特殊外觀結構賽絡花式紗的后區牽伸及成紗結構分析
2021-04-06 11:41:12孫榮基劉基宏李永貴
紡織學報 2021年3期
阮 麗, 孫榮基, 劉基宏, 李永貴
(1. 生態紡織教育部重點實驗室(江南大學), 江蘇 無錫 214122; 2. 紡織服裝福建省高校工程研究中心, 福建 福州 350108)
紡紗專件器材改造是開發新產品的一條有效途徑,而對牽伸膠輥進行改造是一種簡單易行,成本低廉的方法。在牽伸區上膠圈的中鐵輥上開槽,或用開槽膠輥代替中鐵輥來實現滑溜牽伸,如在三羅拉牽伸中對中膠圈開槽使之僅有一個牽伸區[1],可用于并條機、粗紗機和細紗機[2]。滑溜牽伸主要用于半精紡原料中纖維長度差異較大的混紡紗,如采用在中皮輥開槽實現滑溜牽伸紡制低比例山羊絨混紡紗[3-4],也用于不同粗細、長度的棉/麻紡紗[5]和柞絹絲紡紗[6]。另一類牽伸膠輥如開槽膠輥、臺階膠輥、多邊形膠輥在普通細紗機上可開發花式紗線產品[7]。采用四羅拉牽伸法紡制段彩紗時,將階梯膠輥分別應用在三羅拉和四羅拉的上膠輥中來實現段彩效果[8]。最近華孚色紡有限公司采用內切六邊形的后膠輥開發出了一種生產段彩紗的新方法。
本文基于賽絡紡,采用具有凹槽的后羅拉上膠輥,開發具有特殊花型效果的花式紗,具有改造簡單、花式新穎的特點。
1 工藝原理
1.1 紡紗方式
本文采用的細紗機的后羅拉上膠輥表面刻有1個凹槽,如圖1所示。粗紗A在喂入后羅拉時可落入凹槽中,凹槽的側面形狀呈圓弧形,凹槽深度由兩邊向中間逐漸加深。粗紗A和粗紗B經雙喇叭口平行喂入后羅拉,在后羅拉轉動過程中,當凹槽轉到底部與后羅拉接觸時,粗紗A落入凹槽中不受后羅拉握持,則這段須條的后區牽伸減少;當凹槽離開底部,粗紗A受到握持力,重新恢復正常的后區牽伸。由此,粗紗A喂入后羅拉受到間斷性握持,從而后區牽伸發生周期性變化,紗線縱向呈現規律性粗細變化,粗紗A在縱向的花色比例有規律地增減,獲得一種新型外觀花色效果的紗線。
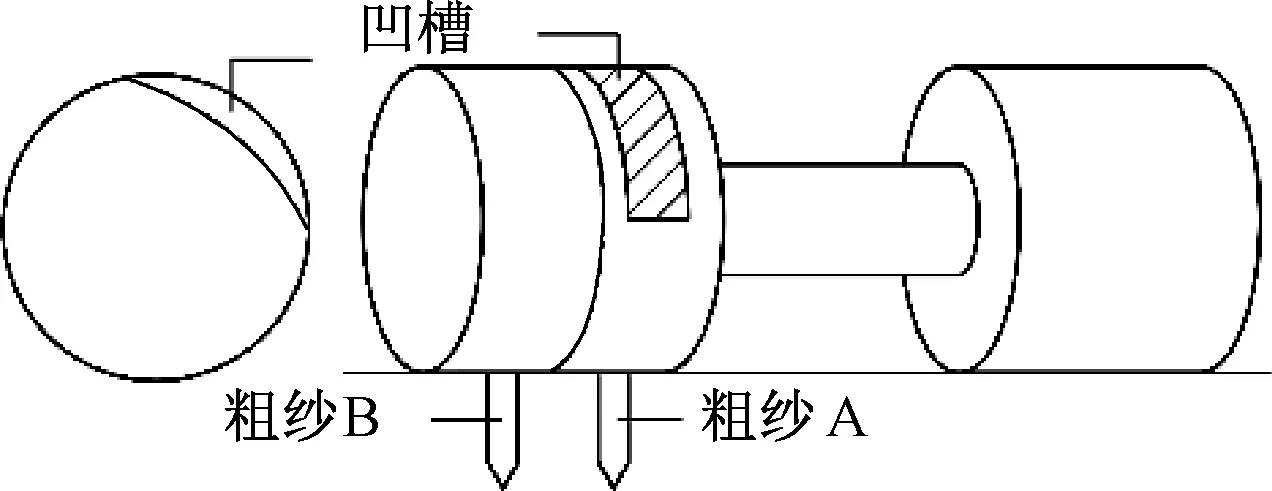
圖1 賽絡新型花式紗用后羅拉上膠輥Fig.1 Back-top roller for Siro new fancy yarn
1.2 后鉗口須條的受力分析
在牽伸過程中,羅拉鉗口必須具有足夠的握持力來克服摩擦力,牽伸中須條在后鉗口下的受力分析如圖2所示。
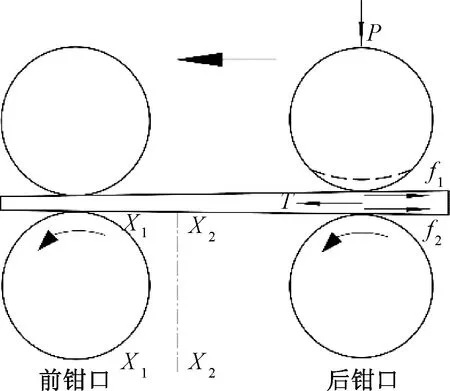
圖2 須條在后鉗口下的受力分析Fig.2 Force analysis under rear clamp
后羅拉上膠輥的壓力P作用于須條,使得須條受到握持,在牽伸力T的作用下,須條有向前滑動的趨勢,而后羅拉和上膠輥作用于須條的摩擦力分別為f1和f2,握持力為
F=f1+f2
在正常的牽伸過程中后鉗口握持須條的條件是F≥T[9]。
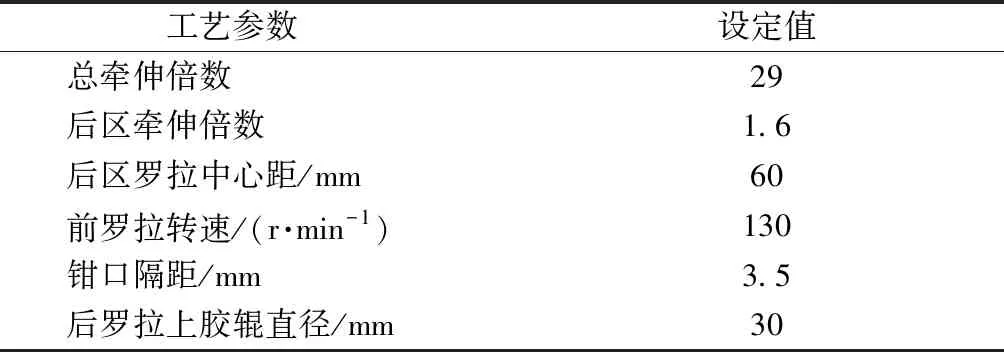
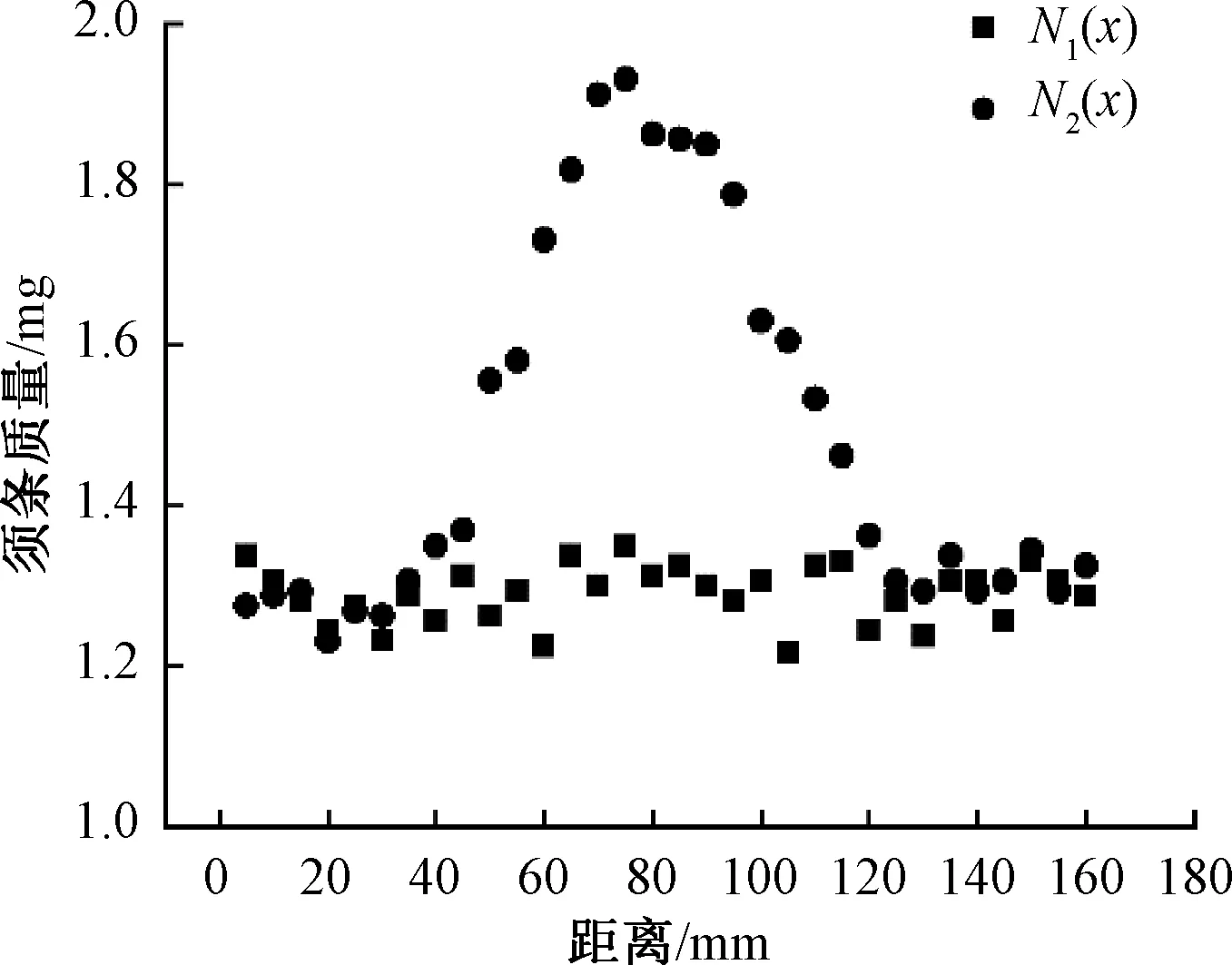
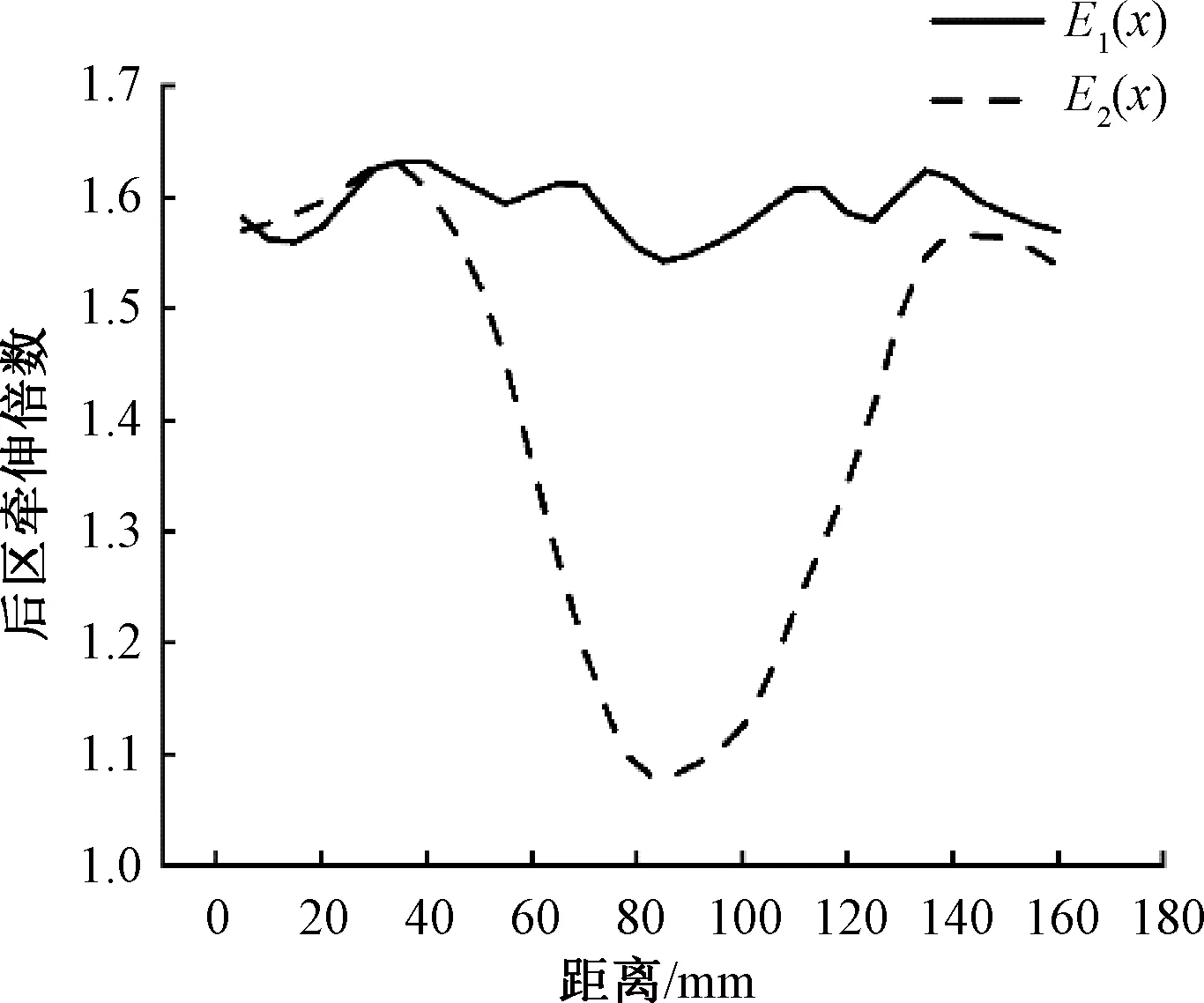
假設纖維都在同一截面X1-X1界面變速。當凹槽剛轉到底部時,P開始逐漸降為0,此時F逐漸減小,|F-T|逐漸增大,須條受力大小將逐漸轉為F 牽伸的實質是纖維之間產生相對移動,纖維與纖維頭端之間的距離拉大[10],實際牽伸中纖維頭端并不在同一界面變速,產生移距偏差[10-11],移距的計算公式為 a1=Ea0±(E-1)x 式中:a0為原始頭端移距;a1為牽伸后形成的新的移距;E為牽伸倍數;x為變速位置差異值。 由上式可見,當凹槽剛轉到底部與后羅拉接觸,有較多的纖維提早變速,且x增大,從而纖維頭端距離a1較正常移距小,產生粗節。 通過凹槽的那段須條的后區牽伸倍數先是從正常到逐漸減少,直至為1,再由1逐漸增大到正常,牽伸效率逐漸減小再逐漸增大,總牽伸倍數也如此變化,成紗花色呈現白色比例逐漸從正常到增加,再由最大到逐漸減小到正常,紗線縱向產生漸變的粗節,如圖3所示。 圖3 賽絡新型花式紗縱向結構Fig.3 Longitudinal of Siro new fancy yarn 采用TH598J數碼紡紗機紡制30 tex滌綸賽絡新型花式紗,細紗捻系數為250。白色滌綸粗紗A定量為4.1 g/(10 m),紅色滌綸粗紗B定量為4.1 g/(10 m)。膠輥表面的凹槽角度為90°,寬度為6 mm,中間最大深度為2.5 mm,其形狀如圖1所示。為了減少實驗誤差,保持實驗及樣品測試在同一溫濕度下進行。 在保證后區牽伸倍數、后區羅拉隔距和鉗口隔距等參數相同的基礎上,采用切斷稱重法測得后羅拉上膠輥轉動1周從中羅拉輸出的須條的質量分布,同時測得不經凹槽正常紡紗時后羅拉上膠輥轉動1周從中羅拉輸出的須條的質量分布。利用公式計算出后區牽伸的變化,從而得出后區牽伸的變化曲線,分析凹槽對后區牽伸的影響,推導出對成紗牽伸的影響,并得出凹槽對賽絡新型花式紗的花色影響和規律。為了研究后羅拉牽伸過程中牽伸倍數的變化,需作以下假設:粗紗從后羅拉喂入的須條是均勻的,即喂入的須條質量不變,且為粗紗定量。后區牽伸為簡單羅拉牽伸,主要工藝參數如表1所示,錠子轉速為7 000~8 000 r/min。 表1 工藝參數Tab.1 Spinning parameters 用切斷稱重法測得后羅拉上膠輥轉動1周從中羅拉輸出的須條的質量分布,即分別采用正常的后羅拉上膠輥和帶有凹槽的后羅拉上膠輥紡紗,在機器正常運轉過程中,粗紗須條由后羅拉喂入經后區牽伸,直接從中羅拉輸出,不通過前羅拉,從而獲得只經過后區牽伸的須條。同時,羅拉轉動過程中在須條上標記轉動1周的起始和終點的位置,然后將須條剪下置于方格紙上,將須條剪成5 mm長的片段并稱量,分別得到采用正常膠輥紡制的須條質量分布N1(x)和帶有凹槽的膠輥紡制的須條質量分布N2(x),同時分別測得后羅拉上膠輥轉動1周輸出須條的長度l。如此每組分別測試20根須條,取平均值。牽伸倍數計算公式如下: 式中:m1為輸出產品的單位長度質量;m2為喂入產品的單位長度質量。 由公式可得出正常后區牽伸倍數變化分布E1(x)和采用刻有凹槽的膠輥的后區牽伸倍數變化分布E2(x)。為進一步對成紗的花色規律進行研究,本文基于賽絡紡,采用粗紗A和粗紗B為原料紡制AB紗線,在后羅拉上膠輥轉動過程中,粗紗A可落入凹槽中,而粗紗B正常牽伸,對成紗的花色進行觀察分析。 經測量得出后羅拉上膠輥轉動1周,從中羅拉輸出須條的長度l分別為162.6 mm(有凹槽)和161.8 mm(無凹槽),忽略測量誤差以及機器因素,其基本一致。這里忽略粗紗不勻和牽伸不勻以及測量誤差的影響,輸出須條質量分布如圖4所示。 圖4 中羅拉輸出的須條質量分布Fig.4 Mass distribution of strand of fibers output from the middle roller 圖4中橫坐標距離表示須條從中羅拉輸出時標記的起點到中羅拉的距離。可以看出:無凹槽的須條的質量分布N1(x)基本一致,且平均值為1.29 mg;有凹槽的須條的質量分布N2(x)先是與無凹槽的質量分布基本一致,保持在1.29 mg上下波動,在x1=45 mm處質量開始明顯增大,直到逐漸增加到最大值1.93 mg,此數值接近2.05 mg,即喂入粗紗的單位質量,接著須條的質量開始逐漸下降,直到x2=120 mm以后質量又開始保持在1.29 mg。可以看出,不受后羅拉握持的這段須條的質量是逐漸增減的,且增量和減量基本相同。 圖5示出須條的后區牽伸變化曲線。可以看出:正常后區牽伸倍數E1(x)基本保持在1.6上下浮動;而有凹槽的后區牽伸倍數E2(x)先與無凹槽的后區牽伸倍數基本一致,保持在1.6上下波動,在x1=45 mm處牽伸倍數開始明顯減小,直到逐漸減小到最小值1.06,此數值接近1,即須條基本不牽伸;接著后區的牽伸倍數開始逐漸上升,直到x2=120 mm以后牽伸倍數又開始保持在1.6上下浮動。可以看出,不受后羅拉握持的這段須條的后區牽伸倍數是逐漸減小再增大的,且減量和增量基本相同。 圖5 新型花式紗后區牽伸變化Fig.5 Back drafting changes of new fancy yarn 從N2(x)和E2(x)分布圖可看出,須條質量變化和后區牽伸變化的那一段須條長度為Δx=x2-x1,經計算為75 mm,占總長度l的百分比為a=Δx/l,計算可得a為0.46。而理論上,凹槽的角度為90°,落入凹槽的那一段須條占輸出總長度的百分比為0.25,從而牽伸變化的那一段須條的長度為40.45 mm。可以看出,落入凹槽的那段須條分別對它前后的一段須條產生影響,使得前后須條提前變速,產生粗節,牽伸倍數逐漸減小。 由上述分析可知,賽絡紡新型花式紗中A紗的后區牽伸倍數變化分布為E2(x),由牽伸倍數公式可得成紗線密度: 式中:W為粗紗A定量,g/(10 m);Ef為前區牽伸倍數;Tt(x)為成紗線密度,tex;Tt為B紗的線密度,tex。由此可以看出,賽絡紡新型花式紗的線密度因后區牽伸倍數的變化而變化。 對有凹槽的紗線采用YG 381型搖黑板機搖成黑板,利用Epson GT-20000型掃描儀對紗線進行掃描,掃描分辨率為1 200 dpi,得到其縱向結構圖像,如圖6所示。因本紗線為賽絡花式紗,其具有賽絡紗的花色效果,即紗線表觀顏色是A紗和B紗2種顏色交替變化的。從圖6可以看出,紗線呈現粗細節交替變化,同時結合圖4、5的分析結果可以得出,A紗即白色的占比是呈現增減變化的,先是保持不變然后逐漸增大再逐漸減小,直至回到原來不變的狀態。即此新型賽絡花式紗線縱向外觀結構中在A紗和B紗的2種顏色交替變化過程中,A紗出現有規律的增減變化,得到一種特殊結構和色彩的賽絡紡花式紗線。 圖6 新型花式紗縱向結構變化Fig.6 Longitudinal structure changes of new fancy yarn 本文采用表面刻有凹槽的后羅拉上膠輥紡制具有特殊結構的賽絡新型花式紗,對后區須條質量和牽伸倍數變化進行分析,并給出了成紗線密度的理論公式,得出如下結論。 1) 后羅拉上膠輥刻有一個90°的凹槽,從中羅拉輸出的須條的質量先是基本保持不變,然后逐漸增減,且最大值接近粗紗喂入的質量。 2) 受凹槽影響,后區牽伸倍數由正常逐漸減到接近1再逐漸增大到正常,且增減的速率基本相同。 3) 通過凹槽的須條分別對其前后一段須條的牽伸產生影響,使得前后纖維提前變速,產生粗節。 4) 基于賽絡紡花式紗,成紗線密度因為粗紗A的變化而有規律增減,成紗縱向結構呈現粗紗A花色的規律性粗細變化。1.3 成紗結構變化

2 實驗部分
2.1 實驗準備
2.2 實驗方案
2.3 數據處理
3 實驗結果與分析
3.1 后區牽伸變化與分析
3.2 成紗線密度分析
3.3 成紗花色分析

4 結 論
