熱塑性蜂窩板車廂關鍵制造技術研究與應用
2021-04-26 14:19:47于志剛邵毅明譚濤
汽車科技 2021年2期
于志剛 邵毅明 譚濤


摘? 要:熱塑性蜂窩板輕量化車廂在電動物流車上廣泛應用,針對生產制造中行業內普遍存在的漏雨、結構強度差、生產效率低等關鍵問題,分別從膠型選擇、結構優化、專用工裝等方面進行技術研究,打通了生產瓶頸,為熱塑性蜂窩板輕量化車廂推廣應用中可能會遇到的制造技術問題的解決提供參考。
關鍵詞:輕量化;車廂;制造技術
中圖分類號:U466? ? ?文獻標識碼:A? ? ?文章編號:1005-2550(2021)02-0033-05
Abstract: Thermoplastic honeycomb plate are widely used in electric logistics vehicles.,Based on the common problems in the industry, such as leakage, poor impact resistance and low production efficiency, they are studied from the aspects of glue type selection, structural optimization and special tooling., The research results break through the production bottleneck, and provided reference for manufacturing technology problems that may be encountered in the promotion and application of lightweight container.
Key Words: Lightweight; Container; Key Manufacturing Technology
引? ? 言
車廂輕量化技術的研究和應用對整車輕量化的意義重大[1]。歐洲地區作為公路運輸典范,很大程度預示了國內車廂的發展方向,近年來,在歐洲地區以蜂窩夾層板為代表的輕量化材料開始普遍運用于廂式車廂體的制造中。隨著我國電商物流競爭的日趨激烈,對廂式運輸車提出了更高要求,現代物流對車廂的要求呈現為輕量化、高強環保性,于是蜂窩板車廂在我國也陸續推廣應用起來。
樹脂蜂窩板材料主要有玻璃鋼蜂窩板和熱塑性蜂窩板,而熱塑性蜂窩板是新近發展起來的高效新型蜂窩板材料[2]。熱塑型蜂窩板具自重更輕、防水防潮、耐候性強、抗化學侵蝕性強、無異味、可循環再利用等優點,輕量化方面優勢顯著,在廂式電動物流運輸車中普遍采用,但在實際的研發、試制、生產過程中普遍存在的漏雨、結構強度差、生產效率低等難題,筆者從系統角度出發,兼顧特殊特性,從關鍵部件的設計、輔助工裝設計、膠型選擇三面研究,得出可行性的結論,并在實際生產中推廣應用。
1? ? 關鍵部件的優化設計
熱塑性蜂窩板為近年來新興應用于國內輕量化車廂生產制造中,在生產制造技術方面缺少可借鑒的經驗和行業積累,基于此成立了由設計、生產、質量、供應商等多部門協同的項目團隊,經特殊特性識別、潛在失效模式分析、試制實驗,將車廂頂板、雨檐、型材等3個部件識別為關鍵部件,并進行針對性的改進或設計優化。
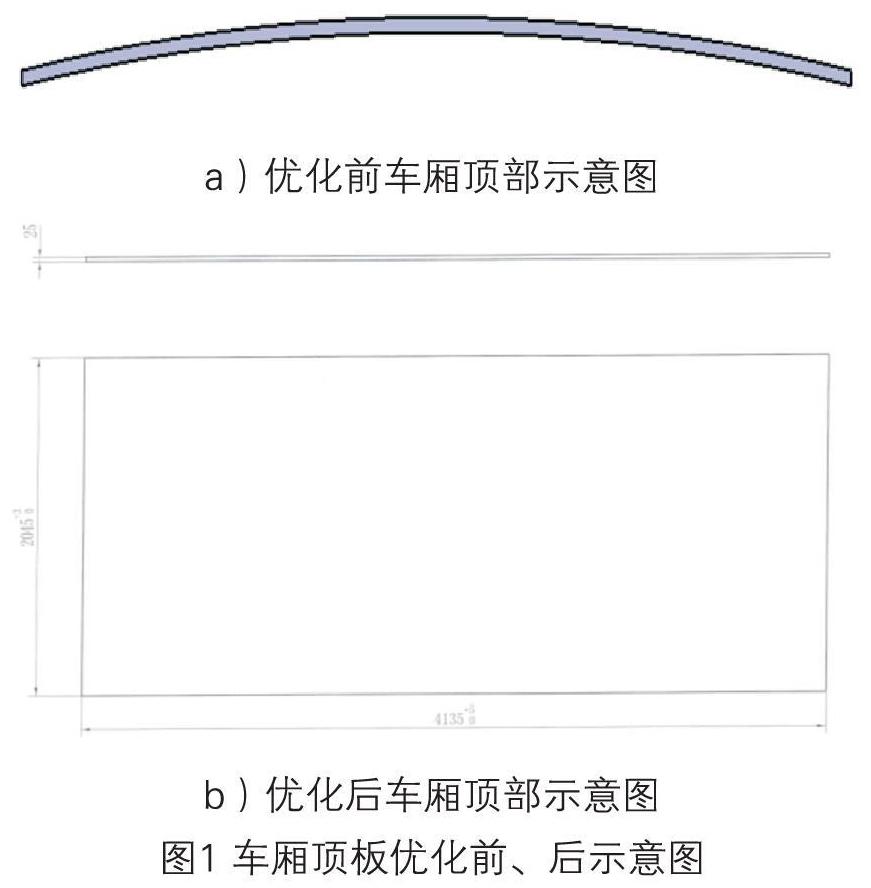
1.1? ?車廂頂板
考慮到導水和負載,一般傳統車廂頂板設計為拱形,考慮到熱塑性蜂窩板平面光滑,導水性好,且整板負載特性優良,優化后頂板結構為:四周整體為平面,取消拱形。優點:頂板安裝狀態與左右側板成直角形式,較老狀態(拱形)裝配可行性提高。配合頂板液壓工裝,有效提高裝配效率,降低裝配勞動強度。新頂板工藝性較之整改前的有很大的提高,頂板分裝及總裝減少工時>200min(分裝與總裝)。由于蜂窩板表面光滑、平面平整且不易變形,所以拱形改平面后對車廂頂部的排水無不良影響。
1.2? ?雨檐
車廂雨檐是雨水導流比較集中的區域,存在漏雨風險。將原搭接式雨檐改為整體式雨檐,雨檐與頂板安裝方式變為卡裝的形式,側面預留兩處排水孔 。優點:提高了貨廂整體強度;取消頂板與尾門框間隙用膠,用膠量大概減少600ml(老狀態用量大概900ml,新狀態用量大概在300ml );降低了雨檐漏雨風險;老狀態裝配人員:3人;新狀態裝配人員:2人(雨檐裝配總工時減少20min)。不足點:增加雨檐與頂板分裝工時:3min;增加雨檐與門框的對結工時,共預計增加5min。
1.3? ?型材
型材在蜂窩板結構車廂中起著主體結構的框架作用,通過結構膠、密封膠與板材連接固定,新結構增加型材倒角及拉槽。優點:倒角結構在立柱型材與板材安裝時起導向作用,提高裝配效率、降低勞動強度,節約工時約9min,通過型材倒角,使填充的密封膠下沉,形成導水槽,車頂積水可順延型材邊緣導入雨檐側面預留的排水孔,提升了車廂整體導水性能 ;拉槽結構能有效防止在裝配板材時結構膠被全部推到型材底部,提高膠與板材面的堆積量,使其粘貼強度提高,全面提升車廂的結構強度,進而提升車廂振動顛簸性能 ,增加膠與型材及板材接觸面積,加大密封面,使密封效果更好。
2? ? 輔助工裝設計
2.1? ?頂板總裝液壓裝配工裝[3]
未設計工裝前,頂板裝配時,將頂板附帶卡槽預裝在前板、左板和右板后由于膠體阻尼及零部件形體結構,頂板總成在裝配過程中裝配困難,需要借用外力(橡膠大錘等)才能裝配到位,整體裝配過程中費時費力,左右敲擊位置不一致,敲擊后目視已到位,但在進行內部鉚釘的裝配過程中可能出現頂板總成回彈情況,鉚釘鉚接后出現頂板的偏差,裝配后產品一致性差。
考慮到裝配過程中的受力特性,即受力較大、且需緩速平穩,顧設計一款液壓裝配工裝,如圖4,先將貨箱頂板總成預裝至前板、左板和右板后,再將預裝后的貨箱推至液壓工裝座下方,只需按下下壓按鈕即可,無需外力裝配,簡易,省時省力。
2.2? ?頂板分裝氣動裝配工裝[4]
頂板板材與型材(卡槽:用于板材之間的連接)裝配時,板材與型材連接過程中需人工進行裝配,但頂板的型材較長,左右兩側兩根型材均為4200mm左右,長度 較長,因此在人工裝入過程中需至少四個人且裝入過程中費時并存在產品一致性差等現象。
考慮到裝配過程中的受力特性,即受力較小、且可快速實施,顧設計一種頂板分裝氣壓工裝,如圖5,能減少勞動強度和縮減使用裝配人員,在保證產品質量的同時,防止零部件的回彈保證頂板內部鉚接的一致性。
2.3? ?右板裝配工裝[5]
通常貨箱總成在側板附件裝配過程中一般使用水平操作臺,在正面附件裝配完成后由人工進行翻面進行另一側面附件的裝配,由于貨箱板材尺寸較大、質量較大、翻轉過程中費力且存在劃傷板材和其余附件的風險,翻轉后的裝配過程存在板材與平臺接觸 面相對運動形成的劃傷等風險,另外,板材上附件的裝配沒有尺寸定位,裝配過程需要相關量具進行保證,費時且裝配一致性差。
考慮到右板裝配的復雜性,顧設計一種多功能工裝,圖6(1-附件固定桿,2-右板固定桿桿,3-頂桿,4-左側桿5-右側桿 ),將貨箱板擺放在工裝上,將外側、內側所有附件裝配位置尺寸固定,只需進行鉆孔裝配即可,無需進行翻轉和附件的測量定位,省時省力梯形結構,可兩側同時進行裝配,提升裝配效率; 板材在工裝上進行固定,其余零部件均進行定位,裝配過程中無需進行零部件的測量定位; 利用裝配空余位置,將需要裝配的零部件放在工裝上,零部件就近拿取裝配,節約裝配時間和空間。據生產裝配測時,未使用工裝之前裝配時間為100分鐘左右,使用該裝配工裝后裝配時間縮短至40分鐘以內,裝配零部件均進行了定位安裝,保證了產品質量和一致性。
3? ? 膠型選擇
由于熱塑性蜂窩板車廂與型材之間采用鉚接、螺接等形式,考慮到車廂防水及結構性能要求,均需要通過密封膠或結構膠實現,所以膠型的選擇至關重要。作為批量生產使用,在選擇用膠型好方面,成本和性能需要同時兼顧。通過大量的探索性實驗與驗證,最終將拉伸和前切力作為選擇膠型的兩項重要指標,所選列的實驗數據見表1、表2,從表中數據可以看出,**牌2501(改性硅烷膠)在拉伸力和剪切力方面性能優越,但成本較高,**牌(PU聚氨酯膠)在剪切力方面與**牌2501(改性硅烷膠)相當,且價格比較便宜,經綜合考慮,最終選擇**牌(PU聚氨酯膠)作為結構膠使用,**牌2501(改性硅烷膠)作為密封膠使用。
4? ? 淋雨試驗驗證
優化整改后的車廂隨機抽選20臺,按照QC/T4 449-19999《保溫汽車、冷藏汽車性能試驗方法》,分別進行了完工后的靜態淋雨和路試后的動態淋雨,結果如下:靜態淋雨,共淋雨80min,未見頂板、尾門雨檐、型材、右門板處漏雨或可疑跡象;動態20KM、50KM、100KM路試振動顛簸后淋雨,三次均未見漏雨現象或可疑跡象。
5? ? 結論
熱塑性蜂窩板車廂在電動物流運輸車上應用的廣泛并呈高速上升趨勢。筆者牽頭的項目團隊從三個方面探尋了熱塑性蜂窩板車廂關鍵制造技術,一是頂板、雨檐、型材等關鍵部件進行設計優化,二是增加輔助工裝設計,三是通過專項實驗選擇膠型,經批量生產驗證了可行性,大幅提高了生產效率,杜絕了出廠檢測漏雨問題,通過3年來的客戶使用反饋,未曾出現漏雨問題且結構強度較先期有了明顯提升。
熱塑性蜂窩板車廂實際應用到某3360軸距電動物流車結果表明,較傳統鐵廂輕25.6%,續航里程提升5%-8%,持續批量生產驗證表明,一次淋雨合格率從65%提升到95%以上。后續項目團隊將開展在結構強度和振動性能方面的量化指標試驗和對比性改進驗證,從而進一步提升熱塑性蜂窩板車廂關鍵技術研究與應用水平。
參考文獻:
[1]王亮亮,郁煥敬,李.車廂輕量化技術的研究與應用[J].汽車制造業,2018,12:36-37.
[2]鄔世鋒. 廂式車輕型蜂窩板性能研究及應用[J].專用車,2015.05:82-84.
[3]郭亮,于志剛,但波,譚濤,吳煒坤,楊其林.干貨箱裝配液壓工裝:中國,CN2017 20602291.0[P],2017-12-12.
[4]郭亮,于志剛,但波,譚濤,吳煒坤.干貨箱頂板分裝氣壓工裝:中國,CN201720601712.8 [P],2018-01-02.
[5]于志剛,郭亮,吳煒坤,譚濤,但波.干貨箱右板裝配工裝:中國,CN107053051A[P],2019-01-18.