變頻主軸通過電動推桿實現自動換檔分段調速的一種方案
2021-04-26 13:59:20宋鵬飛
探索科學(學術版) 2021年1期
宋鵬飛
通用技術集團大連機床有限責任公司 遼寧 大連 116620
數控車床最經濟的一種主軸配置方式是普通三相異步電動機配齒輪箱變速箱,實現有級調速,電動機始終工作在工頻下,主軸轉速范圍不大,不適合有色金屬和需要頻繁變換主軸速度的加工場合,也就無法滿足客戶對零件加工的需求。為了確保數控車床主軸低速時有較大的轉矩和主軸的變速范圍盡可能大,有的數控車床在交流變頻電機或直流電機無級變速的基礎上配以齒輪變速,使之成為分段無級變速,這就是數控機床的模擬主軸。為了在自動方式程序執行中就能夠實現檔位的變換,而不需要停止程序手動換檔,機械上采用電動推桿自動換檔來實現各個檔位的轉換。
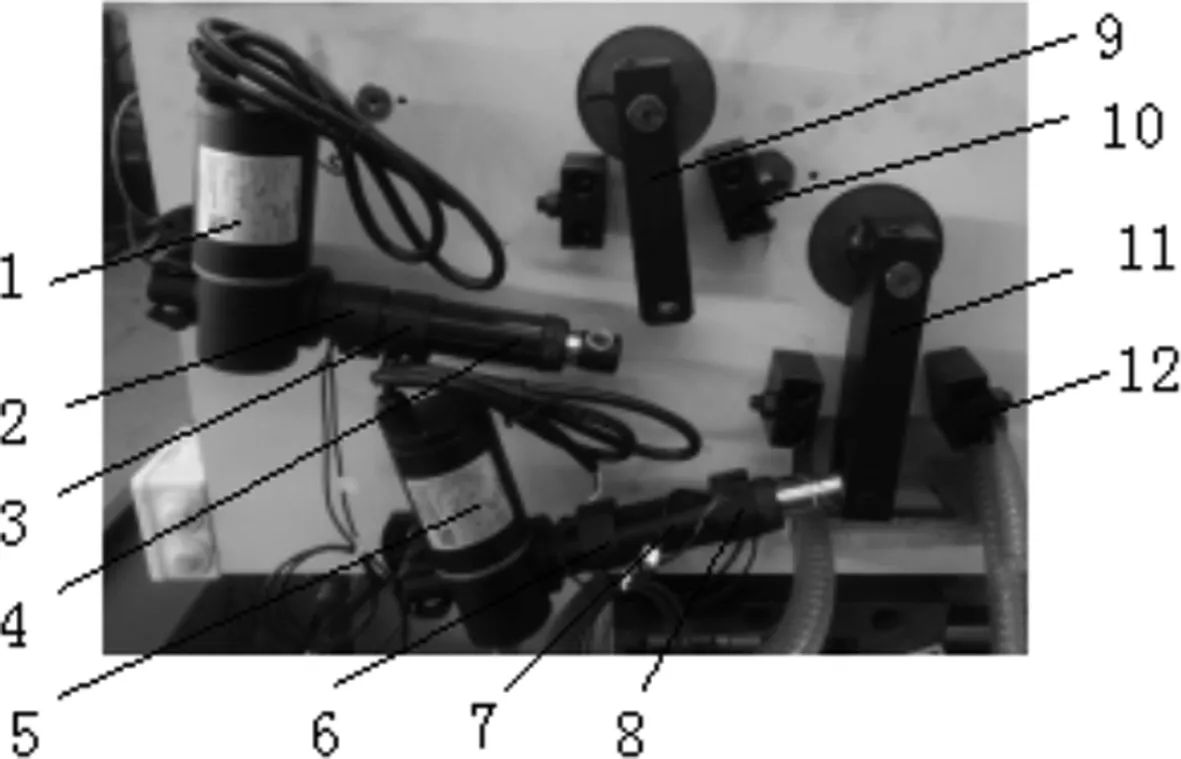
一、電動推桿的結構
1線性電機M1
2檔位開關SQ1
3檔位開關SQ2
4和7推桿
5線性電機M2
6檔位開關SQ3
8檔位開關SQ4
9和11搖桿
10和12限位塊(各兩件)
二、電動推桿的動作
根據機械床頭箱里齒輪的齒數變比,通過Ⅱ軸、Ⅲ軸降速傳遞,使主軸有三檔速度轉換(三個檔位已滿足主軸轉速范圍需求),再通過數控系統改變變頻器的0-10V的模擬量輸入,實現主軸各檔內無級調速。三檔速度的轉換,是通過兩個線性電機驅動絲桿模塊進行檔位轉換,當檔位轉到位時,電動推桿上對應的行程開關開點閉合,就表示自動換檔成功。線性電機M1和M2都有正反轉,當主軸的速度處于Ⅰ檔時,由數控系統M輔助代碼執行Ⅱ檔或Ⅲ檔,這時M1電機正轉;當當前主軸的速度處于Ⅱ檔或Ⅲ檔時,由數控系統M輔助代碼執行Ⅰ檔,這時M1電機反轉。當當前主軸的速度處于Ⅰ檔或Ⅱ檔時,由數控系統M輔助代碼執行Ⅲ檔,這時M2電機正轉,反之,M2電機反轉。在自動換檔過程中,為了使齒輪更好的嚙合,主軸電機帶動的傳動機構需要做低速正反轉的擺動,擺動周期和電動推桿的用時相匹配,時間不宜過長。
三、電動推桿自動換擋實現分段無級調速
主軸三檔自動轉換由FANUC數控系統執行M輔助代碼來完成,用M41表示Ⅰ檔,用M42表示Ⅱ檔,用M43表示Ⅲ檔,PMC程序中用這三個輔助代碼的信號地址根據電動推桿的動作來控制M1和M2電機的正反轉。FANUC系統的齒輪檔位信號為GR1(地址是G28.1)和GR2(地址是G28.2),只有當電動推桿自動換檔到檔位上,即檔位開關SQ1-SQ4的通斷狀態與主軸各檔位相匹配,用這些狀態來觸發系統的不同檔位的齒輪選擇信號GR1和GR2,然后在每個檔位對應的系統參數中設置每個檔位最大的主軸轉數,這樣就實現主軸在各檔內無級調速,即分段調速,段內無極變速。檔位開關控制的齒輪選擇信號的PMC程序見梯形圖。4個檔位開關與主軸各檔位的對應關系見表,FANUC系統齒輪選擇信號與主軸檔位以及最大主軸轉速參數對應關系見表。
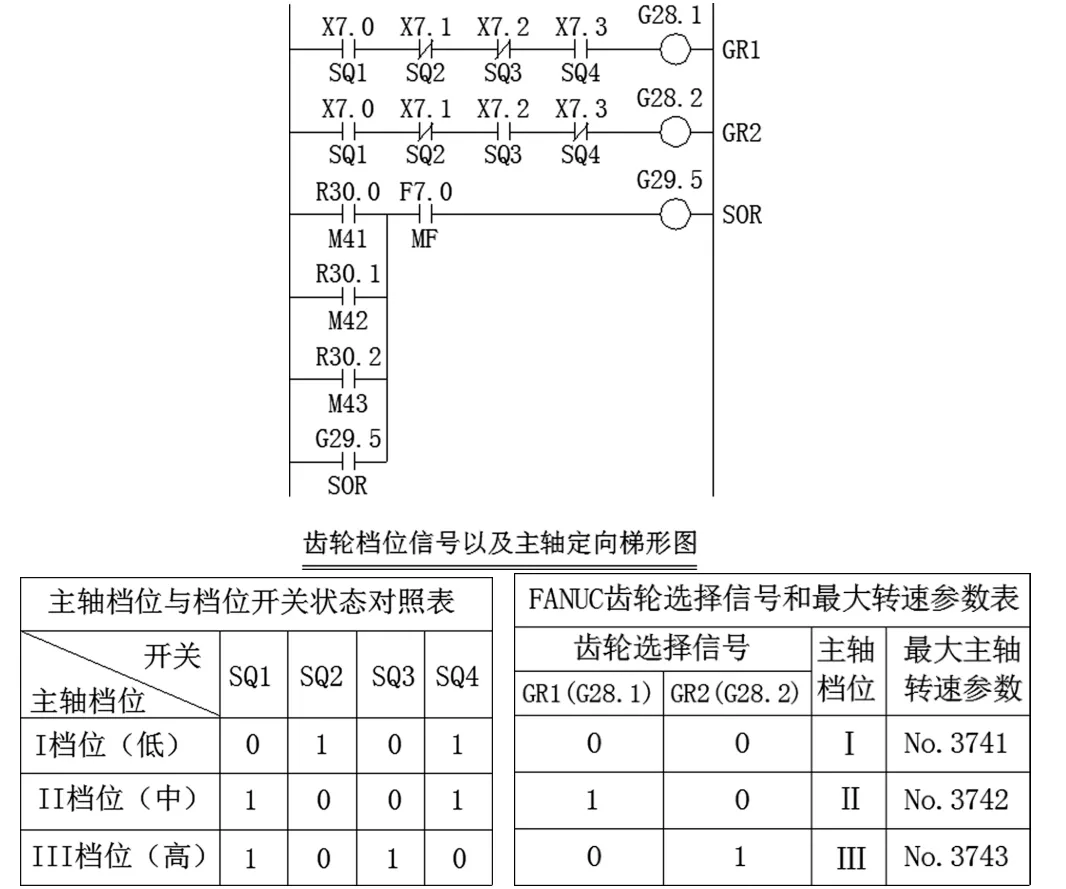
在自動換檔過程中,為了使齒輪更好的嚙合,主軸電機帶動的傳動機構需要做低速正反轉的擺動。擺動速度由FANUC主軸定向信號以及相對應參數來實現,主軸定向信號SOR地址是G29.5,這是主軸以一定速度旋轉的信號。主軸定向信號對應的主軸轉速參數No.3732,將參數里值設為1-6中的一個值,當系統執行M41-M43中的任一輔助代碼自動換檔時,主軸定向信號G29.5被置為1,主軸就會以參數No.3732里設的數值低速旋轉。PMC程序見梯形圖。
四、結語
用電動推桿實現自動換檔,機械結構簡單且可靠,操作也方便容易,提高了加工效率。主軸電機經過齒輪床頭箱的變速和系統模擬量的控制,主軸的無級調速,實現分段調速、段內無級變速的功能,使數控車床在恒功率切削的轉速范圍成倍擴大,在低速時具有更大的扭矩和切削能力,以滿足各種工況的切削,獲得最合理的切削速度,從而保證加工精度、加工表面質量及高的生產效率。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
制造技術與機床(2019年12期)2020-01-06 03:17:48
中國生殖健康(2019年3期)2019-02-01 06:12:26
制造技術與機床(2017年4期)2017-06-22 11:18:05
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
機械職業教育(2014年9期)2014-02-28 02:09:18
