基于光電傳感器的模具廢料監測系統設計
2021-05-06 03:03:26李麗芳羅家兵
模具工業 2021年4期
關鍵詞:信號
李麗芳,羅家兵,陳 陽
(上汽通用汽車有限公司,上海 201208)
0 引 言
某車間的自動化沖壓生產線生產前門外板時,廢料線堵塞。經排查,發生堵塞的原因是廢料長度超過了廢料線的運載極限。前門外板的廢料分為二級,首先整體切下,廢料長度約1 500 mm,為一級廢料;因廢料線運載能力為700 mm,需再將廢料分段切開成二級廢料,如圖1所示。該前門外板修邊模上模完成切斷回退過程中將二級廢料帶起,導致廢料滑落不順暢,將一級廢料墊偏。墊偏的一級廢料不斷堆積,將擋桿擠斷,一級廢料沒有經過分段切開直接掉入廢料坑。
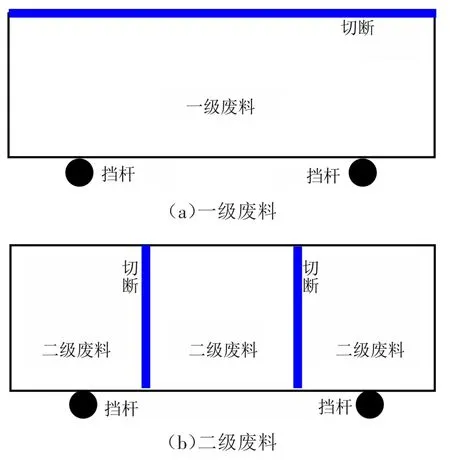
圖1 前門外板廢料
趙丹等利用Admas軟件進行運動仿真模擬,提前預測可能存在的廢料滑落不暢問題[1]。彭本棟在模具設計階段利用DynaForm軟件模擬了汽車翼子板修邊廢料下滑過程中的狀態,提前識別廢料下滑不暢的風險點,針對問題點優化了修邊工藝方案,保證廢料下滑順暢[2]。張應生針對沖模廢料滑落問題,結合理論分析及現場實際狀態進行深入研究,針對模具典型位置,從前期工藝結構設計方面進行解析,提出解決方案,在模具設計初期預防廢料滑落不暢的問題[3]。何述平等設計了微型攝像頭配合光電傳感器對廢料滑槽進行監測的檢測系統[4]。唐士東等在模具左右側、上下側各設置1組光電傳感器,通過PLC編程實現廢料滑道的動態監控[5]。
上述前3項研究都是項目前期對廢料運動進行分析,沒有考慮模具現場的實際情況。第4項研究使用了微型攝像頭,成本過高。最后一項研究使用了2組傳感器,但大多數模具不具備在上、下側安裝光電傳感器的條件,且上、下側安裝的光電傳感器在模具邊緣處,無法監測到模具內部的堵料情況。在修邊模上安裝1組光電傳感器增加監測廢料,在堵料早期發現并處理,避免廢料堆疊引起的模具損壞。研究結果表明,該廢料監測系統可及時識別堵料狀態的信號,并將信號反饋給沖壓生產線,沖壓生產線接收到異常信號后停機,以便車間人員及時采取措施。
1 光電傳感器
光電傳感器是一種從發射器發射可視光線、紅外線等,并通過接收器接收檢測物體反射的光或識別遮光量的變化,從而獲取輸出信號的儀器。
光電傳感器由發射器的發光元件發光,并由接收器的受光元件接收光,主要有以下3種類型(見圖2):①反射型:發光元件和受光元件內置于1個傳感器放大器內,接收來自檢測物體的反射光;②透過型:發射器與接收器分離,當檢測物體進入發射器與接收器之間,發射器的光將被遮擋;③回歸反射型:發光元件和受光元件內置于1個傳感器放大器內,接收來自檢測物體的反射光,經反光板反射,由受光元件接收光,檢測物體時被遮光。
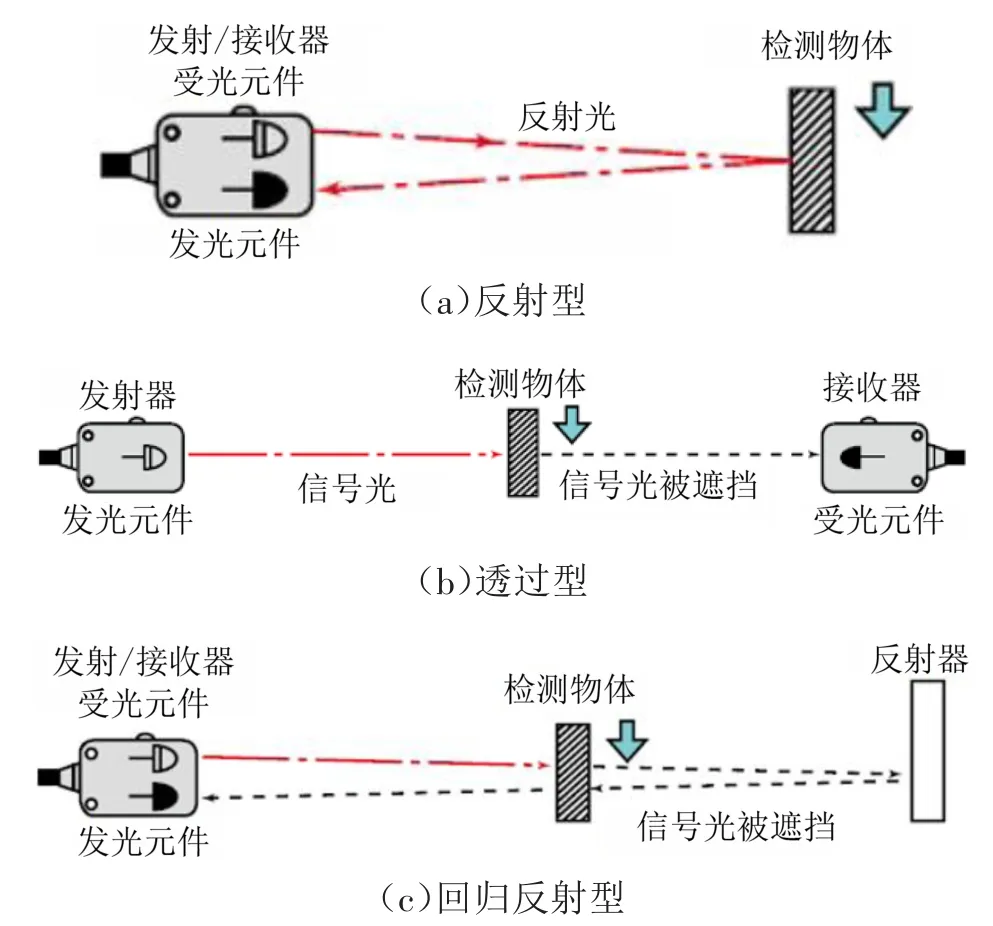
圖2 光電傳感器類型
檢測的物體是模具廢料,監測堵料和不堵料2種狀態。從工作原理分析,可以使用透過型和回歸反射型的光電傳感器,但透過型的受光元件和發光元件要分開安裝,需要2根連線,占用的安裝空間較大,且安裝精度要求較高,所以選擇回歸反射型的光電傳感器,只需要1根連線。
2 模具廢料監測系統的建立
2.1 修邊模工作原理
以某前門外板為例,成形該零件需要4道工序,分別為拉深、修邊、翻邊、側翻邊,需在有4臺設備的沖壓生產線上生產,修邊模放置在生產線的第2臺設備上。壓料板、上模刀塊與上模安裝于設備的上滑塊上,廢料刀、下模刀塊與下模安裝于工作臺上。修邊模開始工作前,上滑塊上升一定距離,機械手將拉深后的零件放在下模刀塊上。上滑塊下降一定距離后,壓料板將零件壓住,上滑塊向下運動,上模刀塊和下模刀塊共同作用將外圈廢料切除。上滑塊繼續向下運動,上模刀塊和廢料刀共同作用將外圈廢料切成幾段。小段廢料沿模具滑道滑到廢料坑的廢料線上,廢料線將廢料運送到指定地點。
2.2 選擇監測點
廢料只經過滑道,監測點只有設置在滑道周邊才有效。從工作原理分析,高度方向和水平方向都可以實現監測,且高度方向可選擇的監測點范圍大,在廢料面積范圍內都可選擇。但選擇高度方向時,發射/接受器和反射器其中之一需安裝在上模,另一個安裝在廢料滑道的背部,廢料滑道需要鉆孔,光電傳感器才能發揮作用。每個零件的廢料形狀不同,即使同一個零件,不同位置的廢料形狀也不同,廢料在滑出過程中容易卡在孔處發生堵料。
最終選定水平方向,將發射/接受器安裝在滑道的一側,反射器安裝在滑道的另一側,且與發射/接受器同軸,安裝位置盡可能在里面及下方,擴大光電傳感器作用范圍,如圖3所示。
2.3 建立監測系統
依據光電傳感器的信號控制沖壓生產線的動作,在模具與設備之間建立監測系統,如圖4所示。監測系統的工作原理如圖5所示。光電傳感器將監測到的堵料狀態信號傳給模具接線盒,接線盒將接收到的堵料狀態信號、其他傳感器監測的信號、零件號、模具號等信息傳給沖壓生產線,可編程邏輯控制器依據預先設定好的程序校對各種信號信息。信號正確則沖壓生產線正常運行,信號錯誤則發生錯誤的設備會報警,工人通過人機界面查詢錯誤的細節信息并采取相關措施。
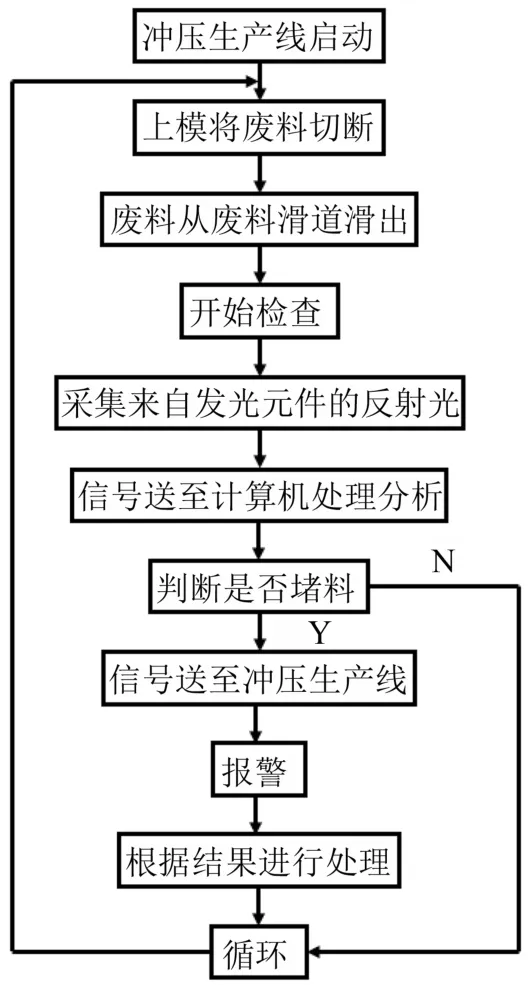
圖5 監測系統工作原理
3 試驗分析
模具中廢料順利流入廢料坑,光電傳感器反饋綠色信號給沖壓生產線,沖壓生產線正常工作;模具中廢料堵在模具滑道上,光電傳感器反饋紅色信號給沖壓生產線,沖壓生產線停止工作,如圖6所示。因為廢料滑落需要時間,上模完成修邊上升一段距離后,廢料才會掉入廢料坑,所以光電傳感器需設置延時功能,即上模完成修邊上升3~5 s以后,光電傳感器才將廢料狀態信號傳給設備。

圖6 現場應用
4 結束語
采用光電傳感器建立的廢料狀態監測系統可監測到沖模廢料狀態,解決了目前難以提前發現的模具中廢料堵塞問題,減少了模具因為堵料造成刀口崩刃的維修成本,避免在線維修模具導致的停機,目前該監測系統已在多副模具上實施。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
