基于Solidworks 的激光去溢料機固定架有限元分析★
2021-04-08 09:34:26周琦,孫移
機械管理開發 2021年2期
周 琦, 孫 移
(江陰職業技術學院機電工程系, 江蘇 江陰 214405)
引言
隨著計算機仿真技術在現代機械產品設計中的廣泛應用,采用有限元分析和仿真的方法,對其中關鍵零部件的結構和運動準確性進行驗證,可以較好地縮短產品研發周期,目前已成為一種較為普遍的現代機械產品設計手段。使用三維軟件完成零部件的結構造型設計,在此基礎上模擬零部件在設備運行中的運動和受力情況,分析零部件結構設計中可能存在的問題或缺陷,以及在確保設備穩定性和可靠性的前提下開展疲勞強度和模態分析,有助于提升設計方案的準確性,縮短設備的研發周期和成本。
激光切割作為激光加工技術中的一種重要應用技術,運用于集成電路芯片封裝生產中的管腳溢料去除,相較于傳統的模具沖裁和高壓水噴淋技術,具有溢料去除率高、去除工藝簡單和去溢料后芯片品質好等顯著特點。項目組研發的全自動激光去溢料機,針對集成電路發展的小型化、多排和超薄等特點,采用激光切割技術實現芯片管腳溢料的完全快速切割,使得芯片管腳的零溢料成為可能,大大提高了產品品質和生產效率。
1 零件的三維造型設計
考慮到物料抓取機械手的使用性能及產品的經濟性要求,在設計機械手中的固定架時,盡可能采用對稱結構以簡化機械手的零部件組成。因此,根據去溢料芯片的形狀特點和抓取過程以及機械爪快速移動對重量的要求,設計零件中間的兩對孔為該零件在機械手中的定位、固定孔,其兩側為移動絲杠螺母的安裝孔,用以保證機械爪的松緊。下端則開槽以減輕自重。在使用Solidworks 軟件進行固定架的三維造型時,只需簡單的拉伸、切除操作即可完成,設計完成的固定架零件結構如圖1 所示[1]。
圖1 固定架三維模型
2 固定架靜力分析
現代機械設計中對所設計的零部件采用虛擬樣機技術改進其結構布局,不僅可以保證物理樣機驗證中的準確性,而且縮短了產品研發周期,降低了研發成本。針對設計的固定架零件開展有限元分析,能夠提升產品設計的效率,具體過程如下:
1)材料屬性:選擇固定架零件的材料為AISI1020 鋼,其密度 ρ=7 900 kg/m3,彈性模量E=200 GPa,泊松比 μ=0.29,屈服強度 σs=352 MPa。
2)約束條件:固定架在物料抓取機械手中的作用是保證機械爪在抓取集成電路板時,有一個可靠的固定與支撐,設定固定架上與絲杠螺母連接的孔為約束位置。
3)施加載荷:固定架的運動比較簡單,即在絲杠螺母的帶動下作直線往復運動,因此作用力主要是由絲杠螺母產生的推力,設定其為210 N。
4)劃分網格:設定采用自由網格劃分形式,且允許網格自由過度,劃分后的模型單元數為65 232 個,自由度數為291 792,節點數為97 408。
通過以上四個步驟即可完成固定架零件的有限元模型構建,在此基礎上進行零件的靜應力分析計算,得到如下頁圖2 所示的應力、位移和應變圖[2-3]。
由下頁圖2-1 所示的應力圖可知,固定架在靜載荷作用下所產生的最大應力發生在其約束位置和中間凹槽兩端過渡位置,最大值為94.34 Pa;在圖2-1 中可以看出,中間凹槽的過渡位置發生應力集中現象的主要原因在于該處位置的直角和厚度過渡不均勻,對于此處的應力集中可通過增設圓角半徑來降低最大應力值。圖2-2 所示的固定架位移圖中,位移最大值發生的位置為固定架的兩端,其值為4.695×10-8mm,其次為固定架兩側約束的中間,其值為1.956×10-8mm,從圖示看出固定架的位移變形較大,但根據數值顯示對比激光去溢料機的工作精度,靜載荷作用下應力產生的位移可以忽略不計。圖2-3 所示的固定架應變圖中,固定架的最大應變也發生在約束位置,以及上下兩面凹槽底面,最大值為 2.098×10-10。

圖2 固定架應力、位移和應變圖
綜合上述分析,固定架在靜載荷作用下最易發生破壞的是兩端的約束孔,可通過改變固定架在物料抓取機構中的連接方式,如將孔擴大增加直線軸承等,其次是固定架上下兩面凹槽及其拐角位置,該處可通過增設過渡圓角,縮短上下端面凹槽的尺寸等方式,減少應力集中現象的產生。
3 固定架模態分析
針對固定架零件的模態分析,主要是驗證零件在物料抓取機械手進行集成電路芯片搬運過程中,因機構運動而產生的振動頻率對零件的影響情況。在SolidWorks 軟件的simulation 插件中新建模態分析算例,根據固定架零件在機械手工作時的狀態與需求,在其兩側的固定孔施加約束,再次對其進行模態分析計算,得到表2 所示的前5 階固有頻率,以及圖3 所示的振型圖[4-5]。
由表2 和圖3,固定架在物料抓取機構工作過程中產生振動破壞的頻率均在2 300 Hz 以上,需要注意設備工作中綜合振動頻率對零件的影響。固定架的第1 階振型產生的變形主要是零件中間彎曲而導致的兩端翹起,產生該現象的主要原因在于上下側凹槽尺寸過大而導致零件中間位置的強度降低;第2 階振型與前述一致,為防止這兩種變形的產生,在不改變上端凹槽尺寸的前提下可通過縮短下側凹槽的長度尺寸,使上下兩側凹槽的尖角距離變遠,以提升零件的強度和剛度。第3 階段振型則主要是零件兩端的彎曲,該階變形量較小,對零件的影響不大;第4、5 階振型則導致了固定架中間兩側的嚴重彎曲,該變形導致零件在機構過程中失效,必須避免該2 階固有頻率的發生。

表2 1-5 階固有頻率及振型

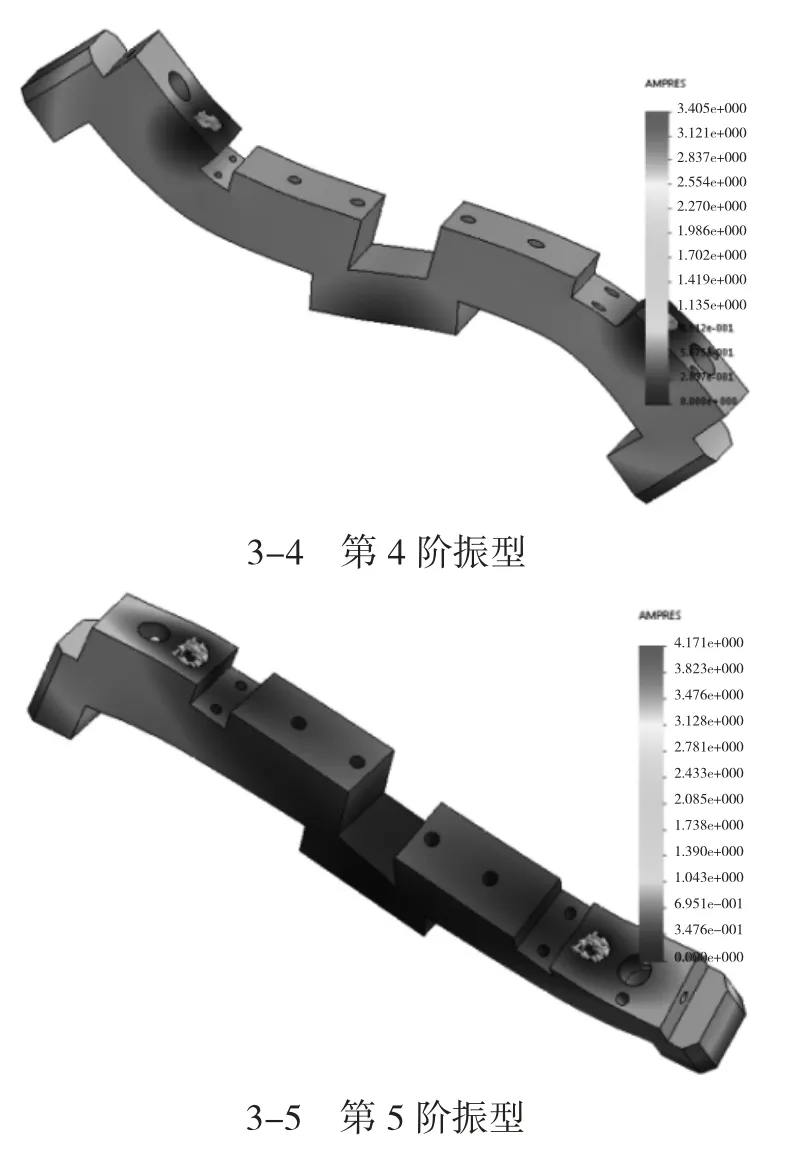
圖3 約束狀態下1-5 階振型
4 結論
1)針對激光去溢料機中的固定架零件開展了結構有限元分析,得到了其靜應力狀態下的應力應變值,發現零件應力最大值可能發生的位置,并捉到相應二成應力集中的改進措施,通過模態分析,預測零件發生振動破壞的趨勢及程度,同時發現零件發生振動破壞的頻率達到正常頻率,該零件在溢料機工作時發生振動破壞的可能性較小。
2)針對激光去溢料機中關鍵零件的有限元分析與優化,為后續整機虛擬樣機的研究提供了有效的理論參考,該方法不僅提高了機械零件設計的準確性和可靠性,而且同樣適用于設備中其他零件的設計分析。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00
機械工程師(2015年10期)2015-02-02 01:14:03
計算物理(2014年2期)2014-03-11 17:01:39
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
船海工程(2013年6期)2013-03-11 18:57:27
