超聲波協同復合酶法提取橘皮多糖的工藝優化
2021-04-16 06:18:12苑園園
食品研究與開發 2021年7期
苑園園
(衡水學院生命科學學院,河北衡水053000)
橘皮約占橘子質量的四分之一,不僅含有維生素、果膠、色素,而且富含多糖。目前研究顯示,多糖具有降血糖[1-2]、抗惡性腫瘤[3]以及抗氧化[4]等重要生理活性。選取橘皮提取多糖,還可解決橘皮利用不當造成的資源浪費和環境污染問題,大大提高了橘皮的經濟效益和生態效益。
目前,常用的提取多糖的方法有酸堿溶劑法、酶解法、微波輔助法和超聲波輔助法[5]。然而,以上單一法的提取效果有限,所以在提取過程中通常需要采用將幾種方法組合使用,以提高多糖產率。例如,吳瓊等[6]比較了相同條件下提取黑木耳多糖,超聲波協同酶解法優于熱水法和超聲波輔助熱水法。張素斌等[7]比較了不同提取方法對竹蓀多糖產率的影響,發現超聲協同復合酶法效果優于熱水浸提法、超聲波輔助法和復合酶法。陳艷等[8]提取松茸多糖,發現超聲協同復合酶法比單一超聲波輔助法多糖產率提高了8.38%。
目前,超聲波協同酶解法提取橘皮多糖的研究鮮有報道。超聲波主要通過機械剪切對原料進行破碎,加上酶對細胞壁結構的破壞作用,可使細胞內多糖更好地溶出[9]。本研究基于這兩種提取方法的優點,處理分析單因素的試驗數據,采用響應面法對提取條件進行優化[10],為深入開發橘皮多糖提供一定的參考。
1 材料與方法
1.1 材料與試劑
柑橘:市購;葡萄糖:天津市大茂化學試劑廠;濃硫酸(分析純):煙臺遠東精細化工有限公司;纖維素酶(100 000 U/g)、果膠酶(50 000 U/g):北京益緯生物工程有限公司。
1.2 儀器與設備
數顯鼓風干燥箱(GZX-8060 MED):北京拜達制造有限公司;超聲波清洗機(0080ST):杭州榮華機械設備有限公司;電子天平(AX224ZH/E):江蘇國藝科技發展有限公司;數顯恒溫水浴鍋(HH-3):山東友誠科技有限公司;紫外可見分光光度計(UV-100):深圳向帆儀器制造有限公司;搖擺式粉碎機(LD500):杭州塞旭食品機械有限公司;便攜式pH 計(ST100):蘇州漢星分析有限公司。
1.3 方法
1.3.1 橘皮的預處理
將橘皮置于55 ℃干燥箱干燥8 h 至質量不再變化。冷卻后用粉碎機碾碎至粉末狀,保存于干燥密封袋。
1.3.2 葡萄糖標準曲線的制作
準確稱取標準葡萄糖100 mg,置于1 000 mL 容量瓶中定容,得到葡萄糖標準溶液[11]。依次吸取0、0.2、0.4、0.6、0.8、1.0mL 置于試管中,補加蒸餾水至1.0 mL[12]。準確吸取樣液1.0 mL,加入6%苯酚1.0 mL,濃硫酸5.0 mL,測定490 nm 下吸光度值[13-14]。以葡萄糖質量濃度為橫坐標,以吸光度值為縱坐標[15],制作標準曲線。
1.3.3 橘皮中多糖的提取工藝
準確稱取1.000 g 的橘皮粉,將物料與溶劑(即蒸餾水)按一定的比例配制好,用磷酸氫二鈉和檸檬酸緩沖液調節pH 值,加入復合酶后放在恒溫水浴鍋中提取60 min,酶解完成后80 ℃滅酶15 min,超聲一定時間,取上清液1.0 mL,定容于100 mL 容量瓶中,即得多糖樣液[16]。按1.3.2 方法測定吸光度值,代入回歸參數方程計算多糖產率。
多糖產率/%=NCV/M×100
式中:N 是稀釋倍數;C 為多糖溶液的濃度,mg/mL;M 為橘皮樣品的質量,g;V 是多糖提取液的體積,mL。
1.3.4 單因素試驗設計
1.3.4.1 復合酶提取條件的優化試驗
準確稱取1.000 g 橘皮粉5 份,用磷酸氫二鈉和檸檬酸緩沖液將pH 值調節為5.0,復合酶(纖維素酶∶果膠酶)的質量比設為1 ∶2、1 ∶1、3 ∶2、2 ∶1、5 ∶2,復合酶的用量設為0.5%、1.0%、1.5%、2.0%、2.5%,酶解溫度設為40、45、50、55、60 ℃,酶解時間設為30、40、50、60、70 min,研究復合酶的質量比、復合酶用量、酶解溫度、酶解時間4 個因素對橘皮多糖產率的影響。
1.3.4.2 超聲輔助提取條件的優化試驗
準確稱取1.000 g 橘皮粉5 份,在超聲波固定功率480 W 下,將料液比設為1 ∶10、1 ∶20、1 ∶30、1 ∶40、1 ∶50(g/mL),將超聲溫度設為40、50、60、70、80 ℃,將超聲時間設為5、10、15、20、25 min,研究超聲輔助提取的料液比、溫度、時間對橘皮多糖產率的影響。
1.3.5 響應面試驗設計
用單因素試驗法確定多糖產率的7 個影響因素的最優水平后,再用Box-Behnken 模型對顯著性影響因素進行優化,通過四因素三水平的方法,確定提取橘皮多糖的最佳工藝條件[17],顯著性因素及水平見表1。

表1 響應面試驗設計的因素和水平Table 1 Factors and levels of response surface experimental design
2 結果與分析
2.1 單因素優化多糖產率
2.1.1 復合酶用量
復合酶用量對橘皮多糖產率的影響見圖1。

圖1 復合酶用量對橘皮多糖產率的影響Fig.1 Effect of compound enzyme dosage on polysaccharide yield of orange Peel
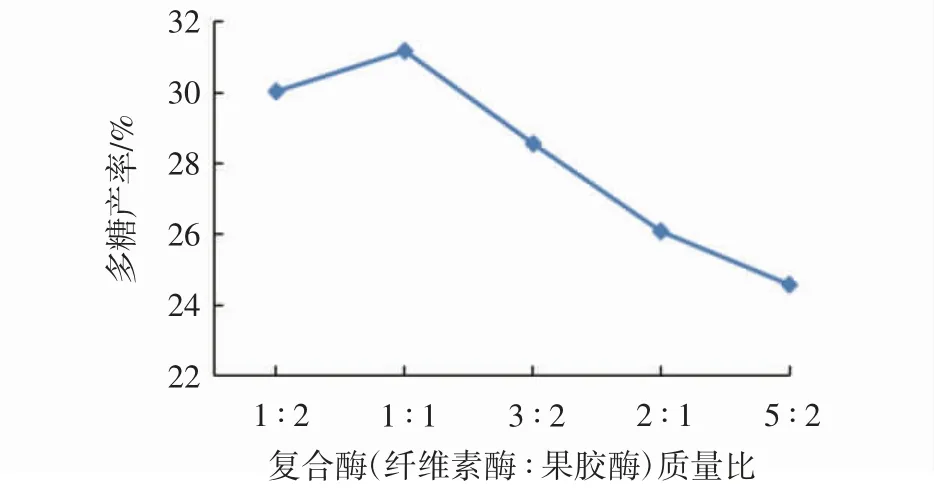
圖2 復合酶質量比對橘皮多糖產率的影響Fig.2 Effect of compound enzyme mass ratio on polysaccharide yield of orange peel
圖2 可以看出,多糖產率隨復合酶質量比(纖維素酶∶果膠酶)的不同先升高后逐漸下降,在復合酶質量比1 ∶1 時達到31.80%的峰值。原因可能與橘皮中纖維素與果膠的含量有關,橘皮中纖維素與果膠的含量比例接近1 ∶1,纖維素酶和果膠酶質量比1 ∶1 時,能更好地破壞橘皮細胞壁及細胞間質,使細胞中的多糖更易溶出[18]。
2.1.3 酶解溫度
酶解溫度對橘皮多糖產率的影響見圖3。
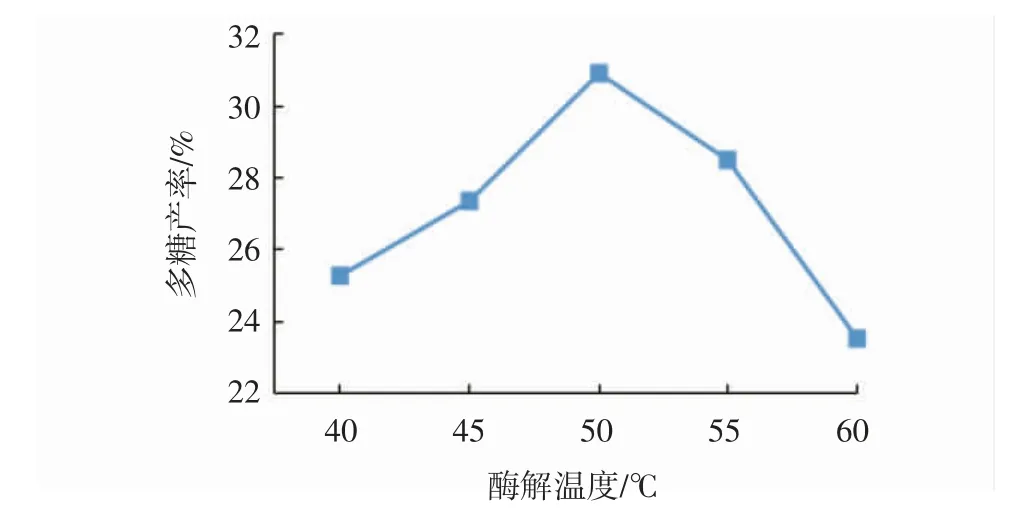
圖3 酶解溫度對橘皮多糖產率的影響Fig.3 Effect of enzymolysis temperature on polysaccharide yield of orange peel
圖3 可以看出,多糖產率隨溫度先升高后逐步降低,在50 ℃時達到30.90%的峰值。溫度過高使酶活性降低,所以橘皮多糖的產率會逐漸降低。故此,50 ℃為最佳酶解溫度。
2.1.4 酶解時間酶解時間對橘皮多糖產率的影響見圖4。

圖4 酶解時間對橘皮多糖產率的影響Fig.4 Effect of enzymolysis time on polysaccharide yield of orange peel
圖4 可以看出,多糖產率隨酶解時間先增高后降低。在反應時間60 min 以內,多糖產率與之成正比,但反應時間超60 min 時,高溫條件下部分多糖被水解,導致產率下降。因此,60 min 為最佳酶解時間。
2.1.5 料液比
料液比對橘皮多糖產率的影響見圖5。

圖5 料液比對橘皮多糖產率的影響Fig.5 Effect of material liquid ratio on polysaccharide yield of orange peel
圖5 可以看出隨著溶劑體積的增大,多糖產率先升高后下降,在料液比為1 ∶30 (g/mL)時達到峰值30.42%;當溶劑比例過高時,溶劑吸收大部分超聲波能量,使細胞內多糖溶解較少,降低了產率[19]。所以,1 ∶30(g/mL)為最佳料液比。
2.1.6 超聲溫度
超聲溫度對橘皮多糖產率的影響見圖6。
圖6 可以看出,在70 ℃以下時,多糖產率與超聲溫度成正比,70 ℃時達到29.97%的峰值。但溫度超過70 ℃時,高溫條件下多糖被水解,所以產率驟然降低。因此,超聲的最佳溫度為70 ℃。
2.1.7 超聲時間
超聲時間對橘皮多糖產率的影響見圖7。
圖7 可以看出,在一定時間內,多糖產率與超聲時間成正比,但超聲超過一定時間,部分多糖在超聲波的機械剪切和熱作用下被破壞分解,所以產率下降。故

圖6 超聲溫度對橘皮多糖產率的影響Fig.6 Effect of ultrasonic temperature on polysaccharide yield of orange peel

圖7 超聲時間對橘皮多糖產率的影響Fig.7 Effect of ultrasonic time on polysaccharide yield of orange peel
此,最佳的超聲時間為20 min。
2.2 響應面試驗結果及方差分析
響應面試驗結果見表2。
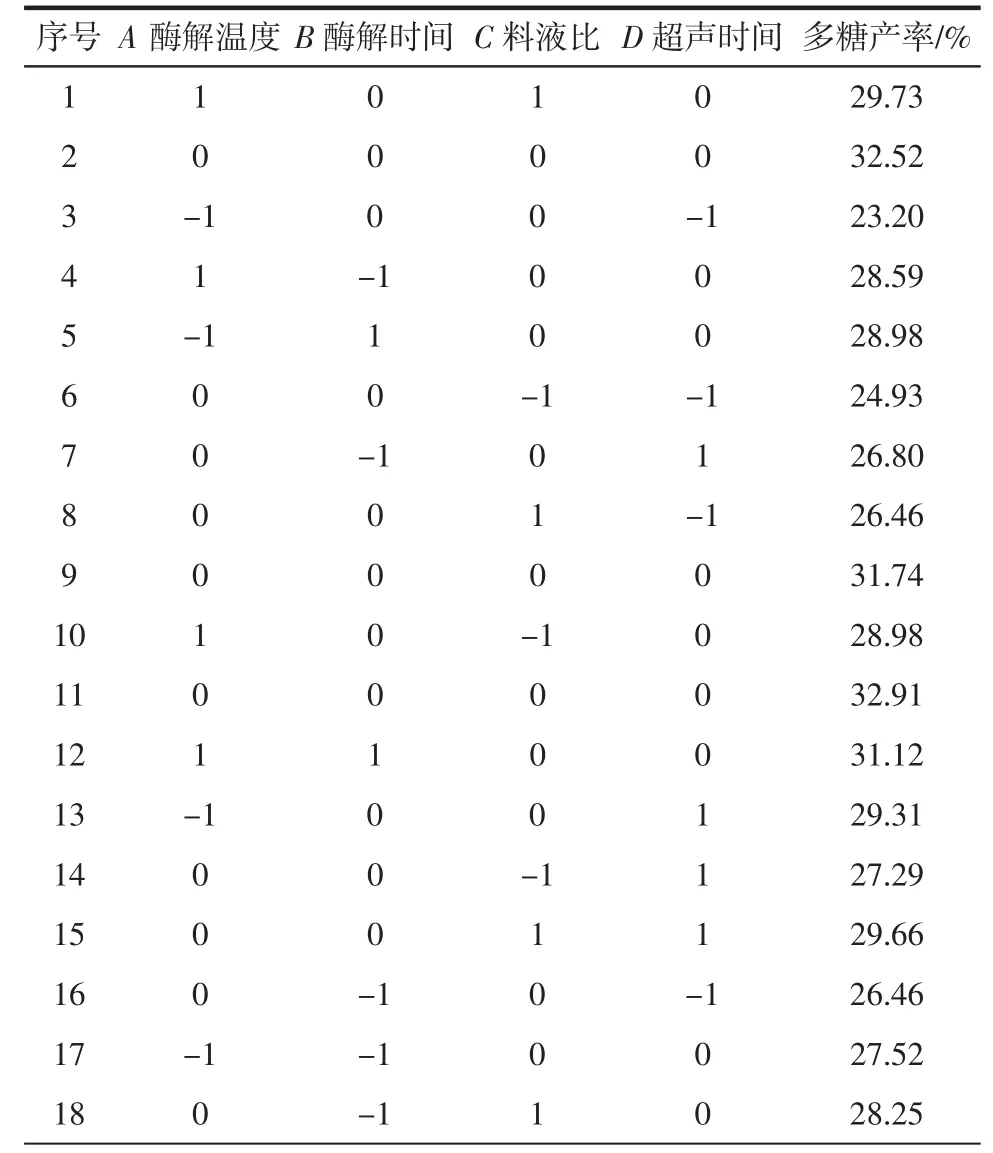
表2 響應面試驗設計及結果Table 2 Experimental design and results of response surface

續表2 響應面試驗設計及結果Continue table 2 Experimental design and results of response surface
系統所得數據用Design-Expert 軟件進行多元回歸方程的計算分析,得到的方程如下。
Y=32.67+0.73A+0.98B+0.48C+1.42D+0.27AB+0.090AC-1.26AD+0.18BC+0.90BD+0.21CD-1.83A2-1.62B2-1.92C2-3.50D2
回歸模型的方差分析見表3。
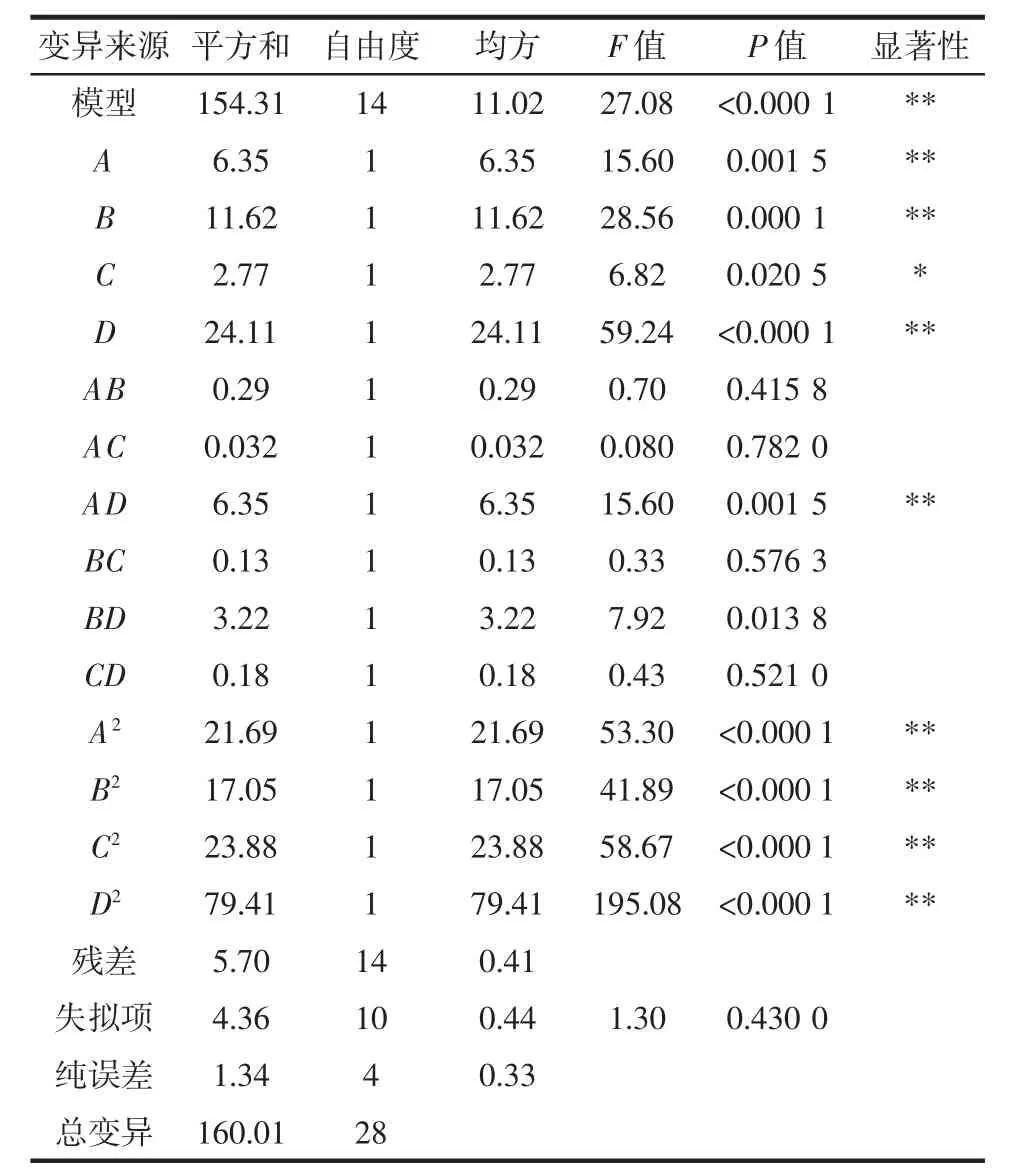
表3 回歸模型的方差分析Table 3 Analysis of variance of regression model
表3 表明,該模型的F 值為27.08,P 值<0.000 1,說明了該模型的重要性。模型的相關系數R2=0.964 4,較正決定系數R2Adj=0.928 8,這表示試驗數據與模型預測數據符合程度達到96.44%,只有3.56%變異不能由該模型來解釋。失擬項P=0.430 0 >0.05,可知失擬不顯著,說明該模型能較好地模擬和驗證試驗結果,試驗誤差較小[20]。方程的一次項中A、B、D 對結果有極顯著影響,即酶解溫度和酶解時間、超聲時間;另外,料液比對結果有顯著影響,二次項對試驗結果都有極顯著作用,交互項中以AD 交互作用最為顯著,其它交互作用對橘皮多糖產率的影響不大。借助Design Expert 8.0.6 軟件對表中的目標因素進行整合完善,圖8 為4個因素之間相互作用對多糖產率影響的響應面圖。

圖8 4 個因素之間相互作用對多糖產率的影響Fig.8 Effect of interaction among four factors on polysaccharide yield
用Design Expert 8.0.6 軟件對回歸方程進行求解,得到方程極值點,即:酶解溫度51.76 ℃、酶解時間63.89min、料液比為1 ∶31.69(g/mL)、超聲時間21.25min。理論上,多糖產率的預估值是33.113 9%。
2.3 最優條件的驗證試驗
為便于實際操作,將影響橘皮多糖產率的4 個主要因素的最優水平調整為:酶解溫度52 ℃,酶解時間64 min,料液比為1 ∶32(g/mL),超聲時間21 min,并進行3 個平行試驗,求得橘皮多糖產率的均值是33.02%,與預測的結果相差0.91%,說明該模型的分析準確度和可信度較高。
3 結論
本試驗首次將復合酶酶解法與超聲輔助提取法結合,用于橘皮多糖的提取。首先,用單因素試驗法確定了多糖產率的7 個影響因素的最優水平,再用Box-Behnken 中心組合分析法對顯著性影響因素進行優化,最終確定最佳的提取工藝為:酶解溫度52 ℃,酶解時間64 min,料液比為1 ∶32(g/mL),超聲時間21 min,在該條件下,橘皮多糖產率為33.02%,該方法提取效率較高,為進一步的試驗研究奠定了基礎。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
媽媽寶寶(2017年3期)2017-02-21 01:22:28
光學精密工程(2016年6期)2016-11-07 09:07:19
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
核科學與工程(2015年4期)2015-09-26 11:59:03