全成形雙層結構針織服裝工藝模型研究與應用
2021-04-06 11:41:26詹必欽叢洪蓮吳光軍
紡織學報 2021年3期
詹必欽, 叢洪蓮, 吳光軍
(江南大學 教育部針織技術工程研究中心, 江蘇 無錫 214122)
經過數十年的發展,全成形針織服裝已在市場上占領了一席之地。其以無縫成形的結構編織特點和柔軟舒適的穿著特點受到越來越多業內人士和消費者的關注和喜愛。全成形針織技術減少了織片裁剪縫合工序,減小了原料消耗,節省了勞動力成本。其中島精四針床電腦橫機在實現復雜工藝和款式編織等技術上有著無可比擬的優勢。
全成形雙層結構針織服裝是含有里外2層結構的一件式服裝,為一種新穎的全成形服裝穿著模式,在服裝穿著時既能保持服裝的舒適感,又可輕松搭配出具有層次感的效果。現有國內文獻關于全成形服裝工藝的研究中,對于各類編織原理[1-3]和成形工藝[4-5]的探討較多,在雙針床電腦橫機全成形服裝組織及款式變化的設計制造上取得了一定的成果;而針對四針床電腦橫機上復雜版型或結構組織的變化研究還處于探索階段[6-8],對雙層結構的全成形服裝的研究還較少。為此,本文基于全成形針織服裝款式結構,分析雙層結構針織服裝特征,結合四針床電腦橫機全成形編織工藝探討典型雙層結構工藝模型,通過基本款雙層結構針織服裝說明編織實現方式,以期為全成形針織服裝的設計制造提供一種全新的結構分析與實現方式。
1 雙層結構針織服裝特征
全成形雙層結構針織服裝在實現全件服裝雙層結構時,在單層結構的基礎上,由2個單層經過展開式結構設計形成具有里外2層結構的服裝。雙層結構上裝有套衫類雙層結構、開衫類雙層結構、背心類雙層結構3種。其中:套衫類和開衫類雙層結構一般以單層套衫或開衫結構作外層,再根據款式需要搭配里層,里層有背心、吊帶等;背心類雙層結構一般以單層背心做外層,里層搭配吊帶等。雙層結構上裝設計時可根據款式需要進行細節變化。雙層結構下裝中有褲裝雙層結構、裙裝雙層結構、裙褲裝雙層結構3種。褲裝雙層結構里外層均為褲裝;裙裝雙層結構里外層均為裙裝;裙褲雙層結構外層是裙裝,里層是褲裝。
圖1示出2種雙層結構服裝款式。圖1(a)示出上裝款式,是由里層長袖套衫和外層短袖組成的套衫,其雙層結構連接處在下擺邊。圖1(b)示出下裝款式,是由外層短裙和里層長褲組成的裙褲,其雙層結構連接處在腰頭邊。
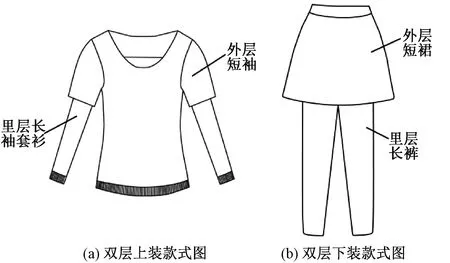
圖1 雙層結構服裝款式Fig.1 Double-layer structure style.(a) Double-layer tops; (b) Double-layer bottoms
全成形雙層結構服裝里外2層一般采用1種或至少2種不同線密度的紗線喂入指定紗嘴編織相同或不同組織花型,形成視覺或觸覺上的面料層次差異。雙層結構在全成形一體編織時一層作正面編織,另一層反面作正面編織,編織時里層和外層結構在下擺、肩縫、腰頭等邊口處一體相連,下機時里外層形成展開相連的整件服裝,下機后里外層相互套入形成雙層結構。
雙層結構服裝因假2件的設計、不同紗線組織的配合運用,營造出穿著了2件衣服的視覺效果。
2 雙層結構針織服裝原型
全成形針織服裝版型設計不同于普通版型設計,是結合人體結構特征與全成形工藝,設計出可用于機器編織的二維版型紙樣,再利用SDS-ONE APEX3設計系統轉換為成形編織圖,上機時以圓筒成形方式編織。樣板設計時需考慮毛衫版型與人體貼合的關系,根據貼合度調整版型松量大小,且松量放開大小需符合全成形工藝實現的可能性。人體上身結構點測量及全成形雙層結構針織服裝原型如圖2所示。
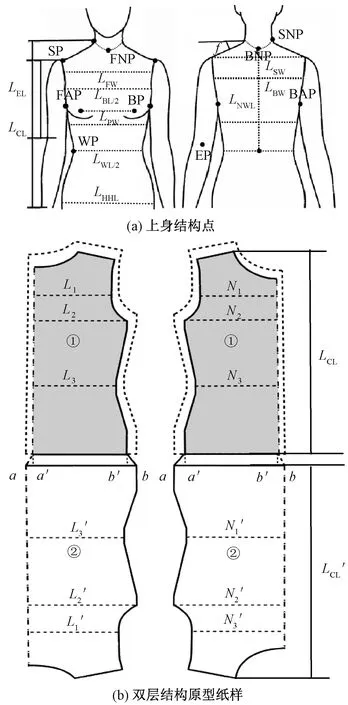
N1,N1′,L1,L1′分別表示里外層加松量后前后上胸寬;N2,N2′,L2,L2′分別表示里外層加松量后胸圍;N3,N3′,L3,L3′分別表示里外層加松量后胸圍;LCL,LCL′分別表示里外層衣長;f為肩斜角;表示里外層樣板輪廓;表示外層展開時樣板輪廓;表示外層重疊時樣板輪廓。圖2 全成形雙層結構針織服裝衣身示意圖Fig.2 Double-layer whole garment body diagram.(a) Upper body structure point; (b) Double-layer whole garment prototype
圖2(a)為人體上身結構點及各部位長度測量圖,包含人體上身各關鍵點及常用部位測量長度。各關鍵點包括前頸窩點FNP、后頸窩點BNP、側頸點SNP、肩點SP、前腋點FAP、后腋點BAP、胸點BP、腰點WP、肘點EP;常用部位測量長度包括衣長(LCL)、肩寬(LSW)、肘長(LEL)、腰圍(LWL)、胸圍(LBL)、前胸寬(LFW)、后背寬(LBW)、乳間距(LPW)、背長(LNWL)、領寬(LBNW)等尺寸。其中領寬(LBNW)是指左側頸點到右側頸點的直線長度;肩寬(LSW)是指左右肩點間的距離;前胸寬(LFW)是指左右前腋點之間的距離;胸圍(LBL)是指經過胸高點水平維量1周的長度;腰圍(LWL)是指經過腰點的維度尺寸;衣長(LCL)是指從側頸點到上臀圍線間的距離。圖2(b)示出雙層結構針織服裝原型,由2個單層結構相連而成,原型是根據人體三維尺寸測量轉化成二維紙樣后的樣板片。首先設定的是樣板基本框架尺寸,包括肩寬、前后胸寬、胸圍、腰圍和衣長。里外層中間部分為連接處,aa′和bb′段表示連接處邊緣尺寸差值。二維紙樣轉化為毛衫尺寸工藝針數計算方式如下:
X=x×Pn;Y=y×Pf
式中:Pn表示針織服裝面料橫密,縱行/(5 cm);Pf表示針織服裝面料縱密,橫列/(5 cm);x,y分別表示服裝版型橫向尺寸和縱向尺寸;X,Y分別表示轉換后的橫向編織行數和縱向編織行數。其中,橫密、縱密與四針床機器機號、編織組織結構、紗線線密度、上機參數有關,計算工藝前可試織小樣確定成品密度。
3 雙層結構針織服裝全成形工藝模型
本文分析一款典型雙層結構上裝:服裝外層為吊帶,下擺為2+2羅紋組織,其余部分為平針;服裝里層為長袖套衫,袖口為2+2羅紋組織。服裝橫向尺寸變化通過4個針床的收放針實現,縱向尺寸通過編織行數來控制[9]。圖3為此雙層結構上裝款式圖。
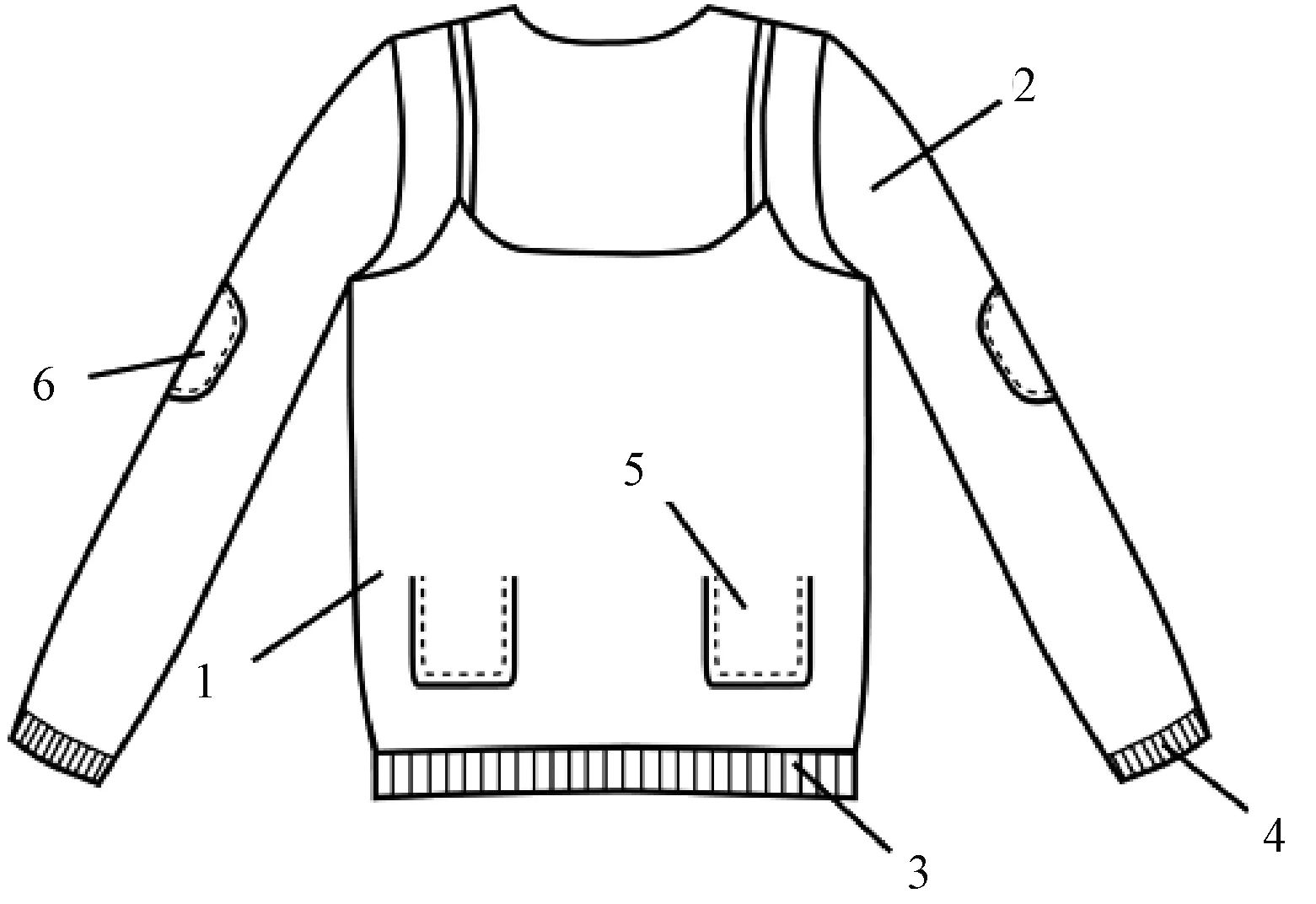
1為吊帶外層; 2為長袖套衫里層; 3和4為下擺及袖口羅紋 編織區域; 5為口袋; 6為袖肘局部拼貼處。圖3 雙層結構上裝款式圖Fig.3 Double-layer structure top pattern
3.1 外層結構模型
服裝外層吊帶結構可看作是由雙層結構服裝原型中外層版型三維轉化的全成形單筒形結構,如圖4所示。大身編織可看作是一個單圓筒編織,大身下擺部分以2+2羅紋組織起底,起底往上編織平針組織,大身曲線由收放針實現,橫向尺寸由編織針數決定。圓筒編織至腋下后,前后床分別局部編織前后片胸部及吊帶部位。
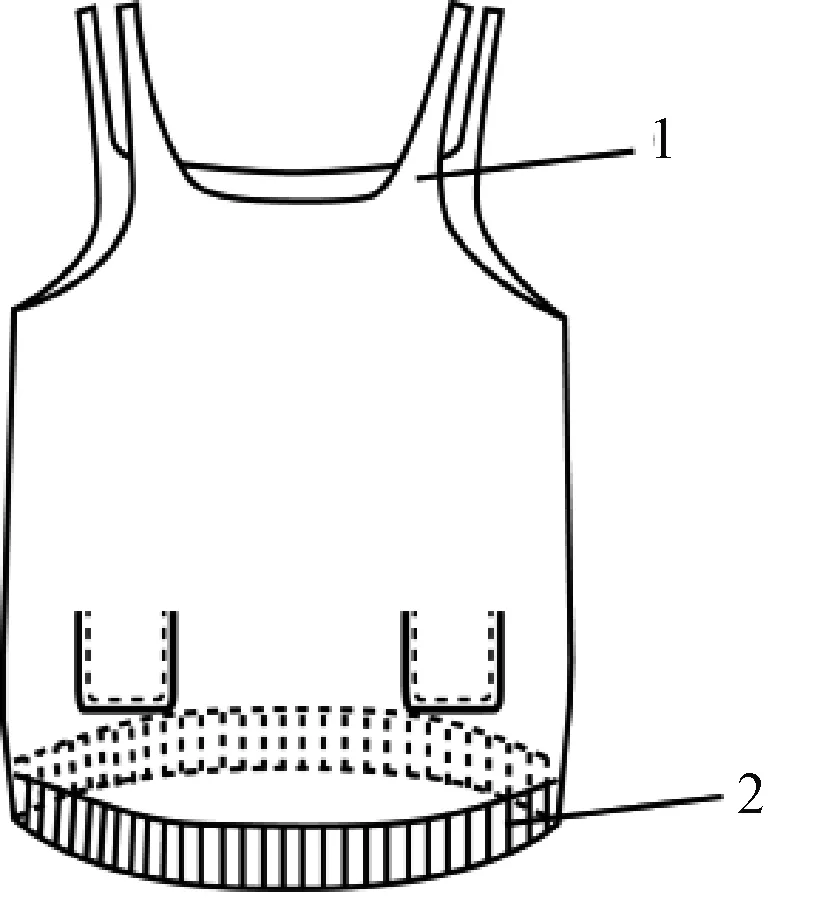
1為吊帶編制區域; 2為大身下擺部分。圖4 外層服裝單筒形結構模型Fig.4 Single tube structure model of outer garment
下擺部分2+2羅紋組織起底編織工藝如圖5所示。(1)、(2)為機頭從左向右移動過程。過程(1)先將后下針床線圈二隔二翻至前上針床,完成一行后下針床編織;過程(2)再將前上針床線圈翻回后下針床,完成前床2+2羅紋的一個循環組織。過程(3)、(4)為機頭從右向左移動過程。過程(3)先將前下針床二隔二翻至后上針床,完成一行前下針床編織;過程(4)再將后上針床線圈翻回前下針床,完成后床2+2羅紋的一個循環組織,前后床交替循環完成下擺羅紋的編織。
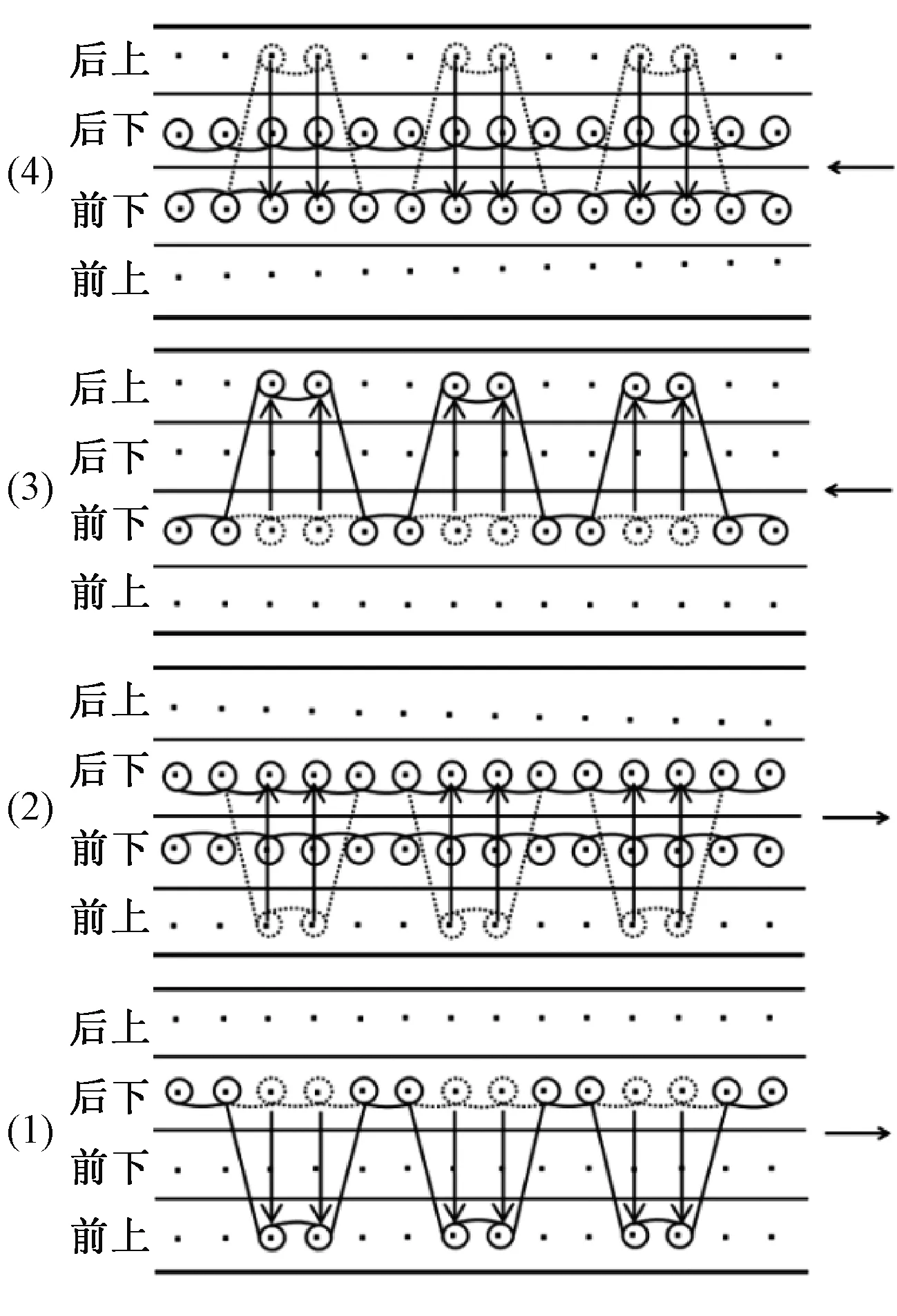
新線圈; 舊線圈; 翻針。圖5 下擺2+2羅紋組織編織工藝Fig.5 2+2 rib weave technology of hem
大身圓筒編織至腋下后,前床滿針編織前片,后床滿針編織后片,前后片分別進行局部編織形成前后胸部,胸部通過收針形成腋下曲線,前后片肩帶編織至頂部拷針相連,最終形成完整的左右肩帶,如圖6所示。
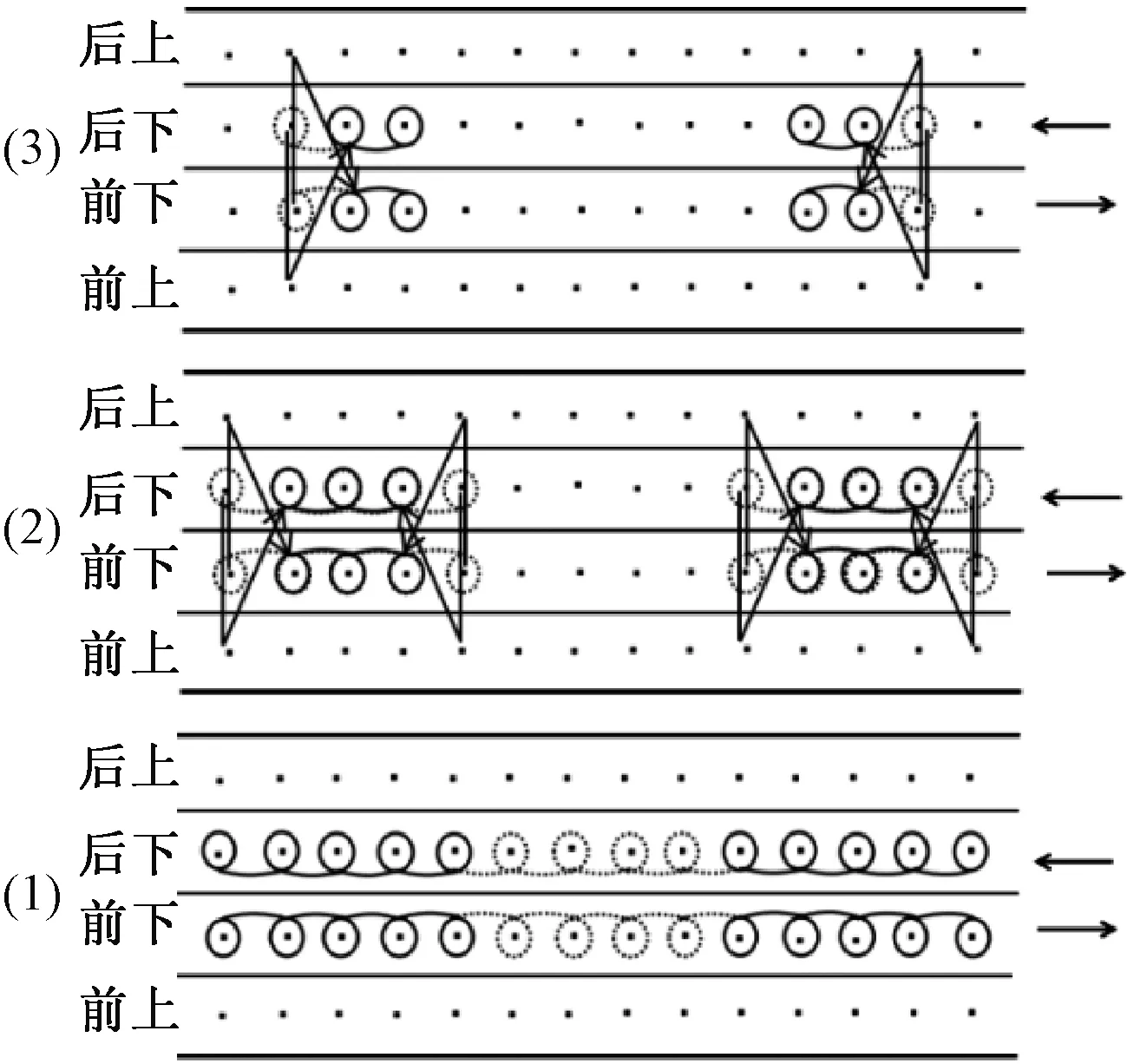
圖6 肩部局部編織工藝Fig.6 Shoulder partial knitting process
3.2 里層結構模型
里層長袖可看作是由雙層結構服裝原型中里層版型三維轉化形成的套衫多筒形,如圖7所示。大身及袖子的編織可看作是3個圓筒形結構編織。里層長袖為裝袖袖型,袖長等于身長,袖口邊和下擺邊同時引入主紗開始編織,袖口部位編織2+2羅紋組織,其余部分編織平針組織,領口由局部編織工藝實現。
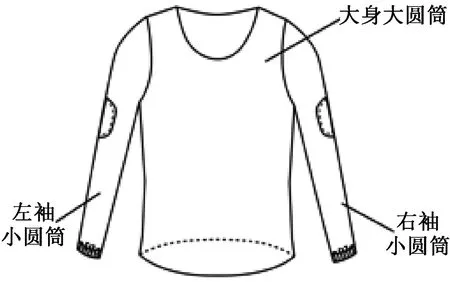
圖7 里層服裝多筒形結構模型Fig.7 Multi-tube structure model of inner garment
長袖為修身合體款設計,根據款式從下擺到腰部的編織進行收針,腰間最細部位編織完成后再逐漸放針至腋下,大身身線明收針編織工藝如圖8所示。
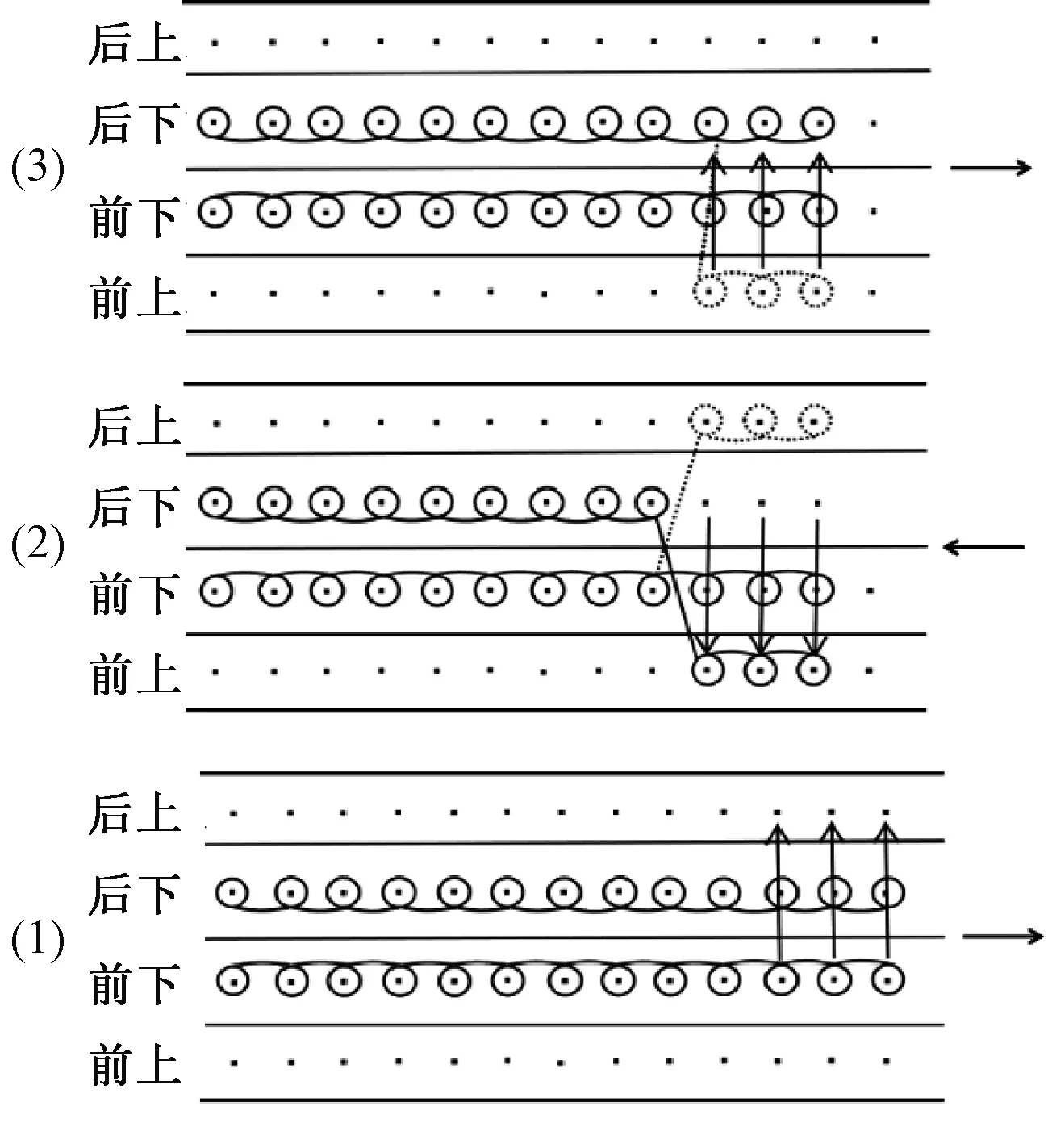
圖8 明收針編織工藝Fig.8 Knitting technology of open end stitches
3.3 雙層連接模型
里外層服裝編織時里層反面作正面編織,外層正面編織,2層服裝在下擺邊處一體相連。外層吊帶正面編織至下擺邊結束后,紗嘴從羅紋起底開始編織里層長袖。由于內外層連接處尺寸設定、編織原料選擇等因素不同,外層吊帶大身編織至下擺連接處尺寸由寬松逐漸收緊,里層長袖大身編織至連接處尺寸由收緊逐漸放針,里外層服裝連接處模型如圖9所示。
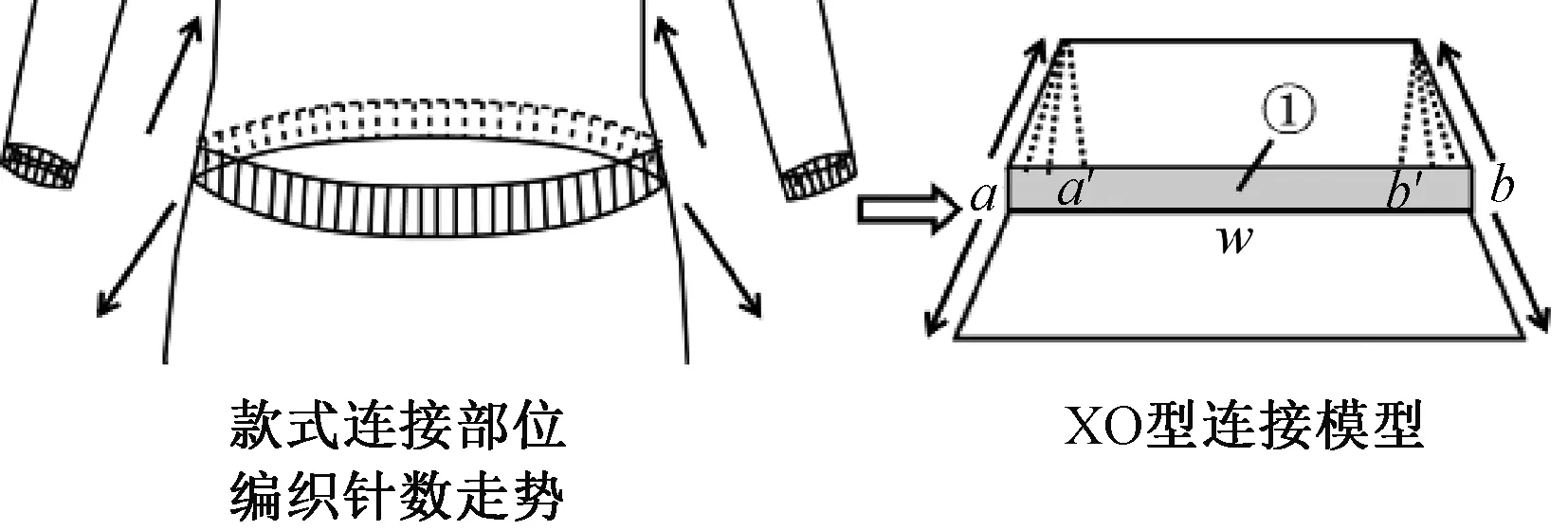
ab段表示連接處長度;a′、b′表示端點變化位置; w表示外層連接處長度。圖9 雙層結構連接部位Fig.9 Connection part of double-layer structure
雙層連接模型除了上述XO型外,還有O型,X型和H型。O型連接表示里外層服裝從大身到連接部位逐漸放松,連接處密度開松;X型連接表示里外層服裝從大身到連接部位逐漸收緊,連接處密度加緊;H型連接表示里外層服裝從大身到連接部位尺寸針數無變化。這3種連接方式幾何模型如圖10所示,連接部位寬度根據里外層尺寸確定,高度根據款式雙層連接程度調整。
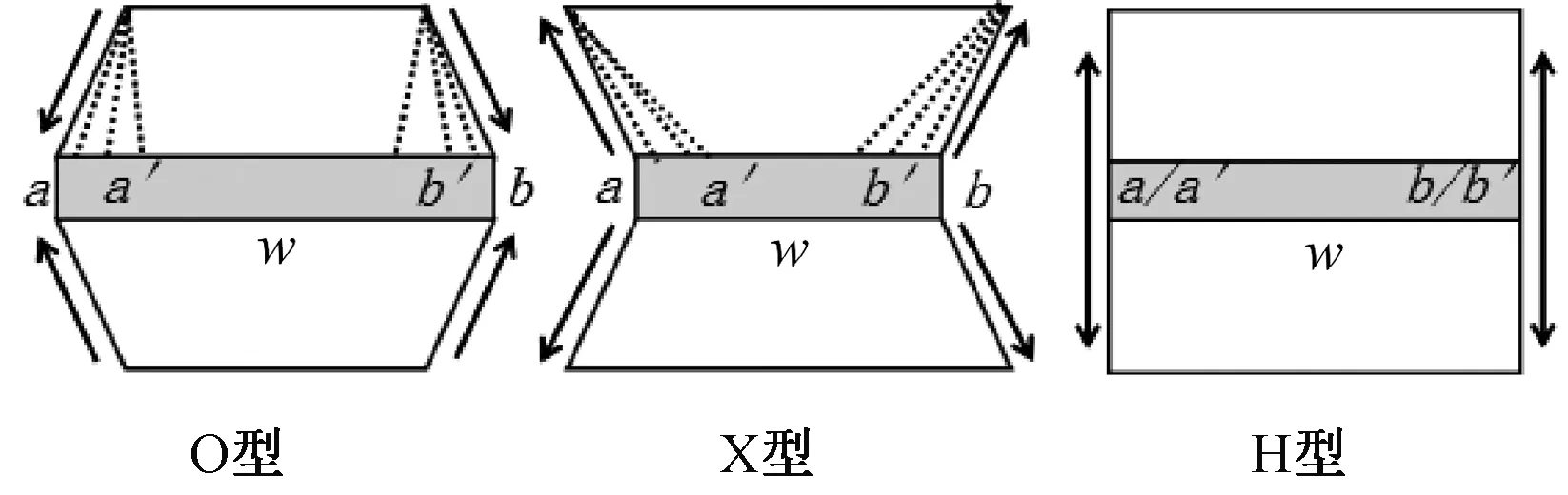
圖10 其他雙層結構連接模型Fig.10 Other double-layer structure connection model
編織時,常采用添加彈性紗線或者直接采用彈性紗線編織連接部位。由于紗線張力不同,編織時機器出針方式不同,服裝里外層設計尺寸的差異等,使得里外層服裝版型在連接部位產生一定的尺寸差值,這個尺寸差值隨著編織尺寸的變化而變化,如圖9、10中虛線所示。里外層連接處差值大小影響編織連接處的尺寸平衡,在一定的差值大小不影響編織效果范圍內,可對尺寸設定進行預估和分析,判斷其合理性。Pn1表示外層橫密,Pn2表示里層橫密,轉換后的橫密編織行數Xn1=Pn1w,Xn2=Pn2lab,里外層編織行數差值Δ=Xn1-Xn2=Pn1w-Pn2lab。lab表示連接處(ab段)長度。在一定的差值范圍內,當里層取值為Xj時,可估算出外層取值Cn(Xj)。

其中,Lk(Xj)=(X-X0)(X-X(k-1))…(X-X(k+1))(X-Xn)/(Xj-X0)(Xj-X(k-1))…(Xj-X(k+1))(Xj-Xn)。
結合雙層連接處尺寸的設定和雙層服裝連接曲線走勢變化選取合適的雙層連接模型,保證連接處衣身平衡。
3.4 細部編織工藝
外層吊帶前片有2個口袋,增加服裝實用性;里層長袖袖肘部位貼袋,增加織物厚度,增強穿著耐磨性,延長服裝使用壽命。細部雙層設計也可通過編織不同組織或使用不同面料增添服裝設計感。口袋及袖肘貼袋均由局部編織工藝實現,袋口邊緣采用集圈組織連接,編織工藝如圖11所示。
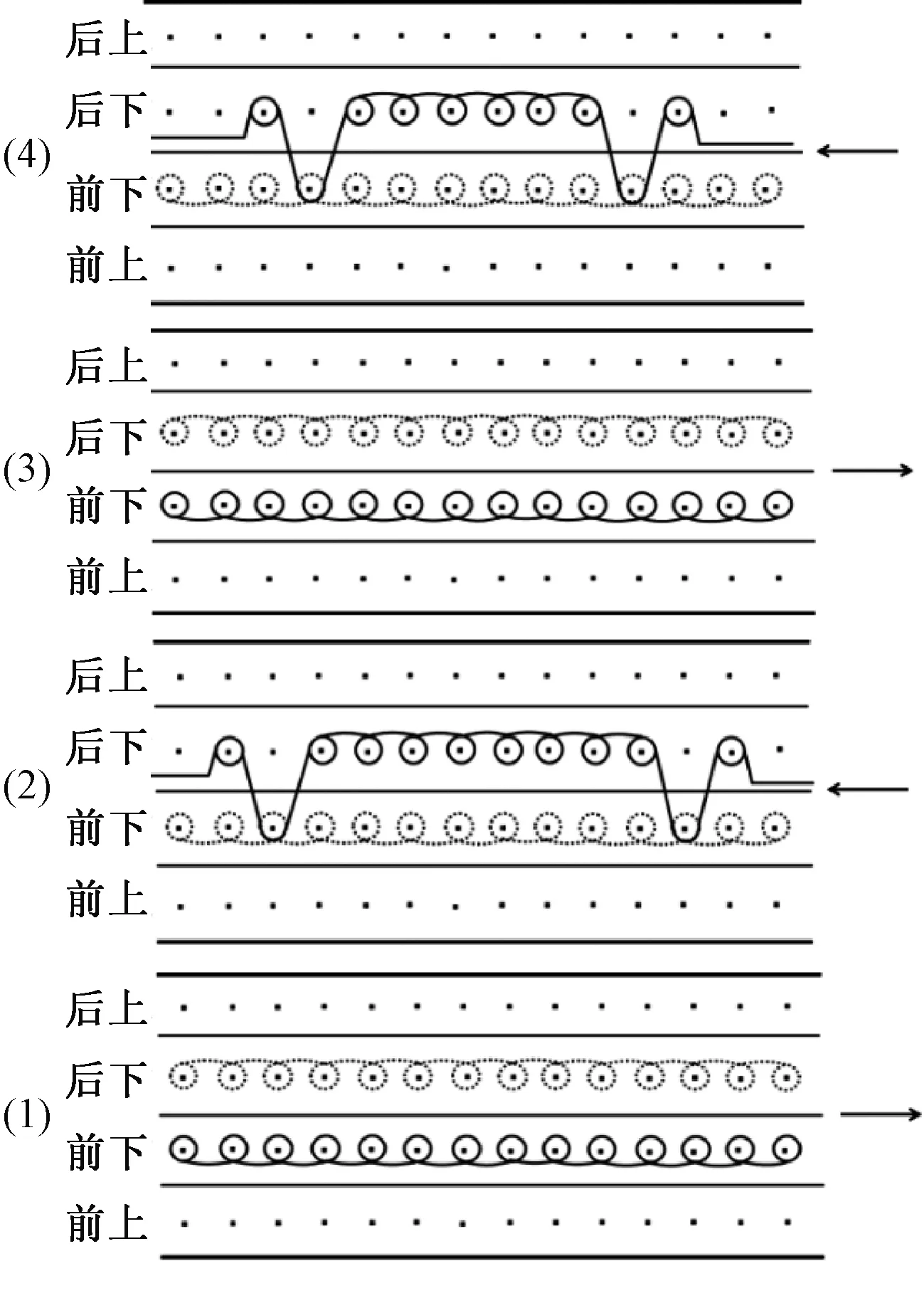
圖11 口袋及袖肘邊緣集圈編織工藝Fig.11 Pocket and sleeve elbow edge tuck knitting
4 雙層結構上下裝工藝設計與實現
4.1 罩衫+吊帶雙層結構
罩衫+吊帶雙層結構以單層罩衫結構作外層,單層吊帶結構作里層。編織時里層吊帶反面作正面編織,外層罩衫正面編織,里外層在下擺邊處一體相連,此雙層結構編織紗嘴配置圖如圖12所示。里外層服裝用線密度不同的2種紗線編織。其中里層吊帶采用主紗1編織,外層罩衫采用主紗2編織。
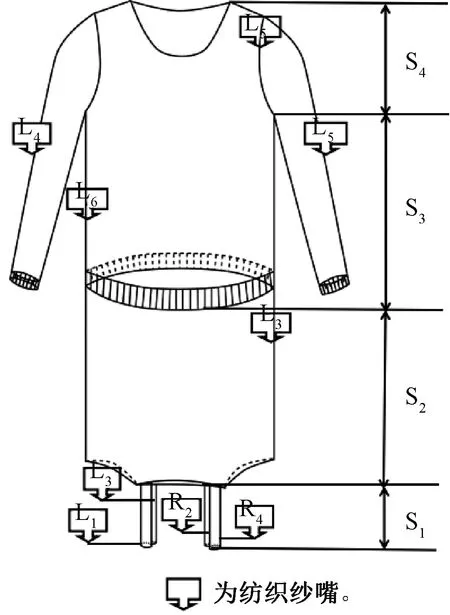
圖12 罩衫+吊帶雙層結構組合工藝模型Fig.12 Combined model of double-layer structure of blouse and suspender
S1段為吊帶肩帶編織區域。左邊前后肩帶各引入左邊紗嘴L1和L3編織平針組織,右邊前后肩帶各引入右邊紗嘴R2和R4編織平針組織,肩部編織完成后退出紗嘴L1、R2和R4。
S2段為吊帶圓筒編織的大身區域。用左邊紗嘴L3圓筒平針編織直至吊帶下擺邊結束,大身圓筒編織通過收放針實現寬度上的變化。
S3段為罩衫大身多筒編織區域。引入左邊紗嘴L4,L5,L6分別圓筒編織左袖、右袖和大身平針組織直至腋下身袖合并處,采用腋下平收拼角方式合并腋下部位。平收針也稱為拷針或套收[10]。
S4段為罩衫身袖合并后的圓筒編織區域。此時退出紗嘴L4和L5,用左邊紗嘴L6開始圓筒編織,袖窿弧線通過收針形成,領部通過C形編織形成,肩斜通過往返編織形成。
4.2 裙褲裝雙層結構
褲裙雙層結構以單層褲裝結構作里層,單層裙裝結構作外層。編織時里層褲裝正面編織,外層裙裝反面作正面編織,里外層在腰頭邊處一體相連,此雙層結構組合編織紗嘴配置圖如圖13所示。里層褲裝采用主紗1編織,外層裙裝采用主紗2編織。
圖13 裙褲裝雙層結構組合工藝模型Fig.13 Combined model of double-layer structure of pants and skirt
A1段為褲腿雙圓筒編織區域,引入左邊紗嘴L2和右邊紗嘴R4分別編織左右褲腿,編織至褲襠底部退出紗嘴R4。
A2段為剩下左邊紗嘴L2平針編織褲襠臀部區域,襠下通過拼角連接2個褲腿,并通過局部編織形成臀部曲線。
A3段為裙裝圓筒編織區域,引入右邊紗嘴R2編織,通過接片式降落傘形工藝編織成裙擺形狀。
5 結束語
本文在全成形單層結構特征基礎上,結合人體上身結構點特征,將2個單層原型展開轉化形成全成形雙層結構針織服裝原型。根據原型變化得出典型雙層結構服裝款式并分析其工藝模型,著重分析上裝類雙層結構工藝模型的里層結構模型、外層結構模型和連接處模型,將連接處模型分為XO型、X型、O型、H型4種。最后舉例分析常見全成形雙層結構上下裝款式,對應說明其編織實現方法。
此工藝模型說明了全成形雙層結構針織服裝編織的可行性,為后續開發雙層結構針織服裝提供工藝模型參考,對全成形針織服裝款式結構研究進行了拓展創新。
猜你喜歡
作文周刊·小學一年級版(2025年8期)2025-04-08 00:00:00
環球時報(2022-11-03)2022-11-03 05:18:49
少兒科學周刊·兒童版(2022年10期)2022-06-27 16:36:06
山東冶金(2019年6期)2020-01-06 07:45:54
少兒美術(快樂歷史地理)(2019年6期)2019-10-12 08:21:30
世界農藥(2019年2期)2019-07-13 05:55:12
Coco薇(2017年7期)2017-07-21 07:16:04
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
