合銅黃高速特大橋制造安裝工藝
2021-04-26 09:45:34呂正東桂文濤
城市道橋與防洪 2021年4期
關鍵詞:支架
呂正東,桂文濤,葉 順
(海波重型工程科技股份有限公司,湖北 武漢430207)
0 引 言
引江濟淮工程曾稱江淮運河,為溝通長江、淮河兩大水系的宏偉工程。本項目位于安徽省合肥市廬江縣柯坦鎮,江淮運河菜子湖段和合銅黃高速公路交叉處。
主橋內立面于-2.074%單向縱坡上,平面線形為圓曲線接直線。其中小樁號側引橋位于半徑R=4 994 m 圓曲線上,主橋位于圓曲線及直線段,大樁號側引橋位于直線段。
拱肋采用鋼箱截面,橋面外側左右兩道。主橋計算跨徑280 m,矢高58 m,矢跨比1/4.83,拱軸線線型為m=1.3 的懸鏈線。拱肋為提籃拱,拱腳橫向中心間距33.5 m,主拱肋橫向內傾8°(見圖1)。

圖1 合銅黃特大橋主橋布置圖
主橋橋面結構寬31.0 m,橋面布置為:1.45 m(吊桿區)+0.9 m(檢修道)+a(護欄調整區)+0.5 m(護欄)+11.25 m(行車道)+2.0 m(中分帶)+11.5 m(行車道)+0.5 m(護欄)+b(護欄調整區)+0.9 m(檢修道)+1.45 m(吊桿區)。
主橋鋼結構總重約7 655 t,拱肋最大構件起吊重128 t,橋面系最大構件最大起吊重24.6 t。
1 總體工藝部署
根據合黃銅高速特大橋的結構特點,重視制造精度,控制焊接變形是保障橋梁線形和尺寸正確性的關鍵。結合工廠已建和在建鋼箱拱橋制造方面的成功經驗,合黃銅高速特大橋鋼結構制造總體思路如下[1-3]:
1.1 制造及運輸
合銅黃特大橋項目制造及安裝工作涉及的橋梁主體主要分為鋼結構主拱圈和橋面系鋼混結合梁兩部分,主拱圈與鋼混結合梁橋面系之間采用鋼絞線吊索錨固連接。
(1)鋼結構橋面系制造:鋼結構橋面系進一步劃分為主縱梁、橫梁、小縱梁分段構件,按構件安裝順序分批進行原材料料復驗→零件下料→零件鉆孔→零件加工→單元件制作→單元件矯正→噴砂、涂裝第一道面漆→發運至橋位梁場→分段拼裝→拼接板配鉆→分段油漆補涂→標記標識工藝步驟進行(見圖2)。
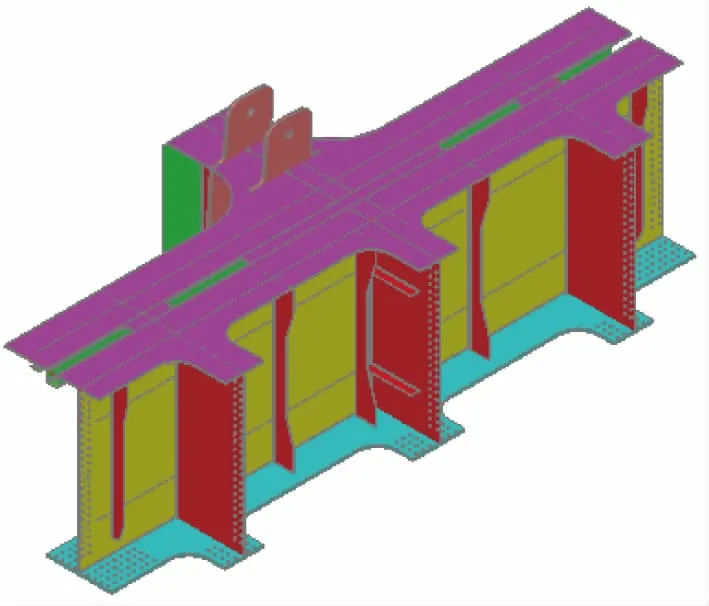
圖2 合銅黃特大橋鋼格梁構件示意圖
其中格構梁主梁、橫梁、小縱梁單元件階段在工廠內進行首輪試拼裝,在廠內完成噴砂、涂裝底漆、中間漆、第一道面漆后,存梁待發往安裝現場(見圖3)。
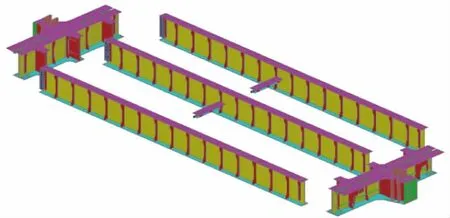
圖3 合銅黃特大橋鋼格梁預拼布置圖
(2)主拱單元制造:因主拱分段單件質量大,運輸至安裝現場難度大,在廠內劃分為頂板單元、底板單元、腹板單元、隔板單元、橫撐分段,按現場吊裝順序逐批完成材料復驗→零件下料→零件加工→工字鋼部件組裝→標準件分段制造→分段矯正→預拼裝→分段涂裝→標記標識工序,檢驗合格存放待發(見圖4)。

圖4 合銅黃特大橋主拱單元示意圖
(3)分段構件運輸:因本項目制造廠距離橋位安裝地點較遠,需對路、橋、隧等特殊位置限高、限寬、坡度、轉彎半徑等項目進行勘測、分析,擬定鋼鋼梁及零部件運輸路線,結合本項目運輸的梁段尺寸及重量相對應的選擇車型進行裝載,在梁段裝車前必須在裝載車輛的平板與單元件、單元件與單元件相接觸的位置鋪設墊木以防止單元件在運輸過程中與單元件和車輛平板直接碰撞,防止構件運輸過程中受損(見圖5)。

圖5 合銅黃特大橋構件運輸示意圖
(4)拱肋分段拼裝:本項目拱肋分段采用臥式拼裝法在橋位梁場分輪次進行匹配拼裝,其中為保證工期節點按時完成,拱腳段進行1+1 模式匹配,剩余拱肋分段按3+2 模式進行拼裝(見圖6)。
拱肋拼裝順序為:腹板單元件上胎架定位→橫隔板單元件定位(錨箱隔板定位)→頂、底板單元件定位→腹板單元件定位→配鉆頂、底、腹縱肋拼接板→裝焊附件(臨時吊耳)→整體焊接→翻身焊接→矯正→裝焊附件(臨時吊耳),見圖7。
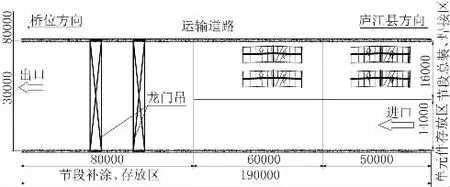
圖6 合銅黃特大橋主拱拼裝布置圖(單位:mm)

圖7 合銅黃特大橋主拱拼裝示意圖
1.2 橋位安裝工藝
本項目工地安裝總體采用支架吊裝法實施,采用先梁后拱的施工方案。即先安裝架設橋面系,再安裝主拱肋,待拱肋支架拆除后安裝預制板,然后安裝吊索,精確調整索力及線形后,拆除橋面系支架。
(1)橋面系安裝:臨時支架布置前復測橋位永久支墩標高,根據預定架設方法結合實測數據進行實地調整,確保臨時支架能準確安裝在預期地點,提供后期橋梁主結構件安裝條件(見圖8)。

圖8 合銅黃特大橋橋面鋼構件安裝布置圖
橋面系鋼主梁從拱腳兩端向跨中側方向依次吊裝吊裝,吊裝過程中完成橫梁與橫梁、主梁間焊接及橫梁間的小縱梁吊裝、沖釘定位、高強螺栓連接(邊跨預吊離分段采用普通螺栓連接,最終就位后采用高強螺栓連接),主梁合攏待肋間橫撐安裝后進行,安裝6 個節段以上后,臨時邊跨部分梁段,作為施工便道。期間橋面預制板在不影響拱肋支架架設的前提下同步安裝,為預留拱肋臨時支架通過孔洞,拱肋臨時支架位置橋面預制板先不安裝。
(2)拱肋安裝:安裝前復測拱腳安裝著落點實際標高,搭設拱肋臨時支架構件,吊裝定位拱腳段。從拱腳段往拱頂段對稱吊裝,精調后焊接節段間的環縫、高強螺栓連接,主拱合攏,安裝拱肋檢修通道,安裝避雷針支架(見圖9)。

圖9 合銅黃特大橋主供安裝布置圖
(3)支架卸載:待拱肋合龍段吊裝完成后,復測拱肋各項幾何數據,確認滿足階段性要求后進行拱肋支架卸載,拆除拱肋臨時支架,進行橋面系拱肋支架預孔洞位置預制橋面板安裝(見圖10)。

圖10 合銅黃特大橋主供支架卸載示意圖
復測橋面標高,依次由邊跨向中跨,自上而下安裝主供與橋面系之間吊索,并完成吊索第一次張拉,再次進行標高數據復測,確認滿足要求后卸載拆除橋面系底部臨支架。精調索力及線性,完成驗收(見圖11)。

圖11 合銅黃特大橋橋面系支架卸載示意圖(單位:mm)
2 重難點分析及控制措施.
2.1 重難點分析
主橋所有鋼構件采用陸路運輸至橋址,拱肋拱腳節段重128.1 t,拱腳定位的精度決定了拱肋的整體安裝線形,拱肋的線型決定了成橋線型,拱肋吊桿隔板和橋面主梁吊點耳板角度的控制決定了鋼絞線吊桿的安裝質量,制造時的角度控制要求高,為滿足結構承載要求,本橋采用的板厚相對較厚,收縮大,焊接不易控制,直接關乎橋面系的線型控制,故以上為本項目重難點。
2.2 重難點控制措施
2.2.1 主拱拱腳安裝定位
(1)拱腳段安裝時通過在拱腳側承臺處設置定位預埋件,拱頂側搭設格構柱支架,并在拱腳預埋件和拱頂支架設置千斤頂調整里程、高程及橫向位置精度;
(2)配備專業測量人員,采用全站儀進行測量,確保控制網投測精確,保證拱腳段安裝位置精確;
(3)拱腳定位安裝后通過在拱腳四周搭設勁性骨架與格構柱支架設橫聯支撐,保證拱腳定位后的穩定(見圖12)。
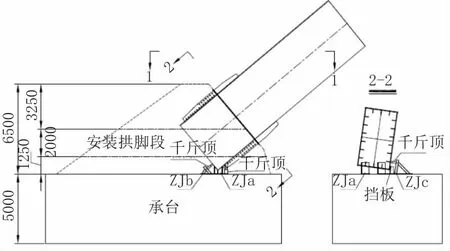
圖12 合銅黃特大橋主供定位示意圖(單位:mm)
2.2.2 拱肋制造線形控制
(1)拱肋線型結合設計院和監控單位提供的預拱度精確放樣;
(2)拱肋頂、底、腹板均采用數控切割機精確下料,保證零件線型精確;
(3)拱肋制造采用“短線法”進行臥拼,保證拱肋節段制造線型精確;
(4)拱肋制造時縱肋匹配鉆孔,安裝時通過縱肋的匹配栓接保證拱肋的安裝線型精確;
(5)拱肋采用“短線法”進行臥拼匹配制造,繪制地樣線時以吊點隔板為基準定位,保證吊點隔板相對位置精確,同時輔以全站儀等設備,保證拱肋吊點線型精確;
(6)主梁分段以吊點為基準進行主梁標準件的制造,同時輔以定位工裝保證吊點耳板的安裝精度。
2.2.3 橋面系線形控制
(1)橋面系結合梁主梁頂、底、腹板均采用數控切割機精確下料,保證零件線型精確;
(2)采用標準件專用工裝胎架,嚴格控制標準件制作精度;
(3)橋面系結合梁標準件制造完成后,進行首輪預拼裝合格后方可出廠,保證結合梁制造線型精確;
(4)通過調整支架和吊索,同時,配備專業測量人員,采用全站儀進行測量,確保控制網投測精確,保證橋面系結合梁安裝精確。
2.2.4 結構件焊接
(1)正式施工前首先系統的開展焊接工藝評定等工作,優選出合適的焊接工藝;
(2)焊前對機具、坡口質量、焊材、鋼板是否預熱進行檢查,焊中對焊接工藝參數、層間溫度、焊接道數進行監控,焊后對外觀質量、焊后打磨、無損探傷等進行監控,確保本工程焊接施工受控。
(3)進場的焊工必須是持證上崗,焊前必須進行焊接考試。
3 結 語
本項目位于江淮運河菜籽湖段與合銅黃高速公路交叉處,該段為濟淮提供水源并兼顧巢湖生態引水,規劃為Ⅲ級航道。交叉處合銅黃高速公路現狀為路基段,路基寬度26m,雙向四車道,根據規劃航道的要求同時,也對本項目的實施提出了較高的要求,橋梁鋼結構分段多、焊縫多、安裝精度要求高,施工期間水上交通組織難度大等,對施工過程控制都提出了極高要求。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
海洋信息技術與應用(2020年3期)2020-08-24 07:25:10
中國臨床醫學影像雜志(2019年5期)2019-08-27 02:48:00
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造業自動化(2017年2期)2017-03-20 14:26:14
中國繼續醫學教育(2015年6期)2016-01-07 07:38:49
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20
航天器工程(2014年5期)2014-03-11 16:35:55
