橋式抓斗卸船機前大梁撓度修復工藝
2021-04-27 09:19:22方夢庚
港口裝卸 2021年2期
方夢庚
茂名廣港碼頭有限公司
1 引言
橋式抓斗卸船機因其技術成熟可靠、對物料和船型適應性好、作業機動靈活和維修工作量小等優點,廣泛用于港口碼頭散貨卸船作業中。由于復雜的作業工況和高利用率運行,橋式抓斗卸船機金屬結構尤其是前大梁,在使用一定年限后會出現不同程度的下撓變形,影響小車運行機構正常作業,給卸船機安全生產埋下隱患。因此,對于結構撓度變形的卸船機,必須對前大梁結構進行撓度修復。
在起重機箱型梁撓度修復問題上,韓育文[1]對橋式起重機主梁撓度的應修標準進行了探討,通過分析主梁撓度產生的原因,提出了撓度修復的具體措施。徐嘉樂等[2]提出了一種橋式起重機橋架鋼結構變形的修復工藝,通過火焰矯正法對大梁橋架進行變形矯正,從而使橋架上拱度達到設計要求。何偉權[3]介紹了龍門起重機橋架下撓度修復的常用方法,并結合實際應用分析了橋架修復帶來的經濟效益。
本文以廣州港某橋式抓斗卸船機為例,介紹一種基于外力張拉、火攻矯正和腹板加固定形的復合修復工藝,實現不拆卸大梁狀態下卸船機前大梁的撓度修復。該撓度修復工藝在確保設備安全前提下,以較小的成本延長了設備的使用壽命,對大型起重裝備金屬結構的撓度修復具有較好的參考價值。
2 卸船機前大梁撓度變形
廣州港新沙港務公司1號橋式抓斗卸船機額定卸船效率為850 t/h,已投入使用超過23年,累計運行時間超過6.7萬h。近10年來。該卸船機平均利用率在50%以上,屬于利用率高位運行。隨著使用時間的增加,該卸船機整機金屬結構存在不同程度的腐蝕、變形現象,尤其是前大梁下撓變形明顯(見圖1)。
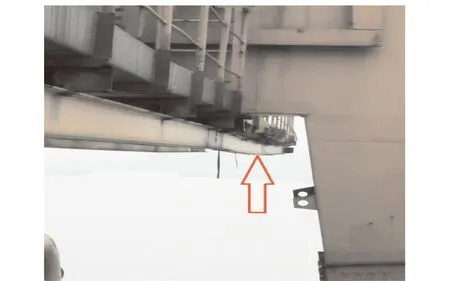
圖1 卸船機前大梁下撓變形
為全面準確掌握卸船機前大梁的下撓變形情況,在前大梁上以大梁鉸點為起點,向海側每隔2.5 m標記1個測點,并用阿拉伯數字1~11依次進行編號(見圖2)。
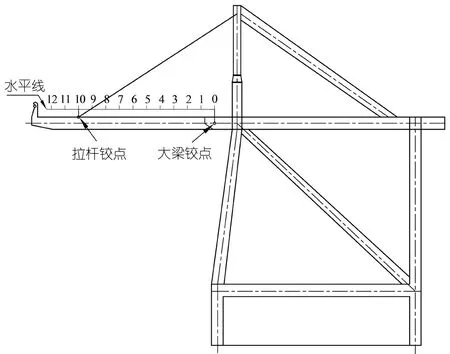
圖2 前大梁撓度測點位置示意圖
在豎直方向上,以大梁鉸點處前大梁上表面為參考高度,非作業工況下,卸船機前大梁左右兩側各測點的水平度檢測數據見表1。

表1 前大梁左右兩側各測點的水平度檢測數據
根據《通用橋式起重機》(GB/T14405-2011)、《起重設備安裝工程施工及驗收規范》(GB50278-2010)等國家相關標準,橋式抓斗卸船機出廠時,在非作業狀態下,前大梁的預拱度為(1.4~1.6)S/1000 mm(S為前大梁有效工作懸臂長)。由表1可知,前大梁的大梁鉸點至拉桿鉸點段撓度均為負值,其中右側測點6的最大下撓度達-51 mm,不符合起重機箱梁上撓要求,起重機前大梁必須進行維修、更換,或報廢。
3 撓度修復方案及施工工藝
鑒于1號橋式抓斗卸船機使用年限長,整體更換前大梁費用高、工期長,故采用維修方案。撓度修復總體方案為:調整大梁拉桿長度,使拉桿鉸點處左右兩側大梁處于同一水平;采用外力張拉、火攻矯正和腹板加固定形的工藝進行卸船機前大梁撓度修復。具體施工工藝如下:
(1)調整拉桿長度,使得左右兩側拉桿鉸點處大梁面在同一水平度上,且調整后拉桿處的梁面高度不小于鉸點處的梁面高度。
(2)在梯型架頂部掛10 t手拉葫蘆4個(兩邊大梁各對應2個),手拉葫蘆與大梁需調整段中部連接(見圖3)。為防止大梁旁彎,兩大梁間使用活動鋼性撐桿連接,間隔5 m。

圖3 手拉葫蘆拉伸位置示意
(3)拉緊手拉葫蘆,將前大梁抬高,并保持左右兩側前大梁在同一水平面上。
(4)用兩把專用烤槍對前大梁左右兩側腹板同時加熱,考慮到加熱變形的影響,加熱位置在箱梁圈筋處最為適宜。加熱溫度由溫控儀測得,具體控制在500~600 ℃,鋼板為褐色狀態。同時,在前大梁腹板加熱過程中需及時調整手拉葫蘆張緊度,使其始終保持向上的力不變,待修復完成腹板冷卻后松掉葫蘆。
(5)待前大梁撓度修復完成后,在前大梁左右兩側內底部加縱向加強筋2條(70×70角鋼),加筋位置為兩側腹板的延伸處(見圖4)。
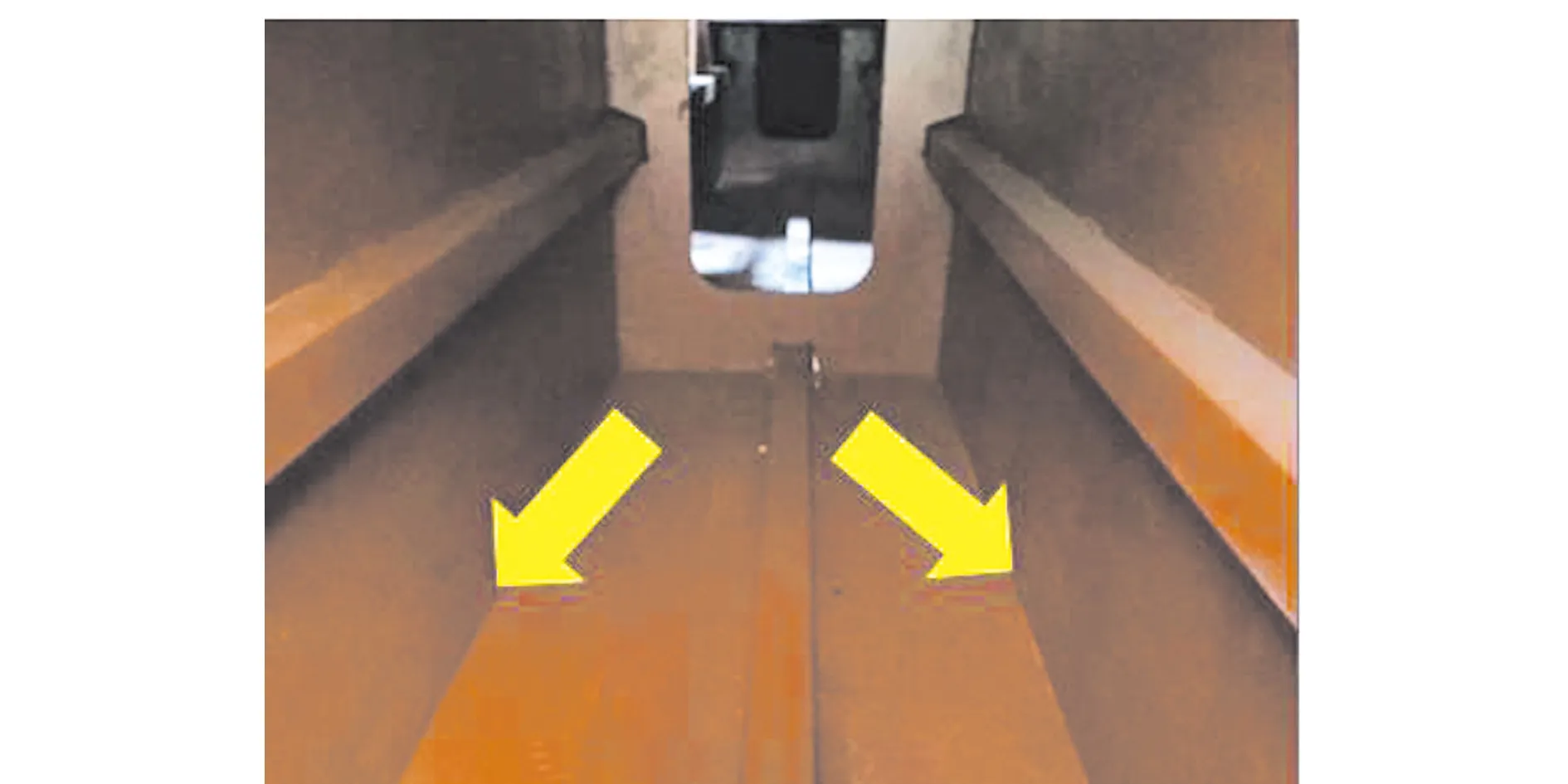
圖4 大梁內底部加縱向加強筋位置示意
4 撓度修復實施效果
廣州港新沙港務公司1號橋式抓斗卸船機前大梁撓度修復施工完成時,前大梁左右兩側1~11號測點的水平度檢測數據見表2。經過半年使用,1號卸船機前大梁的撓度檢測數據見表3。
從表2和表3可以看出,1號橋式抓斗卸船機前大梁撓度修復后,前大梁撓度檢測數據正常。對比修復施工完成時與半年使用后的檢測數據可以發現,前大梁撓度經過半年的使用基本未發生變化,說明通過增加縱向加強筋,前大梁剛度有明顯提升,卸船機金屬結構的安全性得到較大提升。
此外,在修復施工使用半年后,卸船機前大梁火攻和加固部位未出現變形、開裂等現象,起升小車運行正常,完全達到起重設備箱形梁檢測規范要求。

表2 修復施工后前大梁各測點的水平度檢測數據

表3 半年使用后前大梁各測點的水平度檢測數據
5 結語
廣州港新沙港務公司1號橋式抓斗卸船機的前大梁撓度修復,有效解決了卸船機前大梁下撓變形問題,以較小的成本恢復設備性能,在確保設備安全的前提下延長了設備的使用壽命,可為大型起重機金屬結構的撓度修復提供借鑒。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
