不銹鋼帶材脫脂線復(fù)絲刷輥的研究
2021-04-14 05:45:22王向宇
中國設(shè)備工程 2021年7期
王向宇
(山西太鋼不銹鋼精密帶鋼有限公司,山西 太原 030006)
1 概述
不銹鋼帶材在冷軋過程中,出于工藝上的需要,通常使用軋制油作為潤滑劑,潤滑劑在經(jīng)過刮油輥除油后會(huì)在帶鋼表面留下一層油膜,這層油膜在經(jīng)過光亮退火爐進(jìn)行退火時(shí),因加熱分解會(huì)出現(xiàn)滲碳的現(xiàn)象,影響帶鋼的退火性能和表面處理效果。同時(shí),油膜被分解后會(huì)對(duì)退火氣氛造成較大的影響,爐內(nèi)氫氣的露點(diǎn)和氧含量會(huì)升高,造成帶鋼退火后氧化。因此帶鋼在進(jìn)行退火前需進(jìn)行脫脂處理,脫脂處理主要工序包括堿液噴淋、電解、脫脂刷洗、清水漂洗等。
2 脫脂原理
2.1 化學(xué)脫脂
利用堿液脫脂劑的皂化作用和乳化作用,通過潤濕、滲透、卷離、分散和增溶的方式,破壞帶鋼表面油膜,去除油脂。
2.2 物理脫脂
主要針對(duì)鋼帶表面殘留鐵錫磷等金屬屑和殘留的油脂,利用高速旋轉(zhuǎn)的刷輥對(duì)帶鋼表面進(jìn)行刷洗,同時(shí)在刷洗部位噴淋堿液,潤滑刷洗表面,同時(shí)沖洗掉刷洗下來的表面油泥狀污染物。帶鋼表面油膜在經(jīng)過前述堿液噴淋和浸泡工序后已經(jīng)軟化,且部分脫離,在經(jīng)過刷洗工序時(shí),油膜被徹底破除,同時(shí),帶鋼微觀表面內(nèi)部殘留的金屬屑也能夠被有效清除。
3 單絲刷毛與復(fù)絲刷毛優(yōu)缺點(diǎn)分析
單絲刷毛一般為尼龍材質(zhì),刷絲直徑在0.3~0.5mm。此直徑的刷絲在應(yīng)對(duì)較光滑的不銹鋼表面的刷洗時(shí),有良好的效果,但較高粗糙度的不銹鋼在微觀表面內(nèi)部容易殘留軋制產(chǎn)生的金屬屑,尤其是高磁性不銹鋼很容易吸附這種金屬屑,而單絲刷毛因刷絲較粗,很難清洗掉溝壑內(nèi)部碎屑,刷洗效果較差。
單絲刷毛在降低刷絲直徑后,刷毛自身的支撐力較差,同樣刷洗力下壓下量較大,清洗效果不好,刷毛端部容易被磨斷,使用壽命低。增加刷毛直徑可以獲得很好的支撐力,能夠保持刷絲端面對(duì)帶鋼的刷洗效果,但是大直徑的刷毛會(huì)對(duì)精密不銹鋼表面造成輕微的劃傷。
復(fù)絲刷毛直徑為1.2~1.5mm,由4000根以上直徑為0.02mm的單絲刷毛集合而成,在刷毛主體材料圓周面上,將公定含水率為聚酰胺纖維3倍以上的特種纖維以螺旋狀纏繞設(shè)置,并使用特種樹脂進(jìn)行固化,以提升刷毛主體支撐強(qiáng)度。在復(fù)絲的末端,分支成無數(shù)個(gè)單絲,常規(guī)狀態(tài)下,復(fù)絲為集合狀態(tài),在刷毛端部受力并處于水的環(huán)境下,復(fù)絲散開。復(fù)絲刷毛為集合型式,強(qiáng)度高,支撐力好,較高的刷洗支撐力為端部提供了良好的研磨能力,刷毛的尖部能夠最大限度發(fā)揮刷洗力,保證刷洗效果。復(fù)絲刷毛對(duì)各種粗糙度表面都有十分良好的適應(yīng)性,能夠?qū)羡謨?nèi)的油脂清洗的比較徹底,很好的提升刷洗效果,如圖1。
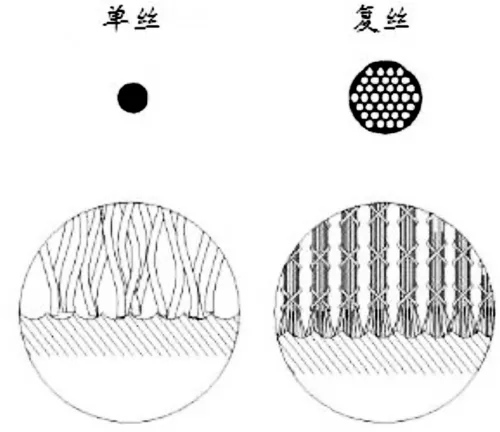
圖1 復(fù)絲刷毛的刷洗效果
一般情況下,精密不銹鋼表面粗糙度在Ra0.13~0.16左右,這種光滑的表面溝壑小,單絲刷毛很容易清洗。而部分特殊品種的精密不銹鋼粗糙度在Ra0.19~0.21左右,表面粗糙度提升以后,0.3~0.5mm直徑的單絲刷毛,對(duì)鋼帶深層清洗效果較差,溝壑內(nèi)的臟物和油脂很難清洗干凈。
4 復(fù)絲刷輥設(shè)備功能參數(shù)與刷洗工藝
4.1 刷毛密度
刷輥密度指單位面積內(nèi)自然狀態(tài)下刷毛的數(shù)量與完全壓緊狀態(tài)下刷毛數(shù)量的比值,一般用專業(yè)儀器來測(cè)量。刷毛密度的增加可以提高單位時(shí)間內(nèi)帶鋼表面的刷洗量,脫脂效果與刷毛密度成正相關(guān)關(guān)系。單絲刷毛密度能夠達(dá)到65%~75%,復(fù)絲刷毛因直徑較大,密度一般能夠達(dá)到60%左右。實(shí)際應(yīng)用中,為保證刷洗效果,刷毛密度應(yīng)至少達(dá)到50%。
4.2 刷輥轉(zhuǎn)速
刷輥的轉(zhuǎn)速應(yīng)控制在合理區(qū)間內(nèi),轉(zhuǎn)速低于900rpm以下,清洗效果會(huì)明顯下降,帶鋼表層深處的金屬屑很難徹底清除。一般情況下如果轉(zhuǎn)速達(dá)到900~1200rpm,帶鋼運(yùn)行速度(生產(chǎn)速度)可以達(dá)到60~100m/min,而轉(zhuǎn)速在500~700rpm左右時(shí),帶鋼運(yùn)行速度要維持在35~45m/min之間,才能保證良好的脫脂效果。有研究表明,轉(zhuǎn)速增加10%,刷洗后帶鋼表面清潔度可以增加5%~6%。
4.3 脫脂液潤滑
在刷洗過程中,應(yīng)在刷輥的工作部位即帶鋼表面噴射高壓脫脂液,脫脂液除起到脫脂作用外,還起到刷洗的潤滑和冷卻作用。否則高速旋轉(zhuǎn)的刷輥會(huì)對(duì)帶鋼表面造成嚴(yán)重的劃傷,同時(shí),干摩擦?xí)?dǎo)致刷毛溫度升高,端部熔化。如圖2。

圖2 潤滑不良導(dǎo)致的刷毛端部熔化
脫脂液的噴淋一般以扇形噴嘴進(jìn)行噴射,對(duì)于精密不銹鋼的刷洗,一般情況下,每隔200~250mm應(yīng)布置一個(gè)噴嘴,噴嘴的噴射角度需在95°~115°,同時(shí),噴嘴的噴射扇形面應(yīng)錯(cuò)開位置,防止噴射的堿液互相干涉,影響噴淋壓力和潤滑效果。噴嘴間隔大于250mm時(shí),應(yīng)通過增加噴嘴流量和噴射角度,來使得噴射扇形面之間有50%以上的重合度,這樣才能保證良好的潤滑效果。噴嘴的噴射方向應(yīng)沿著刷輥刷洗部位的切向方向噴入,一般噴射角度控制在25°左右最為合理。
同時(shí),噴射速度和噴射流量應(yīng)盡可能加大,一是保證良好的刷洗效果,大量的堿液能夠?qū)⑺⑾聪聛淼挠湍辔廴疚锖徒饘傩技皶r(shí)帶走,二是大流量的堿液能夠起到良好的潤滑和冷卻作用,以900rpm刷輥轉(zhuǎn)速、60m/min帶鋼運(yùn)行速度為例,應(yīng)至少保證每100mm刷面有5L/min的堿液噴射流量。
4.4 脫脂液溫度
溫度低于65℃,堿液活性較差,且易高濃度下易結(jié)晶。溫度超過80℃,堿液活性也會(huì)降低,并且維持高溫的運(yùn)行成本會(huì)急劇增加。以Henkel P3 T7221,3%溶液為例,它發(fā)揮最好活性的溫度范圍為70~80℃。
4.5 刷輥壓下量
刷輥壓下量一般保持在2~3mm左右,這樣的壓下量可以保證刷毛略有傾斜,但刷毛本體仍保持良好的支撐力。如果壓下量過小,刷洗效果差,壓下量過大,刷毛頂部變形嚴(yán)重,容易被折斷或者磨斷,使用壽命降低。
刷輥的壓下量控制一般采用恒定壓下力控制模式,通過刷輥控制電機(jī)的電流反饋值來進(jìn)行閉環(huán)控制。以400mm直徑刷輥、5kW控制電機(jī)為例,刷輥壓下量與傳動(dòng)電機(jī)電流成正比關(guān)系,每增加0.7mm壓下量,電流增加1A。由此可見,壓下量與電流有著很好的線性關(guān)系,因此實(shí)際生產(chǎn)中通過傳動(dòng)電機(jī)的電流反饋值能夠精準(zhǔn)的控制刷輥的壓下量。
4.6 刷輥直徑和刷毛長度
刷毛長度宜控制在40~55mm,超過55mm長度的刷毛根部的支撐力非常差,且刷輥刷毛的安裝為向外輻射型式,這就導(dǎo)致刷毛如果太長,會(huì)降低刷毛端部的密度,從而影響刷洗效果。刷輥的直徑宜大于400mm,一是減少刷輥的磨損,提升使用壽命,同時(shí),大直徑尺寸的刷輥可以保證同等壓下量狀態(tài)下,刷輥與帶鋼表面有更大的接觸面積。在使用過程中,刷毛長度會(huì)因磨損逐漸減小,但刷輥直徑應(yīng)保持在300mm以上,低于300mm應(yīng)及時(shí)更換刷輥。
5 結(jié)語
(1)單絲刷毛直徑過小,根部支撐力不夠,無法起到良好的刷洗效果;直徑過大,會(huì)造成帶鋼表面的劃傷,且?guī)т撐⒂^表面凹槽內(nèi)的金屬屑無法徹底清洗。復(fù)絲刷毛能夠克服這兩種缺點(diǎn),對(duì)不銹鋼帶材的脫脂刷洗有良好的效果。
(2)刷輥轉(zhuǎn)速、壓下量、堿液噴射角度和流量、刷毛長度和刷輥直徑等設(shè)備和工藝參數(shù)對(duì)復(fù)絲刷毛的刷洗效果有明顯的影響。
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
山東冶金(2019年1期)2019-03-30 01:35:32
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
中華詩詞(2018年11期)2018-03-26 06:41:34
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
Coco薇(2016年8期)2016-10-09 02:11:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00