制作鈦鋼復合板管箱的焊接工藝分析
2021-04-23 12:47:20陳金頂趙一普崔健南京三方化工設備監理有限公司江蘇南京210036
化工管理 2021年5期
陳金頂,趙一普,崔健(南京三方化工設備監理有限公司,江蘇 南京 210036)
0 引言
鈦鋼復合板管箱焊接工藝,因為鈦合金本身具有超強耐腐蝕性,加上強度大等優勢,不管是焊接性還是使用期間的韌性等,均為鈦鋼復合板管箱的應用創造更多空間。當前航天行業、化工制造等行業均應用到鈦合金材料。尤其是化工行業,因為化學產品生產制造過程中均存在一定腐蝕性,加上應用材料特殊,所以需要應用鈦合金材料的化工容器完成儲備、反應等工作。鈦鋼復合板管箱焊接操作工藝復雜,很多環節均要求能夠一次焊接成型。結合鈦鋼復合板管箱焊接工藝的應用進行優化分析,保證焊接工藝操作順利完成。
1 鈦鋼復合板管箱焊接工藝工程介紹
鈦鋼復合板焊接工藝的應用研究,主要結合某公司所上的PTA項目為前提,其中涉及到冷凝器設備,其作為系統關鍵設備組成,冷凝器的管程因為介質腐蝕性等原因影響,所以選擇鈦鋼復合板。其中涉及到基層與覆層,基層鈦鋼復合板主要選擇Q345R,規定厚度在30~50 mm。覆層鈦鋼復合板則選擇純鈦板,厚度要求為3 mm,型號為TA1。通過對鈦鋼復合板的有效焊接,確保分離器筒體板符合規定要求。鈦鋼復合板焊接,因為受到鐵、鈦元素特點加上線膨脹系數等的影響,加上兩者熱導率相差過多,所以焊接接頭處理以及質量控制非常關鍵。尤其是鈦鋼復合板的低熔點共晶體以及TiC等情況特殊,需要積極對鈦鋼復合板焊接技術進行優化,以此保證焊接質量。
2 鈦鋼復合板管箱焊接特點分析
鈦鋼復合板管箱焊接工藝較為復雜,因為鈦金屬屬于不能熔類型,如此能夠在鈦鋼復合板焊接處理中節省過渡層焊接的不足,但是鈦金屬焊接期因為高溫以及鋼等的影響,會在焊接中產生金屬化合物,如此強度降低,整體會出現脆化現象。一旦出現脆化現象,則鈦焊接就面臨著失敗[1]。正因為這樣,必須確保管箱焊接期間,將鈦鋼復合板的兩種材料分開進行焊接處理。鈦鋼復合板焊接處理中,為了保證材料本身的強度,需要通過基層鋼板加上復層處理的方式進行優化,如此不僅基本強度得到提高,同時抗腐蝕性也得到提高。在此基礎上對復層進行特殊處理,通過復層加蓋板的形式,有效防止不銹鋼層被介質腐蝕。應用專用填充材料將蓋板以及鈦鋼復合板之間進行充分填充,以此保證鈦鋼復合板焊接質量[2]。
作為金屬元素,鈦在液態時極易受到溫度的影響,氫、氧和氮等氣體均可被鈦吸收,導致鈦的性質出現變化。氫、氧和氮等元素的吸入會影響到鈦塑性,鈦鋼復合板焊接期間會出現韌性下降的情況。碳鋼基層焊接處理中,需要提前對接頭位置進行復層剝離處理,如此可以避免焊接期間受到氧化影響導致碳鋼基層焊接性能達不到理想要求[3]。鈦鋼復合板管箱焊接期間,因為管箱設計要求,劃分為A、B兩種焊縫;管箱上開孔接管的焊縫,根據焊接規劃,均采用焊接接頭型式完成焊接處理,具體如圖1和圖2所示。
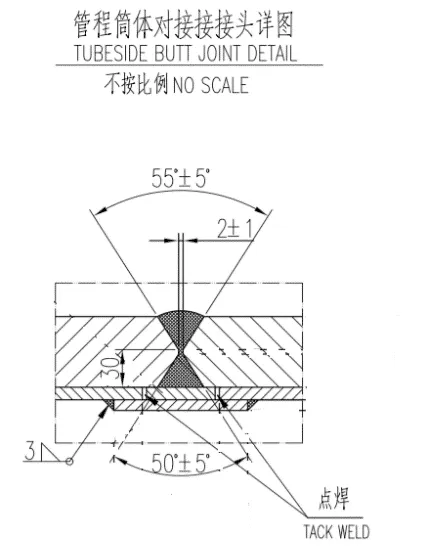
圖1 焊接示意圖
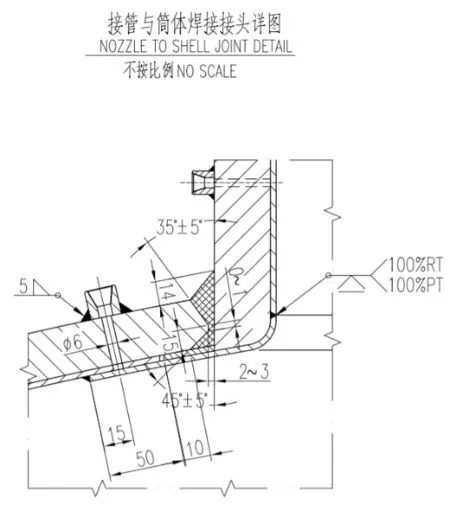
圖2 焊接示意圖
焊接方法選擇中,結合鈦鋼復合板電阻系數以及熱容量等特點,加上其熱導率相對較低,所以必須保證熔池尺寸以及焊接時候的溫度。盡量延長熱影響區的停留時間,避免出現接頭過熱現象,同時還能有效規避晶粒粗大以及塑性低的情況[4]。焊接方法選擇,電流與焊接速度的控制,要求以小電流為主,加快焊接速度。及時對鈦鋼復合板清根處理,防止出現鐵離子污染現象,焊接方法以手工氬弧焊(如需)、手工焊、埋弧自動焊的綜合焊接為主。具體可參考NB/T 47015—2011《壓力容器焊接規程》。
3 鈦鋼復合板管箱焊接工藝應用
鈦鋼復合板管箱焊接工藝,嚴格遵循基層焊接為先,復合焊接為后的順序。基層焊接相較于復合焊接簡潔,焊接工藝的應用已經非常成熟。
3.1 基層材料焊接處理
基層材料焊接處理,涉及到埋弧自動焊以及焊條電弧焊、氣體保護焊等多種焊接處理手段。要求基層板點根據鈦鋼復合板管箱焊接情況設計寬長度在40~50 mm之間,其中涉及到的所有焊縫錯邊量,規定均≤1.5 mm。縱縫焊接中,開始端需要進行引弧處理,待焊接完畢,引弧板需通過等離子切割的方式完成切割,并打磨去除切口滲碳層。做好基層焊接期間環焊縫的對接處理,不僅如此還包括基層板縱以及臨時支撐構件,焊接過程中都要控制層間溫度不能超過200 ℃。焊接縫及時檢查,做好焊接打磨處理,檢查方法中X射線最為重要。所有檢查均通過后進入到鈦材焊接環節[5]。
除此之外,要求所有承壓件焊接接頭處理,尤其是連接位置,焊接操作都必須根據TSG 21—2016《固定式壓力容器安全技術監察規程》、NB/T47014《承壓設備焊接工藝評定》、TSG Z6002—2010《特種設備焊接操作人員考核細則》、GB/T 150.1~4—2011《壓力容器》等規范。焊接處理期間,手工焊條電弧焊焊縫金屬厚度按照要求必須≤3.0 mm,埋弧焊焊縫處理則厚度≤4.0 mm,手工鎢極氬弧焊焊縫處理,按照規定金屬厚度≤2.0 mm,管頭自動焊焊接處理,厚度需≤1.0 mm。所有焊接操作,材料存儲期間,都必須做好烘干溫度以及保溫等處理,根據供應商提供的焊接材料使用說明為主,特殊情況下則需要以焊接工藝為準。
3.2 鈦復合板焊接工藝
鈦復合板焊接處理中,結合上述對鈦的介紹以及復合板焊接注意事項總結,前期做好充足的準備工作。確定焊接保護區域,焊接期間調整好噴嘴與焊件平面的角度,兩者必須處于垂直形態,控制好焊絲的擺動。
3.2.1 選擇適當的鈦復合板焊接環境
鈦復合板焊接環境要求必須無塵、無煙,并且保持空氣整潔。焊接人員焊接之前需佩戴專業的手套,任何區域均不能在無手套的情況觸摸,尤其是坡口位置。坡口處理不允許錘擊。出現任何與規定不相符的情況,都要立即終止焊接。及時測定風速是否控制到≥1.5 m/s,濕度是否≥80%,焊件的溫度是否≤5 ℃。
3.2.2 焊接涉及到的材料
除了鈦復合板之外,焊接還需要應用到鈦焊絲、氬氣、鎢極等。其中鈦焊絲主要從鈦板母材中提取,但是這種焊絲不能在焊接中再直接應用。需進行清潔與干燥處理,并且將前端位置切除至少10 mm,檢查是否存在被氧化現象,如果出現氧化現象立即切除。現在市場上也開始有了成熟的焊絲可供采購。焊材在使用之前應用丙酮或者乙醇等進行化學清潔。氬氣必須保證純度≥99.99%,雖然可以存有氧,但是需控制≤0.002%范圍之內,壓力≥0.5 MPa,水分要求不能超出0.001 mg/L。鎢極主要以鈰鎢極為主,鎢極頂端為主需要經過特殊打磨,不能出現太尖的情況,否則焊接期間受到溫度影響會出現夾鎢的情況。
3.2.3 焊接預熱與定位焊縫
定位焊縫的完成必須由專業人員指導,主要方法為鎢極氬弧焊,焊接期間做好定位焊縫的拖罩保護處理。點焊鈦蓋板期間,必須將鈦復板以及蓋板距離設定好,要求間距必須在50 mm,并且點焊處理中長度需≤10 mm。焊接中將焊縫的位置錯開,盡量在焊接定位處理中不要添加更多的焊絲。在此基礎上將鈦鋼復合板緊密貼合到鈦蓋板上,將間隙控制到最小,隨后進行點焊。
3.2.4 具體焊接處理
焊接工藝應用中盡量控制電弧電壓不出現任何波動,并且利用小線能量進行焊接處理。短弧沒有過多擺動,對焊縫背面加以保護。將焊絲提前加熱,尤其是兩端都應該放置在焊接保護氣體中加以保護。焊接層間溫度控制在100 ℃以內,鈦焊縫位置及時進行氬氣保護。注意做好焊件表面的保護工作,避免在焊接中出現電弧擦傷的情況,當焊接息弧后,及時將弧坑填滿,并且將焊縫表面的缺陷進行打磨處理。
焊接完畢及時對接頭積極檢查,檢查方法主要包括外觀與PT檢查。具體檢查判斷及處理方法如表1[5]所示。
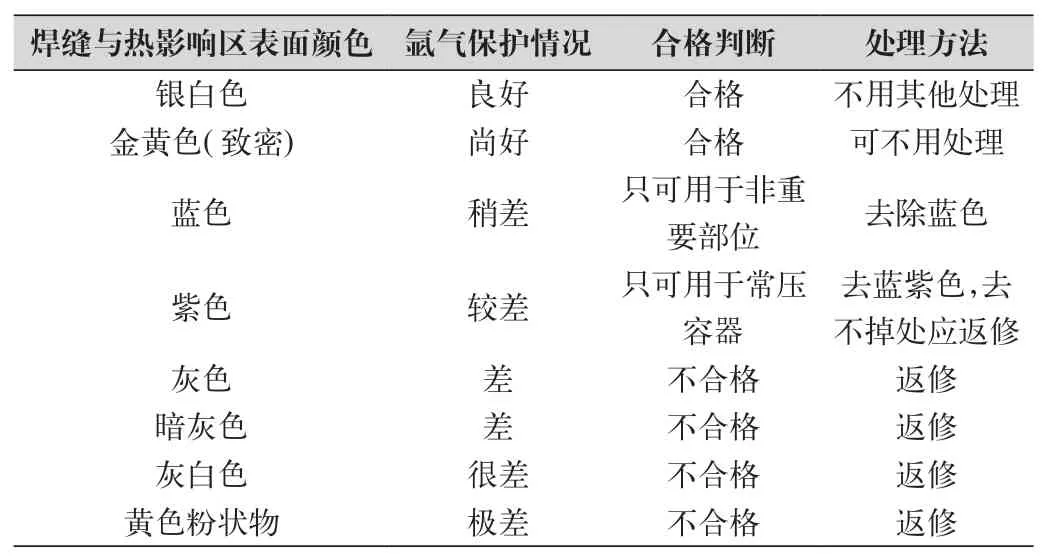
表1 焊縫焊接顏色判斷檢查表
通過表1對鈦鋼復合板管箱焊接檢查情況為基礎,外觀合格之后還要對管箱進行PT滲透檢測,檢測等級達到Ⅰ級屬于焊接合格。在此基礎上還要做好焊縫返修處理,尤其是檢測不合格的區域,需進行特殊打磨,如果焊接的母材依然能夠滿足厚度要求,則可以在母材基礎上進行補焊。如果焊接的母材厚度已經不能滿足焊接要求,則需要更換母材再次進行焊接。
4 結語
綜上所述,鈦鋼復合板管箱焊接,作為化工企業中的重要容器材料,其質量直接影響到企業生產安全。不僅如此,航天以及其他行業對鈦鋼復合板材料需求都比較大。鈦鋼復合板管箱焊接工藝的應用,從前期準備到焊接處理,后期的檢測以及缺陷處理都要保證準確到位,如此才能真正做到一次性焊接成型,焊接質量得到提高。
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:12:20
當代陜西(2021年8期)2021-07-21 08:31:42
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
當代陜西(2019年13期)2019-08-20 03:54:10
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
大眾攝影(2016年4期)2016-05-25 13:19:48
銅業工程(2015年4期)2015-12-29 02:48:39