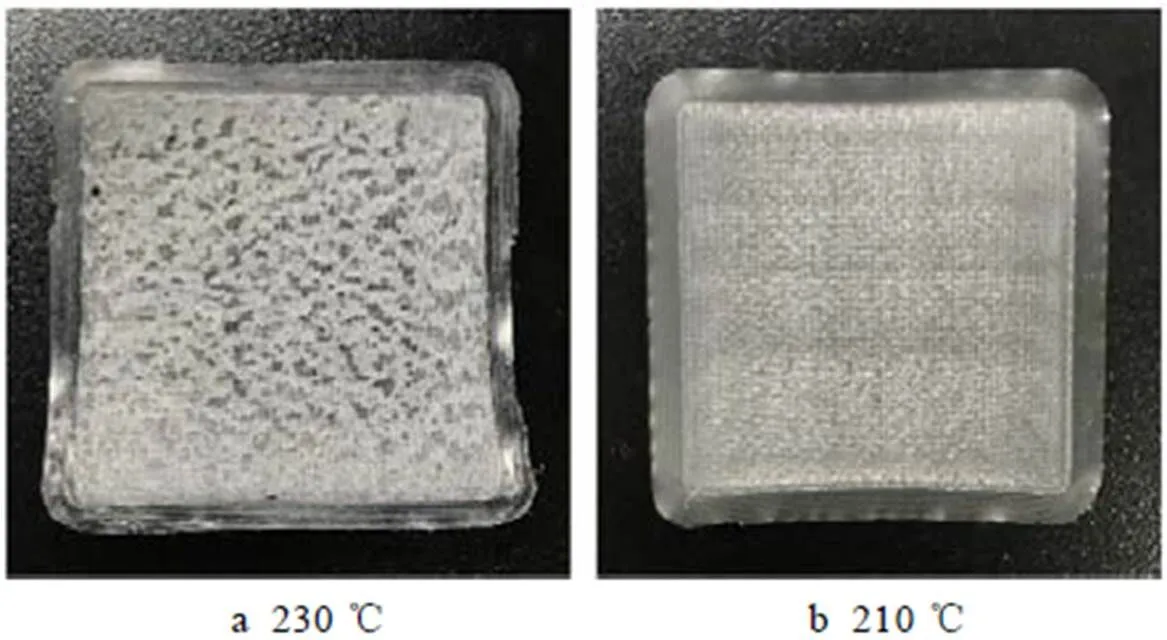
圖2 不同溫度下打印的試樣表面形貌
進一步研究FDM產品厚度對力學性能影響,制備了0.1,0.3,0.5 mm的樣件。傳統FDM試樣的拉伸測試結果如圖3所示,拉伸強度和斷裂伸長率隨著層數的增加而快速降低,具體數據見圖4,原因是:厚度為0.1 mm的打印件只有一層,拉伸強度和斷裂伸長率最大,這是因為樣件只有絲與絲之間的直接粘接,沒有層與層之間的粘結問題,其拉伸強度僅取決于同一層內相鄰熔絲間的粘結作用;而隨著樣品厚度增加,需要多層疊加打印,新層打印的熔絲難以融合下層已凝固的材料,導致多層試樣的拉伸強度和斷裂伸長率下降。可見,實驗結果也表明,傳統FDM工藝的特點會引起產品層間強度差的問題。
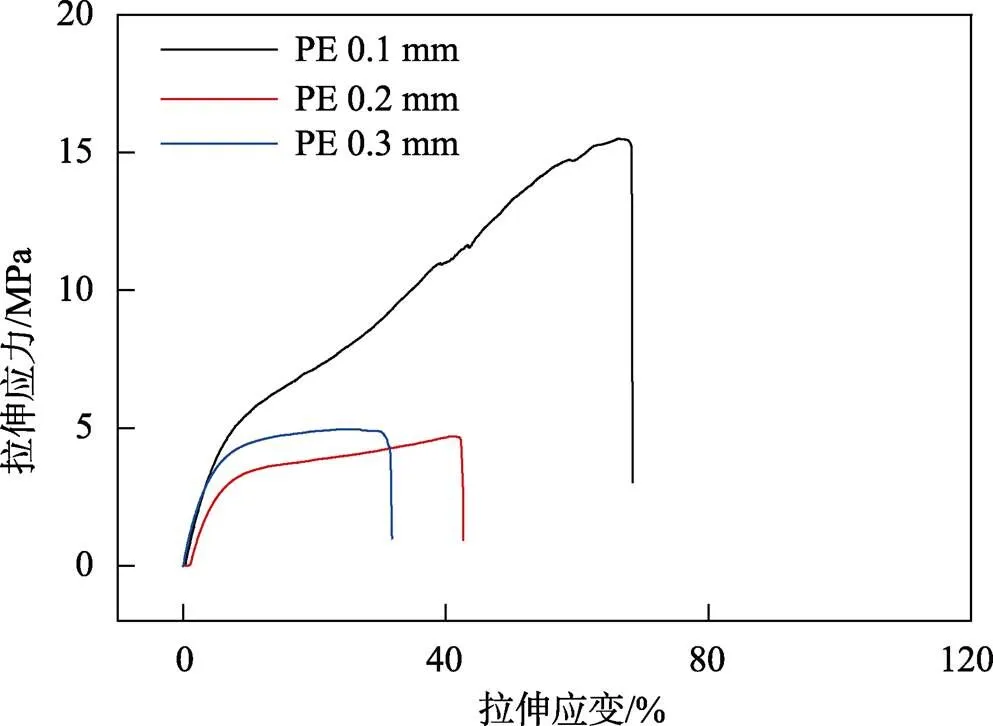
圖3 不同厚度純PE試樣的應力-應變曲線
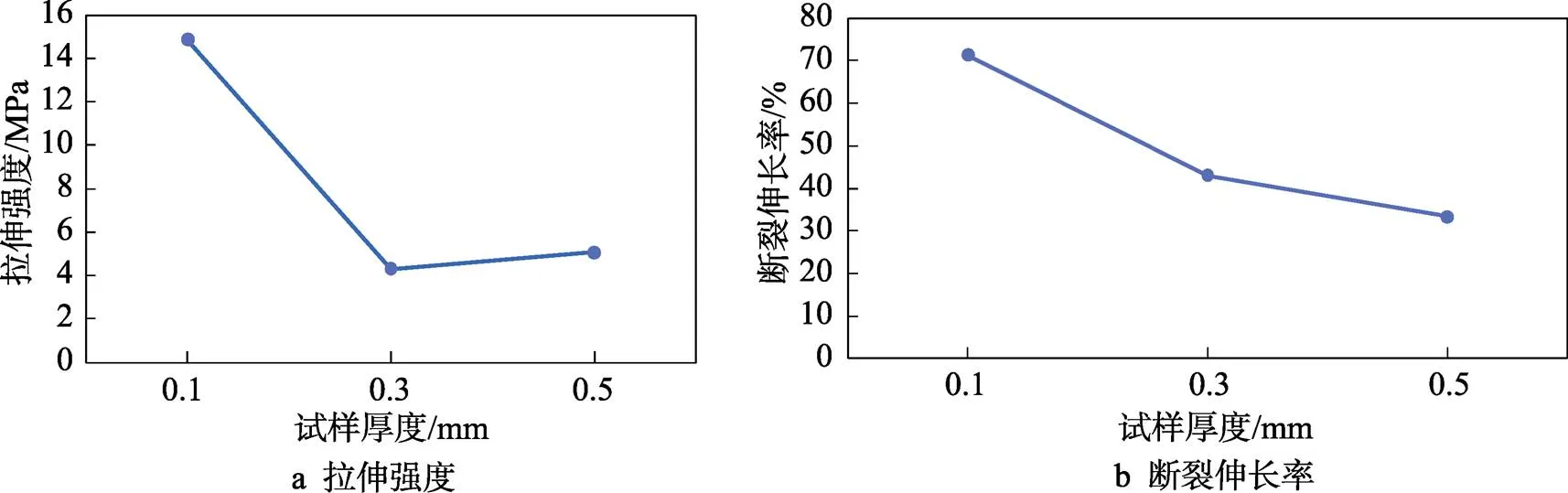
圖4 打印厚度對試樣力學性能的影響
2.2 管載膠FDM試樣的力學性能
對管載膠FDM方法打印的試樣進行拉伸試驗,結果如圖5所示。隨著打印層數的增加,拉伸強度和斷裂伸長率均沒有降低,說明打印樣件獲得了穩定的層間界面強度,而純PE管材打印件拉伸強度和斷裂伸長率隨厚度增大顯著下降。對比而言,對于0.5 mm厚度的樣件,管載膠新方法比傳統方法拉伸性能提高95%、斷裂伸長率提高248%。這是因為純PE打印件熔絲之間的粘結力主要依靠于分子間的作用力,而管載膠PE打印件中,由于膠水的交聯反應,在相鄰的熔絲間形成了穩定的化學鍵,其鍵能遠大于原本的分子間作用力,大幅提升了層與層之間熔絲的粘結力。
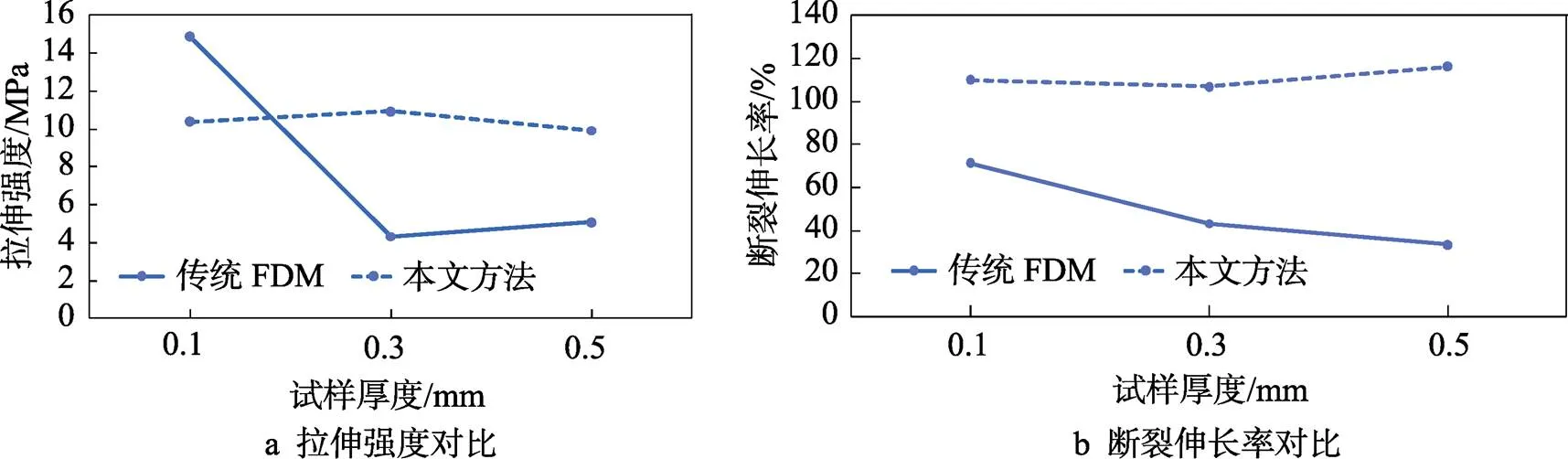
圖5 傳統FDM方法與本文方法所打印試樣的力學性能對比
3 結論
提出了管載膠FDM新方法,成功打印出了高性能樣件,解決了傳統FDM方法層間界面強度差的科學難題。通過與傳統FDM打印試樣對比,拉伸強度和斷裂伸長率分別提高了95%和248%,這是由于膠水的加入使得層與層間的熔絲形成了穩定的化學鍵。本方法從根本上解決了傳統FDM的固有缺陷,拓寬了FDM技術的應用領域。
[1] 楊占堯, 趙敬云.增材制造與3D打印技術及應用[M].北京: 清華大學出版社, 2017. YANGzhan-yao, ZHAO Jing-yun. Additive Manufacturing and 3D Printing Technology and Application[M]. Beijing: Tsinghua University Press, 2017.
[2] 鄧飛, 劉曉陽, 王金業, 等. 3D打印技術發展及塑性材料創新應用[J]. 塑料工業, 2019, 47(6): 8—13. DENG Fei, LIU Xiao-yang, WANG Jin-ye, et al. Development of 3D Printing Technology and Innovative Application of Plastic Materials[J]. China Plastics Industry, 2019, 47(6): 8—13.
[3] 馮建軍, 梁宏斌, 于陽. FDM快速成型工藝參數的分析與優化研究[J]. 機械科學與技術, 2019, 38(5): 742—748. FENG Jian-jun, LIANG Hong-bin, YU Yang. Analysis and Optimization of Processing Parameters in FDM Rapid Prototyping[J]. Mechanical Science and Technology for Aerospace Engineering, 2019, 38(5): 742—748.
[4] 魏青松.增材制造技術原理及應用[M]. 北京: 科學出版社, 2017. WEI Qing-song. Principle and application of Additive Manufacturing Technology[M]. Beijing: Science Press, 2017.
[5] 盧秉恒, 李滌塵.增材制造(3D打印)技術發展[J].機械制造與自動化, 2013, 42(4): 1—4. LU Bing-heng, LI Di-chen. Development of Additive Manufacturing (3D Printing) Technology[J]. Mechanical Manufacturing and Automation, 2013, 40(4): 1—4.
[6] 王影, 王晶, 梁嘉赫, 等. 基于FDM在制備小批量定制式醫學模型中的研究[J]. 塑料工業, 2020, 48(9): 76—79. WANG Ying, WANG Jing, LIANG Jia-he, et al. The Research Based on FDM in Small Batch Preparation of Customized Medical Model[J]. China Plastics Industry, 2020, 48(9): 76—79.
[7] Coogan T J, Kazmer D O. Healing Simulation for Bond Strength Prediction of FDM[J]. Rapid Prototyping Journal, 2017, 23(3): 551—561.
[8] 高霞, 戚順新, 蘇允蘭, 等. 熔融沉積成型加工的結晶性聚合物結構與性能[J]. 高分子學報, 2020, 51(11): 1224—1226. GAO Xia, QI Shun-xin, SU Yun-lan, et al. Hierarchical Structures and Mechanical Performances of Semi crystalline Polymer Parts Fabricated by Means of Fused Deposition Modeling[J]. Acta Polymerica Sinica, 2020, 51(11): 1224—1226.
[9] Li H, Wang T, Sun J, et al. The Effect of Process Parameters in Fused Deposition Modelling on Bonding Degree and Mechanical Properties[J]. Rapid Prototyping Journal, 2018, 24(1): 80—92.
[10] 高士友, 黎宇航, 周野飛, 等.熔融沉積(FDM)3D打印成形件的力學性能實驗研究[J].塑性工程學報, 2017, 24(1): 200—206. GAO Shi-you, LI Yu-hang, ZHOU Ye-fei, et al. Experimental Study on Mechanical Properties of FDM 3D Printed Parts[J]. Journal of Plasticity Engineering, 2017, 24(1): 200—206.
[11] 陳延凱, 史廷春, 張建輝.打印參數對FDM成型ABS制品性能的影響[J].工程塑料應用, 2019, 47(10): 47—52. CHEN Yan-kai, SHI ting-chun, ZHANG Jian-hui. The effect of Printing Parameters on the Properties of ABS Products Formed by FDM[J]. Engineering Plastics Application, 2019, 47(10): 47—52.
[12] 喻紅, 楊孟茹, 吳悠, 等. 3D打印參數對制品層間黏結性能的影響[J]. 中國塑料, 2018, 32(6): 92—97.YU Hong, YANG Meng-ru, WU you, et al. The Effect of 3D Printing Parameters on the Adhesion between Layers of Products[J]. China Plastics, 2018, 32(6): 92—97.
[13] 張林初, 王宇, 陳俠. 熔融沉積成型工藝參數對聚乳酸制件力學性能的影響[J]. 工程塑料應用, 2019, 47(7): 71—76. ZHANG Lin-chu, WANG Yu, CHEN Xia. Effect of FDM Processing Parameters on Mechanical Properties of PLA[J]. Engineering Plastics Application, 2019, 47(7): 71—76.
[14] 劉健, 南思豪, 關舒文, 等. FDM工藝參數及后處理對PLA筒形件成型質量的影響[J]. 中國塑料, 2019, 33(7): 57—62. LIU Jian, NAN Si-hao, GUAN Shuwen, et al. Effects of FDM Process Parameters and Post–Finishing on Forming Quality of PLA Cylindrical Parts[J]. China Plastics, 2019, 33(7): 57—62.
[15] 雷芳, 張燕琴, 孟鑫沛. FDM工藝成型參數對軟材料TPU制品力學性能的影響[J]. 塑料, 2019, 48(2): 123—126. LEI Fang, ZHANG Yan-qin, MENG Xin-pei. Influence of Molding Parameters on the Mechanical Properties for Soft Material TPU Products in FDM Process[J]. Plastics, 2019, 48(2): 123—126.
Fuse Deposition 3D Printing using Glue within Polymer Tube to Enhance Interlayer Bonding Strength
YU Zhao-han1, ZHOU Zi-kang2, WANG Yun-ming1
(1. School of Materials Science and Engineering, Huazhong University of Science and Technology, Wuhan 430074, China; 2. Class 2, Grde3, First Senior Middle School of Wuhan, Wuhan 430014, China)
Limited by the weak interfacial force between fuses in different layers printed by fuse deposition (FDM) 3D printing technology, the interlayer bonding strength of polymer products is seriously degraded and can not satisfy the needs of industrial applications, which has become the bottleneck of FDM. To meet these challenges, an innovative FDM method is proposed to use polymer tubes as the carrier of the glue. The chemical bond is directly formed between the fuses after printingby chemical reactions of the glue, and therefore the interlayer bonding strength is improved. The results show that compared with traditional FDM parts without glue, the tensilestrength and the broken elongation of the obtained product are significantly improved 95% and 248% respectively. This new method solves the bottleneck defect of the traditional FDM.
FDM; 3D printing; PE tube; gluein tube; mechanical properties
10.3969/j.issn.1674-6457.2021.02.014
TQ325.2
A
1674-6457(2021)02-0087-04
2020-11-20
余兆函(1996—),女,博士生,主要研究方向為聚合物制備成形等。
王云明(1983—),男,博士,副教授,主要研究方向為高性能聚合物微納成形技術等。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53