異種合金慣性摩擦焊的研究現狀
2021-04-15 08:34:48劉瑩瑩李潔潔田萬濤吳方林譚千輝
焊接 2021年1期
劉瑩瑩,李潔潔,田萬濤,吳方林,譚千輝
(1.西安建筑科技大學,西安 710055;2.鐵科院工程咨詢有限公司,北京 100081;3.山西風雷鉆具有限公司,山西 侯馬 043013)
0 前言
隨著航空航天等科學技術的發展,對新材料、新工藝等方面提出了更為苛刻的要求。采用異種合金構件可以充分發揮兩種材料各自的性能優勢且成本較低,因此在航空航天、汽車制造等行業中得到了廣泛應用。目前,異種金屬的焊接方法主要有熔焊和固相焊,其中慣性摩擦焊(Inertia friction welding,IFW)是固相焊接的一種,與熔焊相比可有效避免由于金屬熔化和凝固所產生的組織偏析、氣孔及裂紋等缺陷,適合焊接性能差異較大的異種材料[1],在汽車、石油化工、船舶、航空航天等領域具有廣泛的應用前景,尤其在航空發動機壓氣機轉子及渦輪等發熱部件的制造中具有獨特的優勢[2]。
目前,對鋼、鋁合金、鈦合金、高溫合金等同質材料慣性摩擦焊接頭的組織性能研究較多,但對異種合金慣性摩擦焊的研究相對較少。文中對鋼、鋁合金、鈦合金、高溫合金等異種合金之間的慣性摩擦焊接頭的組織性能等方面進行了綜述,提出了異種合金慣性摩擦焊存在的主要問題及后續研究工作的重點,并對其發展前景進行了展望。
1 鋼與其他合金
鋼具有強度高、塑性好等優點,常用于橋梁、建筑方面等領域。目前采用異種鋼、鋼/銅合金等制成的異種合金結構件常用于核電設備、軌道交通和航空航天等領域。
1.1 異種鋼
吳瑋等人[3]對304不銹鋼與42CrMo鋼進行了慣性摩擦焊,焊接過程如圖1所示[3],可以看出焊縫無明顯氣孔、裂紋等缺陷,焊接界面呈圓弧狀,飛邊左右對稱,且42CrMo側飛邊較304不銹鋼側大;焊接界面發生了元素擴散,有少量碳化物生成;焊縫組織為細小的等軸晶粒,其強度和硬度均高于母材,且抗拉強度最大為687.55 MPa,均在304不銹鋼母材處發生韌性斷裂。
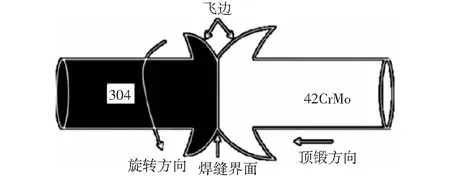
圖1 304不銹鋼/42CrMo鋼慣性摩擦焊焊接過程
在慣性摩擦焊接時旋轉速度決定了焊接的能量輸入,決定了接頭的成形好壞。秦國梁等人[4]在45鋼/37CrMnMo的慣性摩擦焊研究中,指出旋轉速度為520 r/min和560 r/min時,接頭成形較好,飛邊呈圓弧狀卷曲且分布均勻;利用分層能量估計法,推導出最佳旋轉速度為548 r/min。Xu等人[5]指出1045碳鋼/30CrMnSiNi2A慣性摩擦焊接接頭的拉伸強度和斷后伸長率隨著旋轉速度的增加呈先增后降趨勢:當旋轉速度為2 200 r/min時,接頭強度和塑性較高,這是因為熱輸入較高導致焊接界面發生了板條馬氏體、貝氏體、超細鐵素體和滲碳體的相變,使得焊縫的強度和韌性得到提高;而當旋轉速度為1 000 r/min時,在焊縫處發生斷裂,這主要與熱輸入較低及焊接界面存在夾雜物等有關。
1.2 鋼/銅合金
Wang等人[6-9]在35CrMnSi/T3Cu慣性徑向摩擦焊的研究中指出,在焊接界面處發生了Fe和Cu元素的擴散且產生了少量的FeCu4和Cu9Si金屬間化合物。當飛輪旋轉速度為3 000 r/min時,焊接界面形成了明顯的波浪狀“咬合”,金屬間化合物的含量降低,接頭性能良好。Mumin等人[10]提出AISI 304/Cu慣性摩擦焊接接頭的抗拉強度隨摩擦時間和摩擦壓力的增加而增加;當摩擦時間為8.5 s,壓力為75 MPa時,接頭的性能最佳。Kurt等人[11]研究了壓力和時間對AISI 1010/ASTMB 22鋁青銅慣性摩擦焊的影響,結果表明接頭硬度隨著壓力的增大不斷增大,而隨頂鍛壓力、時間的增加不斷降低;焊接過程中,在銅側發生了塑性變形,這主要與鋁青銅的屈服強度低和熱傳導率高有關。
2 鋁合金與其他合金的連接
鋁及鋁合金具有質量輕、強度高等特點,主要應用于航空、航天、電工、電子技術等領域。隨著科學技術和工業經濟的快速發展,對鋁合金/不銹鋼、異種鋁合金之間、鋁合金/鎂合金等異種合金連接件的需求日益增多,尤其在航空航天、汽車、冶金等工業領域中具有廣泛的應用前景。
2.1 鋁合金/不銹鋼
在鋁合金/不銹鋼慣性摩擦焊時,焊接界面均發生了元素擴散,產生了少量的以FeAl,FeAl3,Fe2Al5為主的金屬間化合物[12-17],而焊接工藝參數的選取、端面的設計等均影響了焊接接頭金屬間化合物的生成。Taban等人[13-15]分別對6061-T6/AISI 1018鋼、2A14/0Cr18Ni9Ti鋁合金進行了慣性摩擦焊,通過優化焊接參數,可有效控制金屬間化合物層的厚度,得到強度與鋁母材相當、質量較好的接頭。王世路[15]還指出旋轉速度為1 100 r/min,摩擦壓力為180 MPa時,接頭強度可以達到鋁合金母材的75%,為321.5 MPa。范如源等人[16]通過添加中間過渡層的方法,實現了F6鋁合金和HR-2抗氫鋼的有效連接,并且指出金屬間化合物的厚度在高旋轉速度和短時間時可得到有效控制。Ashfaq等人[17]對AISI304不銹鋼端面進行無錐度、外錐度和內錐度的設計如圖2所示[17]。結果表明,當采用外錐度為15°時,AA6061鋁合金的燒損量最低,接頭強度最高,這是因為該端面增加了兩種材料的接觸面積,使得鋁合金可以更好地流動,有助于焊接界面中雜質和金屬間化合物等有害物質更好地被擠出,從而改善了接頭的性能,得到了質量優良的接頭。
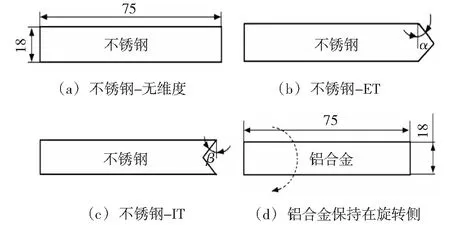
圖2 基材棒設計示意圖
2.2 鋁合金與其他合金
吳瑋等人[18]研究了焊接參數對7A04/6061異種鋁合金慣性摩擦焊的影響。結果表明,當摩擦旋轉速度3 100 r/min,頂鍛旋轉速度2 000 r/min,摩擦壓力2 MPa,頂鍛壓力2.5 MPa時,接頭組織為細小的等軸晶,其焊縫的硬度最高,抗拉強度與6061母材相當。Lu等人[19]研究了旋轉速度對7005/5083異種鋁合金慣性摩擦焊接接頭強度的影響,指出接頭抗拉強度隨旋轉速度的增加而增加,當旋轉速度為3 000 r/min時,強度可達5083鋁合金母材的88%。Kimura等人[20-21]研究了7A04/AZ31鎂合金的慣性摩擦焊,均觀察到焊接界面產生了少量的以Mg17Al12和Mg2Al3為主的金屬間化合物。文獻[21]以鋅合金為中間層,實現了鋁和鎂合金的有效結合,金屬間化合物層的厚度隨摩擦壓力的增加而減少,而抗拉強度不斷增大,且在摩擦壓力為124 MPa時最大,為96 MPa。
袁毅[22]研究了旋轉速度和壓力對7A04/T2紫銅環的影響,結果表明,當旋轉速度為4 100 r/min,頂鍛旋轉速度為2 000 r/min,頂鍛壓力和摩擦壓力分別為8.0 MPa和4.0 MPa時,焊接界面產生塑性變形層、動態再結晶、元素擴散互溶,實現了冶金結合,形成了質量穩定的接頭。Lee等人[23]指出Al/Cu慣性摩擦焊接頭金屬間化合物的厚度隨退火時間和溫度的增加而增加,而抗拉強度不斷減小;當參數選擇合適時,金屬間化合物的厚度得到了較好地控制,接頭的質量得到改善。
3 鈦合金與其他合金的連接
鈦及鈦合金具有強度高、耐蝕性能優異、焊接性良好等優點,主要應用于船舶、航空航天、核能、石油化工等領域。目前,異種鈦合金、鈦合金/低碳鋼、鈦合金/鎂合金等結構件被廣泛應用于船舶、載人深潛、化學化工、海洋工程、航空航天等領域。
3.1 異種鈦合金
王欽偉等人[24]研究了TC4/TC11慣性摩擦焊接頭組織性能。結果表明,在焊接過程中,焊縫組織發生了明顯細化,出現亞晶粒和一定量的再結晶晶粒,而熱影響區組織其母材相似,但晶粒尺寸略大于母材。賀建超等人[25]研究了焊態和熱處理對TC17/Ti600鈦合金慣性摩擦焊接接頭組織的影響如圖3所示,結果表明在焊態下,TC17側晶界及α相發生扭曲變形,且β晶粒發生動態再結晶形成了細小的等軸晶,而熱處理后組織為細小的層片狀α相;Ti600側發生了再結晶形成細小的由片層狀α相和β亞穩態相組成的等軸晶粒,經熱處理后組織為針狀α相,且α相長大;接頭的硬度最高且強度與Ti600母材相當。
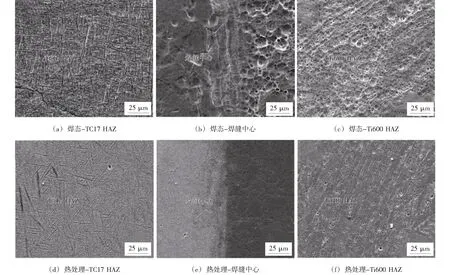
圖3 焊態/熱處理后Ti600/TC17鈦合金慣性摩擦焊接頭顯微組織
趙張龍等人[26]通過慣性摩擦焊與等溫變形相結合的方法制備出IMI834/Ti6246雙鈦合金縮比盤。結果表明,經慣性摩擦焊后焊縫組織細小,但兩側熱影響區組織粗大,這是因為雙合金縮比盤內部存在缺陷,導致其熱影響區組織粗大;而通過等溫變形處理后可有效消除焊后缺陷,明顯改變兩側熱影響區的組織,得到的焊縫組織更加細小且均勻。
3.2 鈦合金/鋼
Li等人[27]研究了熱處理對TC4/316L不銹鋼慣性摩擦焊接接頭組織性能的影響。TC4鈦合金側發生了足夠變形,界面為凸形,且產生了較大的飛邊,而316L不銹鋼側為凹形,這主要是因為TC4鈦合金中心位置的溫度較低,而在邊緣位置的溫度較高,形成了凸形界面,而316L不銹鋼剛好相反;焊縫的硬度高于母材;焊態下接頭的拉伸強度僅為117 MPa,而通過熱處理后接頭強度達到419 MPa。然而,由于金屬內部存在的缺陷在機加工后變成表面裂紋,從而引起了應力集中,降低了試樣的強度,即使通過焊后熱處理強度仍相對較弱,且在界面處產生TiC,Cr23C6,FeTi,Fe2Ti等脆性相,接頭發生脆性沿晶斷裂。
Kimura等人[28]研究了焊接工藝參數對低碳鋼/Ti-6Al-4V慣性摩擦焊接接頭的連接情況,得知采用較高的鍛造壓力可實現焊接界面的完全連接,較高的摩擦壓力和適當的摩擦時間可以防止金屬化合物層的產生。Kumar等人[29-30]均采用中間過渡層的方法,研究了TC4/304L不銹鋼慣性摩擦焊工藝。文獻[29]以純銅為中間層可以明顯改善鈦/鋼接頭的脆性,拉伸強度最大可達370 MPa。文獻[30]通過對304L不銹鋼表面電鍍一層純Ni層,從而提高接頭的拉伸強度,但會在焊接界面產生TiNi低脆性相,導致接頭在鈦/鎳界面發生脆性斷裂,所以需要更近一步地探索和研究。
3.3 鈦合金與其他合金
文恒玉等人[31-32]研究了摩擦壓力對ZK60鎂合金/純鈦慣性摩擦焊接接頭的影響,得知在焊接過程中焊接界面發生了Mg,Zr和Zn元素的遷移,形成了一層薄的TiZn16,Mg0.91Zn0.03和MgZn2等金屬間化合物反應層,對焊接界面有一定的影響;隨摩擦壓力的增加,接頭的硬度呈先增后降趨勢,但均高于母材,而抗拉強度不斷增大,且在摩擦壓力為60 MPa時達到最大,為鎂合金母材的58%。當焊接參數選取合適時,可有效降低其金屬化合物的厚度,從而改善接頭的性能。傅莉等人[33]研究了外加電磁場對TC4/LD10鋁合金慣性摩擦焊接接頭組織性能的影響,結果表明外加電磁場促進了焊接界面的元素的擴散,提高了接頭的拉伸強度。
4 高溫合金與其他合金的連接
高溫合金是制造航空發動機、燃氣輪機的關鍵材料,主要以鎳基高溫合金為主,廣泛應用于航空、航天、動力和石油化工等行業中。為滿足復雜的工況條件和節約成本的要求,常采用焊接技術將鎳基高溫合金與其它金屬(合金鋼、新型高溫合金等)連接起來,用于制造高推比航空發動機渦輪盤等熱端部件。
4.1 K418鎳基高溫合金/合金鋼
目前,對K418鎳基高溫合金與42CrMo合金鋼的慣性摩擦焊的相關研究表明,均可得到強度與母材相當、質量良好的焊接接頭[34-38]。其中,杜隨更等人[34]在焊接界面處C元素從K418側向42CrMo側發生偏移且與其他元素結合形成碳化物,從而降低了接頭的性能,可通過改善界面的溫度來控制碳化物的生成。陳大軍等人[35]在二級壓力作用下,縮短了焊接時間,元素擴散受到限制、碳化物減少,得到的接頭強度均大于750 MPa,接頭性能良好。丁煜瀚等人[36-37]指出由于初始動能的增加,界面溫度升高,C元素從42CrMo向K418側擴散,實現了良好的冶金結合和機械咬合,抗拉強度呈先增后降的趨勢;當初始飛輪動能為50.6 kJ時,抗拉強度為42CrMo母材的88%。
Luo等人[38]在慣性摩擦焊接過程中通入電流(CIFW),提高了界面結合強度,導致抗拉強度由388 MPa提高到549 MPa,這是由于摩擦熱和電阻熱的相互作用,縮短了焊接時間,增大了接頭內元素擴散區的寬度,促進了元素擴散,實現了K418與42CrMo之間的局部咬合、機械互鎖和擴散連接的結合,形成了波浪形的界面結構,且飛邊形狀也有所變化,由“襪子筒形”飛邊轉變為“蝴蝶翼形”飛邊如圖4所示。但是,通入電流的慣性摩擦焊不能保證產品的生產效率,不適合大批量生產。
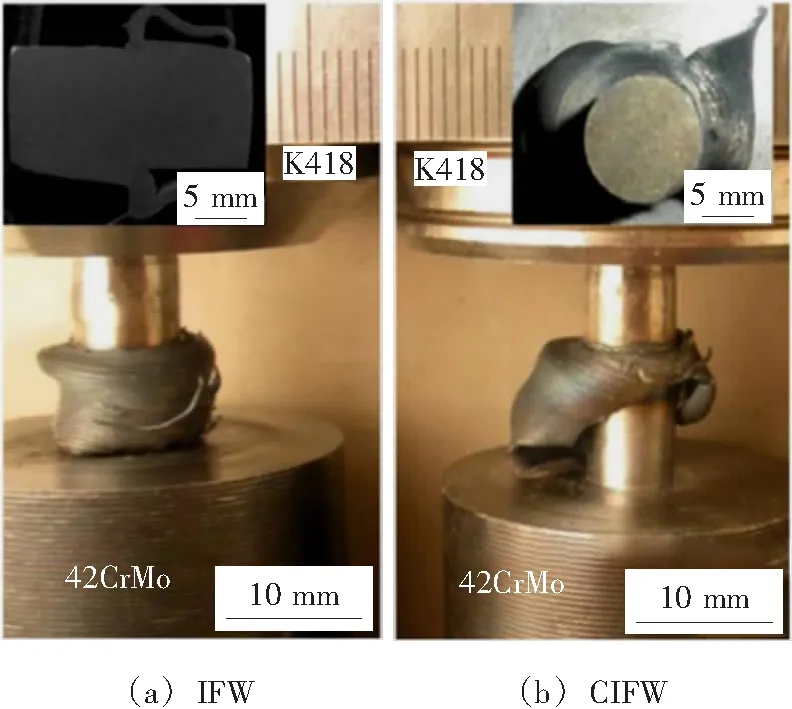
圖4 K418-42CrMo異種金屬摩擦焊接頭的組織及外觀形貌
李石賢等人[39-40]為了阻礙接頭邊緣熱塑性材料向外溢出,對其焊接界面進行了約束設計,研究了不同界面約束對其接頭組織性能的影響。李石賢[39]指出,接頭的顯微硬度、抗拉強度及焊接界面元素擴散的寬度,均隨著界面約束的增加呈先增后降的趨勢。支飛博[40]設計了平面和臺階兩種類型的約束如圖5所示,同時建立了熱、力多物理場耦合的慣性摩擦焊接模型模擬了焊接過程。結果表明,在相同焊接工藝參數下,隨界面約束的增加,焊接界面變得復雜,使得兩種材料的結合面積增加,元素擴散數量增多,實現了良好的冶金結合,從而提高了接頭的強度;顯微硬度值整體呈上升趨勢,其中臺階約束的效果更加明顯。
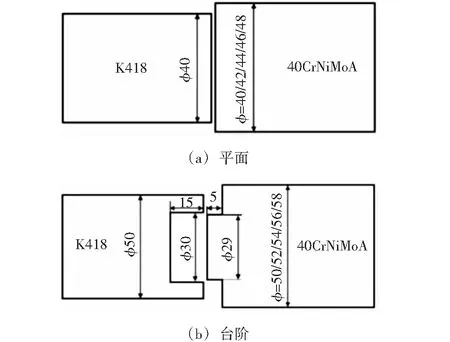
圖5 約束方案示意圖
4.2 異種高溫合金
張春波等人[41-44]分別研究了GH4169/FGH96鎳基粉末高溫合金慣性摩擦焊。指出,GH4169和FGH96這兩種金屬相互嵌入、交錯,界面呈曲面狀分布;無論采用哪一種焊接工藝參數,得到的焊縫組織均為細小的等軸晶粒,接頭硬度呈“W形”分布,抗拉強度隨著壓力或旋轉速度的增大不斷增大,最大可達母材的80%。
張傳臣等人[45-46]的研究表明,K447A/GH4169慣性摩擦焊時,在GH4169一側產生了飛邊;經熱處理后,焊縫組織為細小的γ″和γ′相,其抗拉強度與K447A母材相當。Daus等人[47]研究了RR1000/IN718異種材料慣性摩擦焊接接頭裂紋擴展性能的影響。結果表明,裂紋由RR1000擴展至IN718,且在RR1000側近焊縫區的擴展速率較快,這與晶界氧化物有關。Huang等人[48]在IN718/720Li的慣性摩擦焊接接頭中未發現微孔和微裂紋等缺陷,且在720Li側具有更寬的熱影響區和更高的硬度,這主要與合金中γ′增強相以及熱處理后析出的γ′相含量增多有關,而IN718側由于γ″相粗化導致其硬度降低如圖6所示。
Tiley等人[49-52]研究了Mar-M247/LHSR的慣性摩擦焊,Tiley等人[49]指出由于LSHR合金中細小的γ″和γ′沉淀物的再次沉淀導致焊縫附近LSHR側硬度較高。Senkov等人[50]指出界面的熱輸入能量對試樣燒損量、焊接時間、焊縫界面附近溫度分布和焊縫質量具有重要影響,當能量為79 MJ/m2時,可以實現LSHR和Mar-M247合金良好的冶金結合;還闡明了慣性摩擦焊接效率隨軸向壓縮力、焊接總能量和飛輪轉動慣量的減小而降低[51]。并對Mar-M247合金進行局部預熱處理,焊接界面的塑性流動和自清潔能力得到提高,兩側形成較大的飛邊,焊縫質量得到提高[52]。
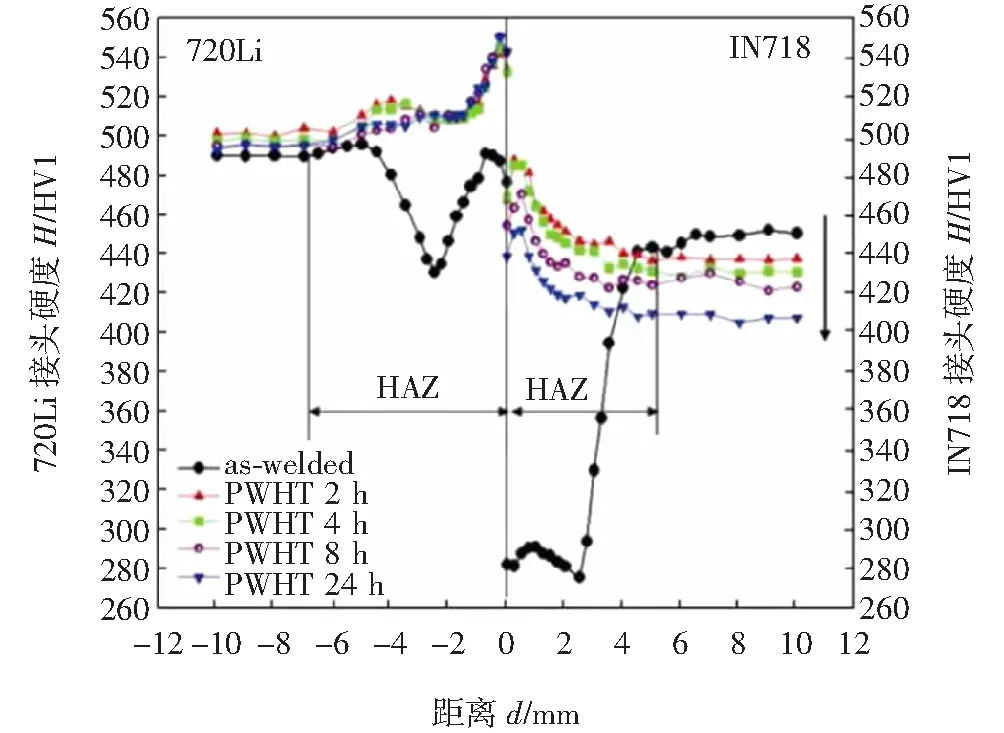
圖6 720Li/IN718的IFW接頭硬度分布
5 結束語
在異種金屬慣性摩擦焊的研究方面,目前可采用合理選擇工藝參數、設計不同形狀的端面、添加中間過渡層、焊前預熱處理、焊后熱處理等方法獲得強度與母材相當、焊接質量較好的接頭。然而,關于異種合金慣性摩擦焊的工藝參數優化、端面優化設計、焊接界面金屬的流動行為、焊接界面金屬間化合物的控制等方面研究還相對較少。因此,在后續的研究中,需結合數值模擬,對異種合金慣性摩擦焊的工藝參數及端面設計進行優化,對接頭的元素分布及新相形成的種類與數量進行調控,對焊接界面金屬的流動行為進行深入研究,以獲得具有綜合性能較好的異種合金慣性摩擦焊接頭,從而為異種合金構件在船舶、核電設備、軌道交通、化學化工、海洋工程、航空航天等領域的應用提供理論基礎和技術指導。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2020年13期)2020-08-24 08:22:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
制造業自動化(2017年2期)2017-03-20 14:26:13
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11