卷煙廠卷包車間SPC系統功能設計
2021-04-25 03:41:53楊萍曹曉冬朱江羅賽朱金華
電腦知識與技術 2021年9期
關鍵詞:信息化
楊萍 曹曉冬 朱江 羅賽 朱金華

摘要:本文主要介紹煙草行業卷包SPC系統的功能構建,應用SPC技術對設備參數、卷接包過程質量指標、質量成本等數據進行多維度監控、分析、評價,實現卷接包過程工藝參數化、精準化控制,推動管理與技術創新,為提質降耗和質量創優核心工作提供基礎保障。描述利用SPC工具對卷接包過程質量數據進行管理、分析、評價和改進。
關鍵詞:卷包SPC;卷煙廠;信息化
中圖分類號:TP311? 文獻標識碼:A
文章編號:1009-3044(2021)09-0003-02
開放科學(資源服務)標識碼(OSID):
1背景介紹
卷煙廠MES系統質量管理模塊一直缺少對卷包在線質量數據支撐,未對卷包數采系統的實時數據進行集成與利用,這些數據一直是卷包質量過程控制迫切需要的。目前卷包車間應用系統現狀是卷包數采數據存在但未利用,完全是對數據資源的浪費,而部分綜合測試臺的數據為事后人工檢測數據,未能達到實時數據的要求,對質量過程分析應用控制能力較弱。質量管理模塊一直缺少對動力車間在線質量數據支撐,未對動力車間的環境溫濕度等實時數據進行集成與利用,從全廠質量管控的角度出發,這些數據一直是盲區[1]。
2需求分析
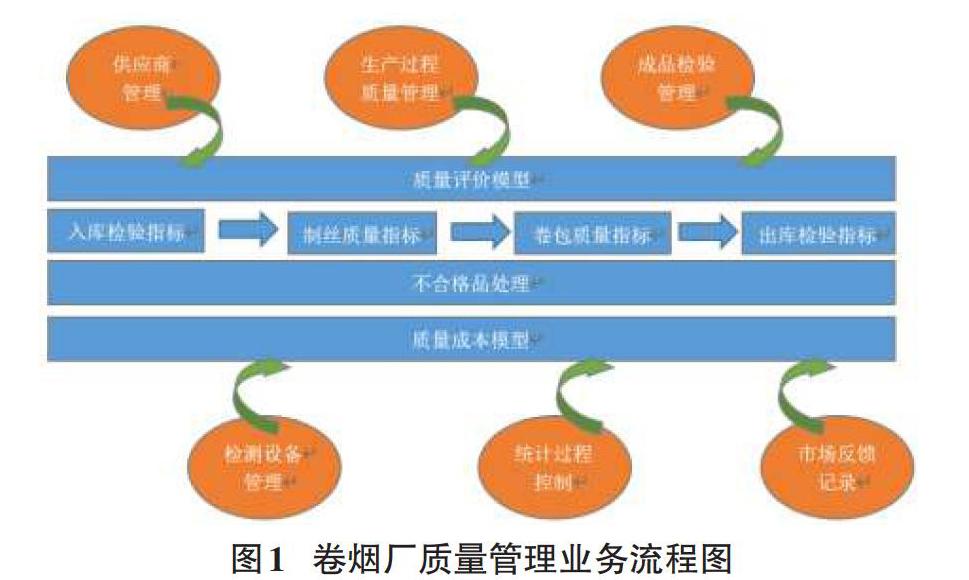
為保證產品質量連續穩定,生產過程控制始終堅持“設備為工藝服務、工藝為質量服務”的理念。設備在管理方面堅持事前控制、事中控制、事后控制進行科學有效的監督和分析。事前控制的重點放在設備的維修、保養、潤滑等工作方法的制定上,放在各種管理漏洞的查找上,為科學化、精細化操作提供支持,從機制上減少質量隱患[2]。事中控制重點做好過程的監視與測量,從原輔材料的出庫、使用及過程產品質量的抽查,確保生產過程中各個環節做到嚴格檢查、快速整改、及時反饋,維護工藝技術標準的嚴肅性。事后控制是要對發生的產品質量問題的快速反應,無論是生產現場、市場反饋的質量問題,高度重視,認真加以持續改進,不斷提高產品質量。如圖1所示,基于質量管理部門及車間建設質量管理體系的要求,為了對質量評價模型、質量成本、供應商評價等業務進行支撐,如下圖所示,需要重新對一頭一尾和中間過程的質量數據流進行梳理,對缺失的部分如卷包實時質量數據進行補充,夯實數據基礎,為建設全面質量管理體系及系統做準備[3]。
3 功能設計
(1)完成系統與卷包數采系統、動力車間系統數據集成硬件環境搭建。
盡可能利用現有服務器及實時數據庫軟件,不再在硬件上投入成本。
(2)完成系統與卷包數采系統、動力車間系統實時數據集成功能。
采集的數據內容包括五類,基礎數據類如通訊協議、PLC通訊狀、機器類型、車間號、機臺號、日期、時間、班次、當前班次開始時間、當前班次結束時間等。生產數據類如總產量PROC、總廢品量PROC、廢品率PROC、利用率PROC等。質量數據類,如質量_SRM_煙支外形_重量_設定值、質量_SRM_煙支外形_重量_當前值、質量_SRM_煙支外形_重量_短期標準偏差_當前值等。設備數據類如狀態、狀態信息、機器速度、停機時間秒數、停機次數等。消耗數據類如本班耗紙盤(米)、本班耗水松紙(米)、本班盤紙單耗(米/箱)、本班水松紙單耗(米/箱)等。
(3)完成系統與封裝箱機缺陷檢測設備實時數據集成功能。
采集的數據內容包括主機通道全息檢測類,如封簽歪斜、無封簽、盒皮歪斜、盒皮印刷錯誤、小盒折疊錯誤等。輔機入口全息檢測類,如封簽粘貼歪斜、無封簽、小盒倒置、盒皮印刷錯誤、盒皮歪斜等。輔機透明紙飛包檢測,如煙包飛包等。缺盒檢測類,如條中缺盒。裝箱機條煙入口全息檢測類,如條透明紙折疊異常、拉線錯位、其他明顯變形及異常等。裝箱推煙全息檢測等,如缺條、缺層、倒垛和箱倒置、貼碼歪斜、無碼、無膠。
(4)基礎標準設置
在系統中對工藝事件、異常處理時需要事先對異常以及事件類型進行定義,供其他功能調用。
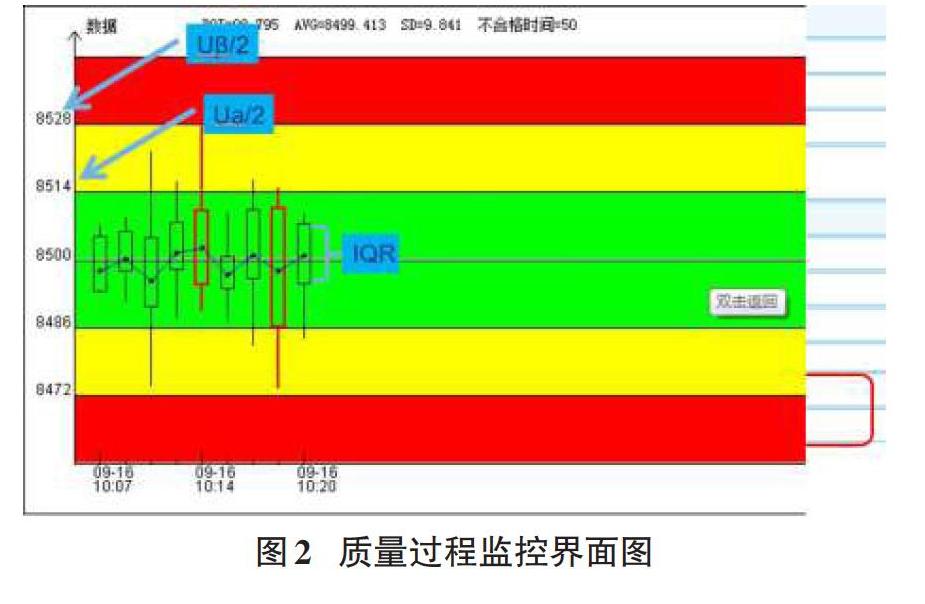
(5)質量過程監控
系統展示該工序監控參數的箱線彩虹圖。圖中根據箱子的高度判斷這一組10個數據的波動情況。箱子的中心點表示這10個數據的平均值。如果連續的幾個箱子都比較高則說明這短時間內數據波動都比較大。箱子的中心點到了黃區或者紅區說明數據里工藝標準中心線偏離大,生產已經有點失去控制,連續幾個點在黃區或者紅區這一段時間屬于失控狀態。系統則會根據預報警規則進行預報警,圖中會有紅、黃燈進行預報警提示。各種指標進行當前生產的判斷,如DQI、AVG、SD、不合格時間等。DQI表示當前生產的實施QI得分。AVG表示當前所有數據的平均值。SD表示當前所有數據的標準偏差(數據的偏離程度)。
(6)參數分析
參數是生產的最小控制單元也是評價體系中最基礎的單元,參數的控制好壞直接影響到工序的整體生產情況。故在系統中把參數單獨列出來進行分析。系統中可以直接查看每個參數的具體統計指標,以及該參數的時間序列圖。
(7)質量分析
質量分析模塊分為兩個主要模塊,一是生產過程的分析,便于相關人員及時準確的了解生產現狀,做出有效判定。另一個是通過分析,找出問題點,為改進提出方向。關鍵工藝參數質量評價趨勢圖--通過看趨勢圖能直觀的掌握各機臺參數的變化趨勢,是否在可控范圍內。機臺參數對比圖—包括產量、煙用材料消耗、廢品等項目,掌握機臺的生產狀況,提出改進方向。
4 總結
通過開發卷包車間SPC系統,將煙廠制絲、卷包、動力實時數據均在MES中進行集成,并以實時判定方式進行呈現,可以為后續實施全面質量管理的進行支撐。
參考文獻:
[1] 張弛.HC公司生產管理流程改進研究[D].北京:首都經濟貿易大學,2018.
[2] 寇建立,孫建華.基于J2EE輕量級框架的能源管理系統設計[J].電腦編程技巧與維護,2019(3):101-102,112.
[3] 鞠翠.MES對過程控制系統的數據采集[J].中國高新區,2018(9):220.
【通聯編輯:梁書】
猜你喜歡
中小學信息技術教育(2021年8期)2021-09-10 17:59:45
中小學信息技術教育(2021年4期)2021-06-06 04:36:26
甘肅教育(2020年18期)2020-10-28 09:06:02
河南水利年鑒(2020年0期)2020-06-09 05:43:44
活力(2019年21期)2019-04-01 12:16:40
消費導刊(2018年8期)2018-05-25 13:20:02
消費導刊(2017年20期)2018-01-03 06:27:29
中國公路(2017年10期)2017-07-21 14:02:37
中國公路(2017年10期)2017-07-21 14:02:37
中國衛生(2015年7期)2015-11-08 11:10:00
