淺談車門外板水切凹坑面品問(wèn)題解決
2021-05-06 07:09:14劉斌秦劍陳紹毅浙江吉智新能源汽車科技有限公司
鍛造與沖壓 2021年4期
關(guān)鍵詞:工藝
文/劉斌,秦劍,陳紹毅·浙江吉智新能源汽車科技有限公司
汽車外觀精細(xì)感知程度要求越來(lái)越高,對(duì)沖壓?jiǎn)渭蔡岢隽饲八从械奶魬?zhàn),我司生產(chǎn)的一款車門局部光影不順問(wèn)題凸顯,急需盡快整改。使用8D 的問(wèn)題解決方法,組建多方論證小組,使用魚(yú)骨刺圖工具快速鎖定問(wèn)題真因,保證此問(wèn)題快速解決,從而提升整車精細(xì)感;通過(guò)反省問(wèn)題過(guò)程,制定預(yù)防對(duì)策,防止類似問(wèn)題發(fā)生。
汽車保有量越來(lái)越大,為了提升整車產(chǎn)品的競(jìng)爭(zhēng)力,板材外觀精致感急需提升至完美狀態(tài)。本篇文章以我司某款車型車門外板為例,以苛刻/質(zhì)疑的眼光提出水切部位凹坑問(wèn)題,并使用8D 的方法思路快速消除此問(wèn)題,為今后解決此類問(wèn)題提供參考。
問(wèn)題描述
如圖1 所示,某款車型前車門水切部位光影不順,存在局部凹坑,整車精致感極差。通過(guò)手觸/油石打磨板材單件,左右前門外板均發(fā)現(xiàn)對(duì)應(yīng)部位面品凹坑,此問(wèn)題單件/白車身Audit 評(píng)價(jià)定義為B 級(jí)。
原因分析
組建3 ~5 人的多方論證小組共同梳理左前門外板沖壓過(guò)程,集中開(kāi)展3 輪次頭腦風(fēng)暴,反復(fù)對(duì)過(guò)程變差因素討論、現(xiàn)場(chǎng)過(guò)程跟蹤確認(rèn),通過(guò)對(duì)人、機(jī)、料、法等幾個(gè)方面識(shí)別過(guò)程中變差因素,使用魚(yú)骨刺圖工具進(jìn)行羅列并排查影響,鎖定問(wèn)題產(chǎn)生原因,如圖2 所示。
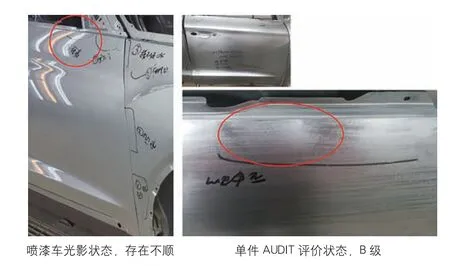
圖1 實(shí)際問(wèn)題
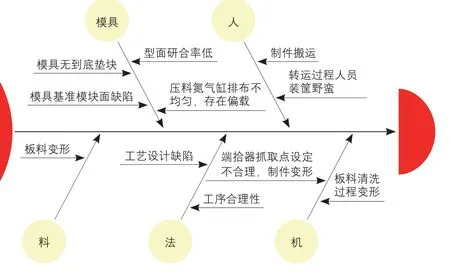
圖2 魚(yú)骨刺分析變差因素
因素篩查
通過(guò)魚(yú)骨刺圖工具識(shí)別變差因素,對(duì)識(shí)別的各個(gè)因素篩查如下。
(1)人員排查。
通過(guò)跟蹤現(xiàn)場(chǎng)工作過(guò)程,對(duì)操作人員標(biāo)準(zhǔn)作業(yè)手順/工位器具存放動(dòng)作識(shí)別,確認(rèn)無(wú)人為造成的制件面品凹坑問(wèn)題。
(2)機(jī)械手排查。
主要對(duì)機(jī)械手取放件高度、吸盤位置、送件位置進(jìn)行排查,要求取件高度控制在30 ~50mm、送件對(duì)中無(wú)明顯偏移、吸盤符型無(wú)強(qiáng)制單件變形問(wèn)題,通過(guò)對(duì)以上因素排查未發(fā)現(xiàn)問(wèn)題。
(3)板料排查。
跟蹤板料出庫(kù)下料、轉(zhuǎn)運(yùn)上機(jī)、在線清洗輸送、板料抓取等過(guò)程,確認(rèn)板料出庫(kù)到放置模具全程無(wú)變形問(wèn)題。
(4)模具工藝/結(jié)構(gòu)排查。
工藝成形過(guò)程排查:首先,車門外板工藝內(nèi)容為OP10 拉延→OP20 修邊→OP30 整形修邊分離→OP40翻邊,針對(duì)工序內(nèi)容組織小組內(nèi)討論并明確工藝風(fēng)險(xiǎn)點(diǎn)。討論結(jié)論為:缺陷部位翻邊位置未拉延到位,在OP30 進(jìn)行翻邊整形,工藝排布存在風(fēng)險(xiǎn)。之后,通過(guò)對(duì)現(xiàn)場(chǎng)OP10 ~30 工序制件狀態(tài)確認(rèn),OP10、OP20 均無(wú)面品凹坑,OP30 整形后單件對(duì)應(yīng)位置問(wèn)題復(fù)現(xiàn),如圖3 所示。

圖3 OP10、OP30 對(duì)比
模具結(jié)構(gòu)排查:(1)凸模基準(zhǔn)確認(rèn)。凸模基準(zhǔn)對(duì)應(yīng)位置型面排查,整體光潔、型面平順,基準(zhǔn)無(wú)問(wèn)題。(2)壓料板壓力源以及墊塊排布排查。工藝設(shè)計(jì)要求壓力源、墊塊均勻布置,對(duì)于受側(cè)向力部位需設(shè)置防側(cè)結(jié)構(gòu)。通過(guò)對(duì)OP30 模具結(jié)構(gòu)排查,壓力源布置均勻,不存在偏載,并且產(chǎn)生缺陷部位設(shè)置有氮?dú)飧准暗降讐|塊(圖4)。(3)壓料板對(duì)應(yīng)部位研合率確認(rèn)。為消除翻邊過(guò)程板料沿型面流動(dòng),壓料板對(duì)應(yīng)水切部位需保證強(qiáng)壓效果,且研合率要求達(dá)到95%以上。將OP20 制件上下表面涂布均勻藍(lán)油,放入OP30 模具型腔內(nèi),將閉合高度上調(diào)10 ~20mm,壓機(jī)動(dòng)作一次后查看上表面藍(lán)油狀態(tài),通過(guò)以上排查發(fā)現(xiàn)研合率存在不均勻問(wèn)題,如圖5 所示。
原因鎖定
通過(guò)以上篩查,車門外板水切部位凹坑問(wèn)題原因鎖定如下。
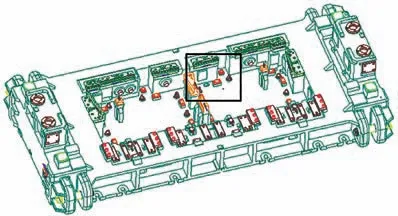
圖4 OP30 模具結(jié)構(gòu)

圖5 研合率存在不均勻問(wèn)題
(1)OP30 模具整形工序壓料板研合不均勻,強(qiáng)壓效果不良。
(2)工藝設(shè)計(jì)存在缺陷,參考現(xiàn)有成熟工藝,拉延采用淺成形+整形或一次拉延到位設(shè)計(jì),由于工藝更改涉及長(zhǎng)周期/高成本投入,不做糾正整改。
對(duì)策制定及實(shí)施
多方論證小組對(duì)問(wèn)題真因剖析并結(jié)合以往整改經(jīng)驗(yàn),具體對(duì)策為。
(1)凸模基準(zhǔn)部位進(jìn)行冷補(bǔ)焊,凹坑部位做0.2mm 隆起,使板材呈現(xiàn)反變形趨勢(shì),對(duì)隆起部位手工修順過(guò)渡。
(2)對(duì)OP30 缺陷部位壓料板進(jìn)行補(bǔ)焊,缺陷部位進(jìn)行局部強(qiáng)壓0.2mm 處理,調(diào)試壓機(jī)粗研合去壓傷,生產(chǎn)壓機(jī)上進(jìn)行精研調(diào)試出件,如圖6 所示。
整改效果驗(yàn)證
通過(guò)以上整改措施,經(jīng)過(guò)3 個(gè)班次生產(chǎn)穩(wěn)定性驗(yàn)證,整改效果如圖7 所示,前車門水切部位油石打磨連貫/手觸無(wú)明顯手感,每批次600 臺(tái)份制件狀態(tài)穩(wěn)定一致,涂裝涂漆后效果良好,達(dá)成預(yù)期更改目標(biāo)。
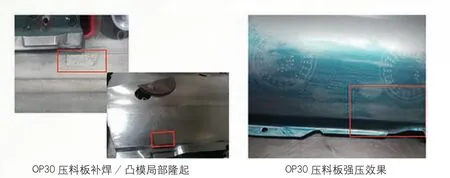
圖6 具體對(duì)策及實(shí)施

圖7 整改結(jié)果
標(biāo)準(zhǔn)化及反省
為防止類似問(wèn)題重復(fù)發(fā)生,問(wèn)題管理實(shí)現(xiàn)PDCA管理,對(duì)我司車門外板開(kāi)發(fā)過(guò)程標(biāo)準(zhǔn)化及反省進(jìn)行控制。
(1)車門外板水切部位采用拉延一次到位或淺整形工藝,設(shè)計(jì)階段即消除此類問(wèn)題風(fēng)險(xiǎn)。
(2)模具加工數(shù)據(jù)審核階段,水切部位作為點(diǎn)檢項(xiàng)目,預(yù)留0.2mm 研合強(qiáng)壓量,工藝階段即開(kāi)展問(wèn)題預(yù)防,減少后期成本投入。
結(jié)束語(yǔ)
利用8D 的問(wèn)題解決思路,組織多方論證小組開(kāi)展頭腦風(fēng)暴,使用魚(yú)骨刺圖工具識(shí)別真因,最終找到了車門外板水切凹坑的問(wèn)題原因,并制定實(shí)施了直接有效的整改方案,快速提升了單件及整車精細(xì)感。此外,8D 思路中還需考慮問(wèn)題閉環(huán)管理,通過(guò)對(duì)問(wèn)題解決過(guò)程反省,制定預(yù)防對(duì)策,完善標(biāo)準(zhǔn)化體系流程,防止類似問(wèn)題的再次發(fā)生。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
