RH 真空精煉對鋼中氮含量的影響
2021-04-14 09:38:44張振申趙興通賀瑞飛
河南冶金 2021年6期
張振申 趙興通 賀瑞飛
(安陽鋼鐵股份有限公司)
0 前言
氮元素對鋼材的影響是一把雙刃劍。對于低氮鋼而言,鋼中氮元素的存在會對鋼的性能造成不利影響,不但會降低鋼的高溫塑性和韌性[1],還會與氫綜合作用使鎮靜鋼產生結疤和皮下氣泡,增加鋼材在軋制后出現皮下裂紋的幾率[2],因此在生產低氮鋼時要盡可能降低鋼中的氮含量。對于控氮鋼而言,鋼中的氮元素與鋁、鈦、釩等作用形成的AlN、TiN、VN 等均勻彌散分布的氮化物可細化晶粒,從而提高鋼的強度和韌性,且能有效提升鋼的焊接性能[3-5]。控氮鋼生產時通常在LF 精煉工序添加氮化合金(如氮化釩、氮化鉻鐵、氮化錳鐵等)來實現增氮的效果,但是對于需要過RH 精煉的鋼種,提前加入氮化合金增加的氮含量會在真空階段大量脫除,增加成本,在RH 精煉結束后加入的話,則會造成鋼中氮含量控制工藝波動較大,不易控制。在正常精煉工藝結束后,不直接破空,而是關閉1~3 級真空泵,利用純凈且廉價的氮氣帶動鋼液進行環流,以此達到增氮的目的(以下簡稱環流增氮),此工藝對于控氮鋼生產而言,如何將鋼中的氮含量控制在較窄的合理范圍內是生產過程中的難點和要點。筆者以控氮鋼為研究對象,探究RH 真空精煉過程中脫氮與增氮的變化規律,從而為控氮鋼生產提供一種合理的氮含量控制方法。
1 生產工藝與試驗方法
控氮鋼的生產工藝流程如圖1 所示,經鐵水預處理和150 t 轉爐冶煉后,采用正常合金化工藝,LF 精煉過程采用N2進行底吹,增加鋼中的氮含量,經RH 真空脫氣處理后進行環流增氮工藝,以此達到低成本穩定控制鋼中氮含量的目的。
試驗方法:控氮鋼的RH 精煉周期為40 min左右,RH 過程控氮的工藝流程如圖2 所示,抽真空開始4~6 min 達到67 Pa 的真空度要求,高真空循環脫氣處理25~30 min 后,關閉1~3 級真空泵,使真空度保持在5 000~5 500 Pa,同時取樣檢測鋼液中的氮含量,并預估成分反饋時鋼中的剩余氮含量,在環流增氮過程中取樣進行檢測,根據過程檢測數據不斷修正環流氮氣增氮時間,氮含量達到目標之后處理結束。

圖2 RH 過程控氮的工藝流程
2 鋼液氮含量控制的影響因素
在煉鋼生產過程中,如何實現鋼液中氮的可控增加與逸散是一大難點;當鋼液氮含量達到一定水平后,即使讓鋼液裸露在空氣中也難以增氮,進行真空處理也難以脫氮,造成這一現象的主要原因有:
(1)因原子體積相對較大,氮在鋼液中的擴散速度較慢,對鋼中氮的吸入及脫除造成不利影響。
(2)氮在鋼液中的遷移過程需要穿透由表面活性物質[O]、[S]等組成的表面活性物質層,這些表面活性物質層通常存在于氣-液交界面或是渣-鋼交界面,通過上述交界面所需的能量較大,導致鋼液未進行脫氧時氮的吸入和脫除較為困難,這也是生產過程中采用轉爐裸露出鋼方法增氮不明顯的原因。
(3)在真空處理過程中,鋼液中游離態的氮在蒸氣壓的驅動下從鋼液中脫除,但氮與其他還原劑結合生成的氮化物通常在真空度達到10 Pa 以下才會分解,而VD/RH 真空處理工序的極限真空度難以達到這一標準,導致氮與其他還原劑結合生成的化合態的氮難以從鋼液中脫除。
3 RH 真空精煉控氮工藝試驗
對于控氮鋼而言,通過RH 工序進行控氮的難點在于鋼中的[N]測定流程分為鋼液取樣→試樣冷卻→試樣發送→試樣接收→試樣制備→試樣化驗→試樣成分反饋7 個步驟,整個測定流程耗費時間約為7~9 min,而此時鋼液仍在進行真空處理,鋼中的氮仍在不斷逸出,這就需要根據取樣的成分含量和反饋時間進一步評估鋼液中剩余的氮含量,以此反復最終確定環流增氮的時間,才能保障氮氣環流結束后鋼液氮含量準確命中目標范圍。
真空保持時間達到鋼種要求后,關閉1~3 級真空泵,使RH 真空壓力至5 000~5 500 Pa,采用120 m3/h 的氮氣做為鋼液環流提升氣體,整個環流增氮過程進行取樣,檢測鋼中的氮含量,以此探究真空階段脫氮總量和脫氮速率。
試驗鋼RH 工序具體過程數據見表1,根據RH 工序過程數據計算所得相關數據見表2。抽真空開始至高真空循環脫氣結束的處理時間平均為33.77 min,平均脫氮量為0.004 7%,真空脫氮速率為0.000 14%/min;關閉1~3 級泵后將RH 真空度保持在5 000~5 500 Pa,采用120 m3/h 的氮氣流量進行鋼液環流增氮,鋼液平均增氮量為0.002 1%,環流增氮處理時間平均為3.3 min,環流增氮平均增氮速率為0.000 7%/min;連鑄澆鑄過程平均增氮量0.000 8%。
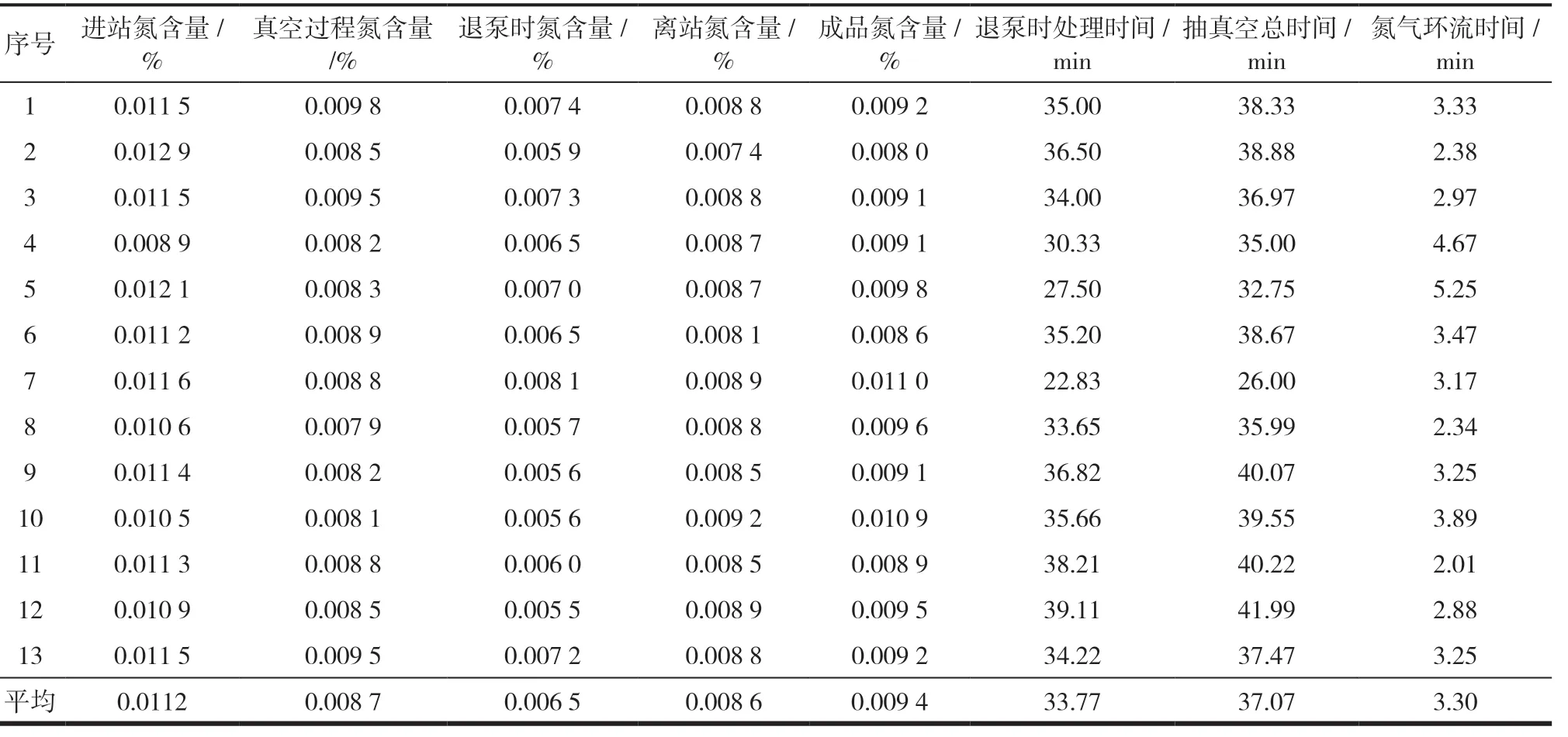
表1 試驗鋼RH 工序過程數據
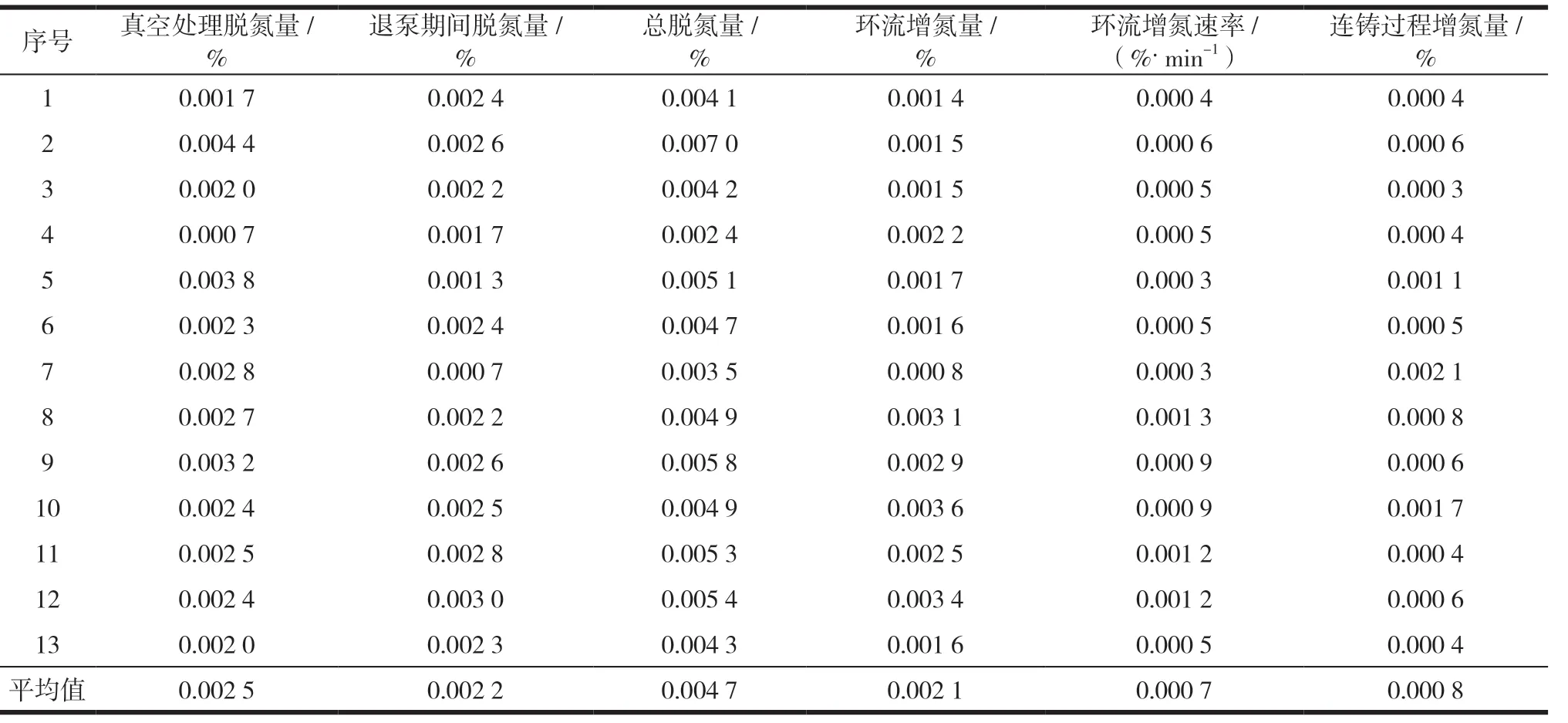
表2 RH 工序過程數據計算所得相關數據
4 控氮工藝實施效果
根據試驗結果可知,影響控氮鋼氮含量控制的主要因素為初始氮含量、真空脫氮量、環流增氮速率和環流時間等。高真空循環脫氣結束后關閉1~3級泵時的氮含量根據進站氮含量和0.000 14 %/min 的真空脫氮速率進行估算,采用120 m3/h 的氮氣流量進行鋼液環流增氮,環流增氮過程的增氮速率按0.000 7%/min 進行計算,根據取樣檢測的實際氮含量修正環流增氮的時間,同時考慮連鑄過程增氮0.000 4%~0.001 7%(平均增氮量0.000 8%),達到精確控制鋼中氮含量的目的。通過RH 精煉工藝過程參數控制實現了控氮鋼的批量生產,控氮鋼成品氮含量控制情況如圖3 所示,RH 工序氮含量按中下限進行控制,平均氮含量為0.009 3 %,符合內控標準要求的控氮鋼比例為98.4%,氮含量控制效果較好,實現了控氮鋼氮含量的穩定控制。
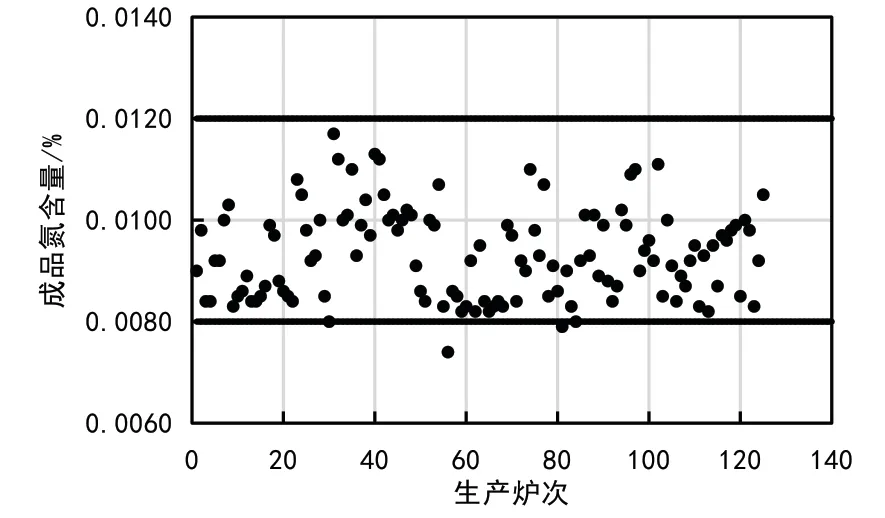
圖3 控氮鋼成品氮含量控制情況
5 結論
RH 精煉時,在4~6 min 內將真空度抽至67 Pa,真空保持25~30 min 后關閉1~3 級真空泵,使真空度保持在5 000~5 500 Pa,采用120 m3/h 的氮氣流量進行環流增氮。
高真空循環脫氣階段的真空脫氮速率為0.000 14 %/min,采用120 m3/h 的氮氣流量進行鋼液環流增氮,環流增氮過程的增氮速率為0.000 7 %/min,連鑄過程平均增氮量為0.000 8%。
隨著控氮鋼RH 精煉工藝參數的不斷優化,內控0.008 0%~0.012 0%的要求范圍內,控氮鋼的成分合格率達98.4%,實現了控氮鋼氮含量的穩定控制。