2500t/d水泥生產線的節能改造
2021-04-20 12:37:28張小龍趙思鑫閆永強
水泥技術 2021年2期
關鍵詞:優化
張小龍,趙思鑫,閆永強
我公司廠區海拔1 024m,2 500t/d水泥熟料生產線窯尾采用單系列五級旋風預熱器+TDF分解爐,回轉窯規格為φ4m×60m,窯頭配置DJGX-2500T/D-D四通道燃燒器,煙煤煅燒,生料采用石灰石、鐵礦石、粘土和砂巖四組分配料,篦冷機為SFR2×5十字棒型第四代篦冷機,固定篦床供風為分區單獨可調式供風。
1 生產運行中存在的問題及原因分析
1.1 存在的問題
(1)二、三次風量不匹配,系統阻力大,窯內過剩空氣系數較高,在三次風閥開度為100%的情況下,一級筒出口壓力6 400Pa左右,窯尾氧含量長期保持在5%~6%,分解爐煤粉燃盡率較低,結皮多。
(2)能耗高,2019年熟料標準煤耗114.47kg/t,熟料工序電耗35.09kW·h/t。
(3)篦冷機熱利用率低,二次風溫低,正常在1 000℃左右。
1.2 原因分析
(1)三次風管有效通風內徑為1 802mm,設計偏小,二、三次風量不匹配,造成分解爐煤粉燃盡率較低,結皮多,增加了預熱器系統的阻力。系統運行中產生的結皮有兩種形態,一種是由于三次風量小、風速高,窯頭細顆粒飛砂料被帶入分解爐內與高溫氣體混合形成的結皮,此種結皮比較松散,易清理;另一種是由于分解爐兩根柱體燃燒器位置不當所造成的結皮。分解爐的一根柱體燃燒器位于三次風管入分解爐進風口上沿正中心(見圖5),煤粉噴入后富氧爆燃形成明火燃燒,產生高溫區,局部高溫形成結皮,此種結皮結構致密堅硬,不易清理。
(2)預熱器系統阻力大,一級筒出口負壓在6 400Pa左右,各級旋風筒進風口通風截面積偏小。產量提高時需增大高溫風機拉風量,導致風速高,阻力大,高溫風機長期在額定電流下運行,制約了產量的提升和能耗的降低。
預分解系統規格見表1,高溫風機設計參數與正常使用參數見表2。
(3)篦冷機運行效率低,固定篦床分區供風分配比例不合理,高溫段風機配風不合理。篦冷機有效冷卻面積為58.6m2,安裝斜度為5°,裝機總風量為336 400m3/h。高溫段一、二室風機風門開度在70%左右,開度偏小,同時篦冷機料層控制偏薄,料層厚度在500mm左右,導致高溫段料層存在“吹竄”現象,二次風溫偏低。
2 技術優化方案
2.1 三次風管及分解爐縮口擴徑
原三次風管內徑為2 200mm,保溫材料為厚85mm的硅酸鈣板和厚114mm的高強耐堿磚,有效通風內徑為1 802mm。為合理匹配二、三次風量,在不改變風管直徑的情況下,采用40mm厚、導熱系數低、施工更為方便的NJS1000型納米隔熱板,替代原厚度85mm的硅酸鈣板,耐火磚厚度不變,有效通風面積增加了0.26m2;原分解爐縮口直徑為1 780mm,在三次風管擴徑改造的同時,將縮口澆注料厚度減少10mm,縮口直徑擴大至1 800mm,有效通風面積增加了0.056m2。優化前后的三次風管示意見圖1、2。
優化后,二、三次風量得到了合理匹配,消除了分解爐和五級旋風筒溫度長期倒掛現象,分解爐煤粉燃燒狀況得到明顯改善;三次風管表面溫度從原來的120℃左右下降到100℃,表面熱損失進一步降低。改進前后分解爐和C5旋風筒的溫度變化情況見表3。
2.2 C4、C5旋風筒蝸殼進風口管道擴大
拆除原C4、C5旋風筒蝸殼進風口導流柱,將其向外拓展300mm,重新制作鋼結構與其相連。在保持原有導流柱耐火材料施工結構和厚度(230mm)不變的情況下,蝸殼進風口有效通風面積增加1.362m2。
優化后的C4、C5旋風筒蝸殼進風口示意見圖3、圖4。優化后,蝸殼進風口面積增大,有效降低了風速和阻力,C4、C5旋風筒出口負壓較優化前分別下降了300Pa和100Pa左右,在產量增加的情況下,系統無塌料現象。

表1 預分解系統規格

表2 高溫風機設計與正常使用參數

圖1 三次風管優化前

圖2 三次風管優化后

表3 改進前后分解爐和C5旋風筒的溫度變化情況
2.3 篦冷機操作及現場配風調整

圖3 C4旋風筒蝸殼進風口優化后

圖4 C5旋風筒蝸殼進風口優化后
篦冷機固定篦床為分區單獨供風,每個風管管路采用閥門手動調整供風量。調整配風時,逐步將粗料側和細料側管路閥門開度由100%分別調至60%和70%左右。調整后,消除了固定篦床物料“吹竄”現象,降低了物料流速,有效增加了固定篦床的物料厚度,提高了入窯二次風溫。逐步調整篦冷機各風室風量,增大高溫段風機風門開度至90%左右,關小低溫段風機風門,降低低溫段風量,在保證熟料冷卻的同時,有效降低了窯頭廢氣排放總量。同時,將篦冷機推動次數由原來的10r/min調整為8r/min左右,提高料層厚度。通過以上調整,窯頭排風機轉速由原來的41Hz降至現有的38Hz,運行電流下降了2A,二次風溫由原來的1 000℃左右上升至1 150℃以上,出篦冷機熟料溫度保持在90℃左右不變。
2.4 分解爐燃燒器位置調整

圖5 燃燒器原安裝位置圖

圖6 燃燒器優化后安裝位置圖
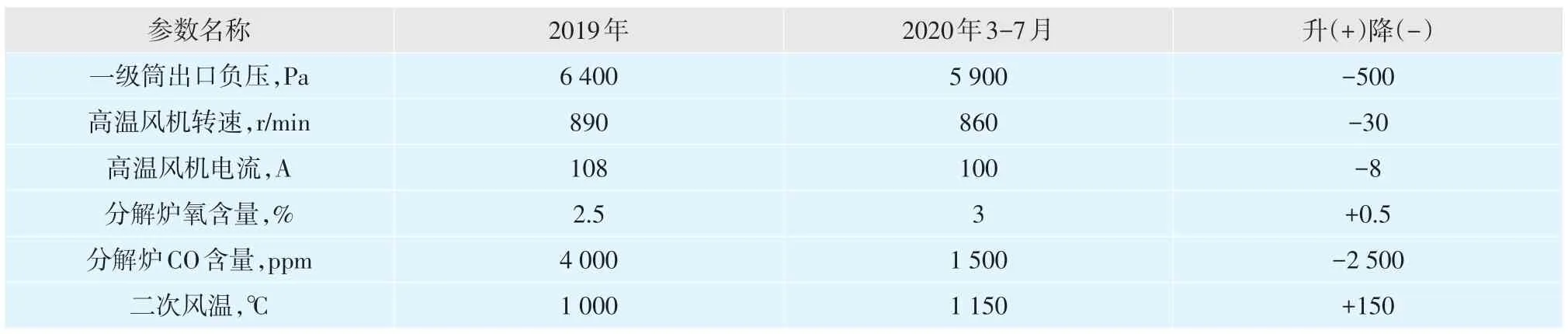
表4 優化前后主要參數變化

表5 優化前后主要經濟技術指標對比
分解爐燃燒器采用分級燃燒技術,柱體和錐體各有兩根燃燒器。其中,柱體的兩根燃燒器,一根位于三次風管入分解爐進風口上沿正中心,另一根位于三次風管進風口正對面,且與三次風管進風口下沿平行。運行過程中,分解爐柱體結皮嚴重。調整時,將三次風管正上方的燃燒器移至三次風管入分解爐反方向側下方,下移高度1 050mm,同時將柱體兩根燃燒器與分解爐橫截面之間的夾角由45°調整為15°,并向分解爐內部推進500mm。調整后,減少了三次風對火焰的壓迫,火焰更加順暢,煤粉噴入后有效地避開了富氧區,形成了揮焰燃燒,避免了形成高溫區,有效消除了局部高溫形成的結皮。燃燒器原安裝位置見圖5,優化后安裝位置見圖6。
3 優化改造效果
2020年初,利用錯峰停窯時間,采取以上措施對水泥窯系統進行了優化。3月7日,水泥窯投料生產,投料后水泥窯運行熱工穩定,一級筒出口壓力明顯下降,高溫風機轉速及電流下降,分解爐結皮基本消除;分解爐及五級筒溫度倒掛現象消除,水泥窯臺時產量提升的同時,預熱器各級壓力穩定,無塌料現象;水泥窯高效穩定運行能力明顯提升,產量進一步提升,熟料煤電消耗大幅下降。優化前后的主要參數變化見表4,主要經濟技術指標對比情況見表5。
4 結語
通過對影響水泥窯系統運行的關鍵環節進行降阻降耗優化改進,水泥窯產量得到了有效提升,煤耗電耗均有所下降,年節約標煤1 056t,節電約172×104kW·h,熟料強度提高,經濟效益顯著。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
