汽車安全帶高強度螺栓表面處理技術應用及展望
2021-05-07 08:47:28余標華
南方農機 2021年8期
彭 龍 , 余標華
(1.同濟大學,上海 200092;2.奧托立夫(上海)汽車安全系統研發有限公司,上海 201807)
0 前言
安全帶是汽車被動安全中一個重要的組成部分,正確佩戴安全帶是車輛碰撞時保護車內乘員安全的最重要方法之一。當汽車在一定速度下發生碰撞或翻滾事故時,安全帶中的車敏和帶敏機構發生作用,能夠牢牢將人固定在座椅上,防止車上人員與汽車方向盤或者內飾件發生二次碰撞或者飛出車外,能夠起到很好保護乘員不受傷害的作用。汽車安全帶系統的固定點大量使用高強度螺栓連接,主要用于拉力和剪切力的傳遞,其對于車輛實現安全性能非常重要。如何防止螺栓腐蝕、生銹以及保護外表美觀是螺栓工藝需要考慮的重要課題之一。
目前,對于汽車安全帶螺栓,一般根據受力情況要求主要選用機械性能等級為8.8或10.9的M10或7/16的高強度螺栓。螺紋表面處理前公差應控制在2A或6g,鍍后控制到3A或6H,這就要求螺栓表面鍍層或涂層不宜太厚。另外,主要主機廠商要求的防腐蝕中性鹽霧試驗最低要求50h以上無紅銹,某些部位主機廠甚至要求480h以上無紅繡,所以螺栓表面處理對于安全帶及螺栓生產廠家也是一個越來越重要的課題[1]。目前安全帶系統高強度螺栓可以采用的表面處理技術有電鍍、電鍍鋅鎳合金、鋅鋁涂覆、電泳涂裝等。在安全帶系統的高強度螺栓實際應用中如何選取合適的表面處理技術,下面進行詳細介紹。
1 傳統處理技術
1.1 電鍍鋅
電鍍工藝一般利用電解的原理在工件基體表面鍍上一層金屬的方法,外觀為所鍍金屬色,中性鹽霧試驗要求一般大于24h。電鍍鋅技術從誕生以來已經應用幾十年,它是一種利用電解在工件表面形成均勻、致密、結合良好的鍍鋅層的傳統金屬涂層處理工藝。由于鋅自身金屬特性,在干燥空氣中不易被氧化,而在潮濕的環境下零件鍍鋅表面能產生一種堿式碳酸鋅薄膜,這種薄膜具有良好的抗腐蝕性能,能夠保護零件基體使其不會被輕易氧化或者腐蝕,即便鍍鋅層因為一些原因被破壞,經過一段時間后,鍍鋅層和鋼鐵基體會結合形成一種微電池,這種微電池會犧牲陽極的鋅從而使陰極的鋼鐵基體受到保護[2]。電鍍鋅技術有以下優點:
1)抗腐蝕性能優異,與基體結合細致均勻,腐蝕性液體或氣體不易進入其內部。
2)能長時間有效的保護基體,由于鋅層比較純,無論在酸性或堿性環境下都不易被腐蝕。
3)經鉻酸鈍化后形成各種顏色,可根據客戶要求挑選,銀色或黑色應用最多。
4)鋅鍍層具有良好的延展性,即使零件有幾處折彎,或在搬運時受到撞擊的情況下都不會脫落。
電鍍鋅技術也有兩個明顯缺點:
1)它的防腐蝕性能一般,其防腐蝕性能是電鍍或涂層中最低的,一般電鍍后的螺栓,可通過72h以內的中性鹽霧測試,也有通過采用特殊的封閉劑增加封閉工序,使得電鍍鋅后中性鹽霧試驗能達到200h以上,但是這樣操作會增加制造成本,其價格是一般鍍鋅的5~8倍或以上。
2)螺栓等緊固件在電鍍鋅的表面處理過程中比較容易產生氫脆。一般來說,10.9級以上螺栓的表面處理在設計時不建議采用電鍍鋅,雖然電鍍鋅后可采用一定的措施比如增加烘烤工序去除氫脆,但因鈍化膜在60℃以上時會有所損壞,所以消除氫脆必須在電鍍后、鈍化前進行,但是這樣操作不僅會增加制造成本,而且可操作性較差。因此,一般情況下,如果客戶不要求去氫脆處理,供應商是不會主動增加去氫脆工序的。
1.2 電鍍鋅鎳合金
電鍍鋅鎳合金是從20世紀90年代以來得到規模應用的一種鋼鐵陽極型防護鍍層工藝。在惡劣的腐蝕性環境中,純鋅鍍層容易受到腐蝕破壞,不能滿足要求,所以采用有更高防腐能力的電鍍鋅基合金層已逐漸成為一種發展方向。鋅鎳合金鍍層便是典型的代表之一,在螺紋緊固件表面應用領域有著十分優秀的性能和獨特優勢[3]。鋅鎳合金鍍層屬于陽極型保護層,一般鎳含量低于20%,鋅鎳合金電鍍按鍍液的酸堿性可分為酸性和堿性兩類。鋅鎳合金鍍非常適用于螺紋緊固件等,主要因為其防護層具有鍍層薄、均勻、致密和耐蝕性強等特點。主要優點如下:
1)優秀的耐腐蝕性能。同等鍍層厚度的鋅鎳合金層耐腐蝕性能為純鋅鍍層的4倍以上,鍍鋅層作為鋼鐵基體的犧牲陽極可提供穩定有效的陰極保護作用。厚度為螺紋公差范圍內5μm~15μm的厚度,可獲得較長時間的耐蝕性。說明電鍍層本身具有非常低的腐蝕速率。
2)鍍層與鋼鐵基體間有足夠穩定的結合力,能保證鍍層的高耐腐蝕性。
3)優良的耐熱疲勞性能。在-60℃~250℃之間鍍層經激冷激熱處理后,其耐腐蝕性無變化。
4)可加工性與電鍍純鋅層相當。鍍層經變形加工后,仍具有優于純鋅鍍層的耐蝕性。
5)低氫脆性。鋅鎳合金鍍層氫脆率僅為1.5%,而無去氫烘烤工序的電鍍鋅脆化率一般在40%以上。
6)耐磨性。鋅鎳合金鍍層硬度比純鋅鍍層更高,從而其耐磨性更高。
7)工藝操作簡便。電鍍鋅鎳合金的工藝流程和設備與電鍍純鋅一樣,不需增加特殊的設備。
鋅鎳合金電鍍有三個明顯的缺點:
1)有氫脆風險,使得高強度螺栓緊固件可能會有失效或斷裂的風險。
2)不環保,鍍層的鈍化液中一般含有會嚴重污染環境的有毒物質。
3)由于技術保密,目前市場上大部分廠家的電鍍鋅鎳合金未完全公開鍍液配方,可能會造成某些問題不容易得到有效解決。
1.3 其他表面處理技術
以前安全帶高強度螺栓應用的表面處理還有氧化(發黑)及磷化處理,但是由于氧化(發黑)處理基本沒有防銹能力,如果不涂油很快會生銹,但主機廠一般要求螺栓等緊固件的防銹能力至少為中性鹽霧50h無紅繡,所以這種表面處理技術很快被淘汰。磷化處理是電化學反應后形成磷酸鹽轉化膜的過程。涂防銹油后其中性鹽霧只有10h~20h,即使涂高級防銹油,也可能達到72h~96h,但是價格會很高,且耐磨性和自潤滑性能比較差,所以目前單獨作磷化處理不用于安全帶高強度螺栓。
2 改進處理技術
2.1 鋅鋁涂覆
鋅鋁涂覆主要包括鋅鉻涂層(國內稱達克羅)及鋅鋁涂層,如圖1所示。?
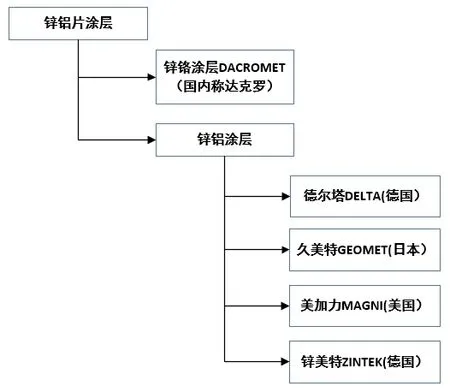
圖1 鋅鋁涂層類別
美國在20世紀60年代末發明達克羅,當時引起行業轟動,其被認為是世界表面處理行業具有里程碑意義的產品。達克羅涂層以其無氫脆、涂層薄、高抗腐蝕性的特點聞名于世,其在主要的工業領域比如汽車、鐵路、電力、電器、建筑、橋梁、隧道、軍工等都有應用。達克羅表面處理是一個完全閉合的工藝過程,從最開始的前處理工藝到最終的成膜工藝,由于不像電鍍工藝存在水漂洗工序,其基本上不向外界排放對環境有嚴重污染的廢水。中間烘烤工藝的排出物主要是水蒸汽,基本上不含有害物質。因此,用達克羅取代電鍍鋅和熱浸鍍鋅,確實能夠大大減輕傳統表面處理過程中對環境產生的嚴重污染。但是,從嚴格意義上來說,達克羅還不能認為是百分百的“綠色產品”,不能簡單稱其為“綠色電鍍”。主要原因在于達克羅處理液中還含有約2%左右的六價鉻,六價鉻毒性強且有致癌作用,會對人類生存環境造成嚴重污染。而且隨著環境問題越來越受到人們的重視,全世界范圍內各國政府都加強了有關控制有害物質產生的法律規章制定。特別是針對一直以來被公認對表面防銹處理非常有效而廣泛使用的六價鉻化合物,正受到各國的逐步制約,現在各國的ELV法規不允許有六價鉻造成其使用量越來越少。
在此形勢下,各國的研發機構及公司針對傳統達克羅表面處理開發出了一些新技術,比如德國最新開發了德爾塔,日本開發了久美特,美國開發了美加力以及鋅美特[4-5]。近年來,已經開始廣泛應用于安全帶高強度螺栓。以久美特為例,其溶劑中不含鉻化物且符合ELV 規范,其為水性溶液,能完全溶于水,因此,處理簡單,對自然和操作環境均無害。久美特涂層的外觀顏色為亞光銀灰色,光澤與達克羅相比略暗,是一種將超細鋅鱗片和鋁鱗片疊合與特殊粘結劑包裹形成的無機涂層。
2.1.1 久美特涂層對鋼鐵基體提供保護作用
1)屏障保護:經過處理的層層疊合的鋅鱗片和鋁鱗片在鋼鐵基體和腐蝕介質之間形成一道良好的保護膜,阻礙了腐蝕介質和去極化劑到達鋼鐵基體。
2)電化學作用:鋅層可以作為犧牲陽極被腐蝕從而不會使鋼鐵基體受到破壞。
3)鈍化作用:由于鈍化而產生的金屬氧化物覆蓋表面減慢了鋅層及鋼鐵的腐蝕反應速度。
4)自修復作用:當涂層有部分受到損壞時,鋅的氧化物和碳酸鹽物質會將破壞區域覆蓋并積極地修復涂層,恢復表面保護作用。
2.1.2 久美特的性能特點
1)涂層薄:久美特的涂層厚度通常為8μm ~10μm,即使帶有封閉層(如久美特L)其厚度也僅增加2μm ~4μm。
2)無氫脆:涂覆過程由于不采用酸洗,不會導致氫離子析出,從而不會存在氫脆風險。
3)耐腐蝕:以螺紋零件為例,8μm ~10μm的久美特涂層就可以達到720h鹽霧試驗后不出現紅繡;而對于非螺紋零件,其鹽霧試驗可達800h以上。如果以單純的久美特涂層與達克羅涂層相比較,其鹽霧耐腐蝕性能稍弱,但在仿真自然環境的循環腐蝕試驗中的表現與達克羅基本無差異。
4)抗雙金屬腐蝕:大多數鋅層與鋁或鋼配制的涂層會產生典型的雙金屬微電池,會導致加速腐蝕,但久美特涂層中的鋁鱗片能夠避免發生上述現象,所以不會發生加速腐蝕的情況。
5)耐有機溶劑:作為一種無機涂層,它的本性導致它能夠耐受有機溶劑。
6)耐熱性:經288℃加熱3h,其原本的抗腐蝕性能仍能保持不變。
7)導電性:涂層中金屬鋅、鋁薄片疊合在一起仍然具有導電性,可以將電流傳導到鋼鐵基體。
久美特不是簡單的“無鉻達克羅”,而是一種全新的表面處理工藝。相對于達克羅,久美特不僅發揚了達克羅高抗腐蝕、無氫脆、涂層薄的特點,同時徹底摒棄了達克羅工藝中無法去掉的六價鉻,真正實現了清潔環保生產,完全可以作為達克羅的升級換代產品取代達克羅。盡管久美特的涂覆加工成本目前還比電鍍高出不少,但是隨著其大規模的應用及技術的進步,其價格一定會降到合理水平。
2.2 電泳涂裝
電泳涂裝是利用外加電場使懸浮于電泳液中的微粒遷移并沉積于電極一方的基底表面涂裝方法,其原理發明已經有80多年的歷史,但其獲得工業應該是在20世紀60年代以后。21世紀以來,主要北美汽車公司(如通用汽車和福特汽車)的部分緊固件表面處理工藝開始采用陰極電泳涂裝,用來取代電鍍工藝后的鈍化處理。相比其他新的表面處理工藝,陰極電泳涂裝比較成熟,機械化程度高、漆膜耐腐蝕性能優異、對環境友好,且在汽車零部件上已經有幾十年的應用歷史。隨著陰極電泳涂料的升級換代,除具有優異的耐腐蝕性能的陰極電泳涂料外,具有一定耐候性的陰極電泳涂料、邊緣耐腐蝕性陰極電泳涂料等也在螺栓制造商的生產線上得到了實際應用。各國對環境保護越來越重視,環保法規也越來越嚴格,對環境基本無害的無鉛、無錫的陰極電泳涂料及低溶劑含量陰極電泳涂料在國內外工業生產線上已經得到普遍應用。
國外緊固件行業從20世紀90年代開始大規模應用電泳涂裝,最早是采用陽極電泳涂裝替代傳統的浸漆,為了使緊固件在擰緊時不至于產生漆膜脫落的問題,在1999年以后,改為采用陰極電泳涂裝。美國主要汽車生產商都已經在使用電泳槽。汽車緊固件陰極電泳涂層主要是黑色,建筑上使用的緊固件等可以配置其他顏色。陰極電泳涂裝工藝的優點如下:
對環境友好。采用鍍鋅工藝的鈍化液含有六價鉻,然而陰極電泳涂裝采用的電泳漆是水性涂料,不含六價鉻,不會污染環境。
陰極電泳涂裝可以有效提高產品的耐腐蝕性和耐濕熱性能。如果采用傳統的電鍍鋅鈍化工藝,可通過144h中性鹽霧試驗,鋅鋁涂覆耐腐蝕性能最高可達1 000h,但成本比較高,且膜層耐潮濕性差、不耐磨,陰極電泳涂裝通過采用其他的工藝方案,可達到的中性鹽霧試驗在240h~1 500h以上、耐濕熱試驗500h以上。漆膜形成后的摩擦系數適宜,不會對產品裝配產生影響[6]。
陰極電泳涂裝的缺點如下:
1)漆膜顏色比較單一,底漆的耐侯性差,烘干溫度高(180℃)。
2)成本比一般表面處理高,設備投入較大,管理要求嚴格。
3)多種金屬制品不宜同時進行電泳涂漆,因為電泳時的工作電壓與破壞電壓不一致。
4)掛具在一段時間內需要清理以確保對工件的導電性,工作量大,勞動成本高。
5)電泳槽底更新周期為6個月以內,導致生產成本高,對于小批量產品或者廠家不適宜采用電泳涂裝。
目前電泳涂裝應用比較典型的有P G G公司的ELECTROPOLUSEAL?緊固件涂裝工藝。PGG新開發的一款名為POWERCRON?XP的陰極環氧電泳涂層,專門為應用于緊固件對配方做了優化處理,主要體現在螺牙部分的抗腐蝕能力有了顯著的提高,同時外觀、扭力及無氫脆都能夠滿足主機廠要求。使用該產品可以進行大規模、大批量涂裝,自動化的生產線又可以減少工人,降低人工等成本。此電泳涂裝技術已經應用在對扭力有要求的汽車安全帶螺栓、建筑類螺栓等等。
3 各種處理技術比較
上述幾種主要表面處理技術的優缺點比較,如表1所示。
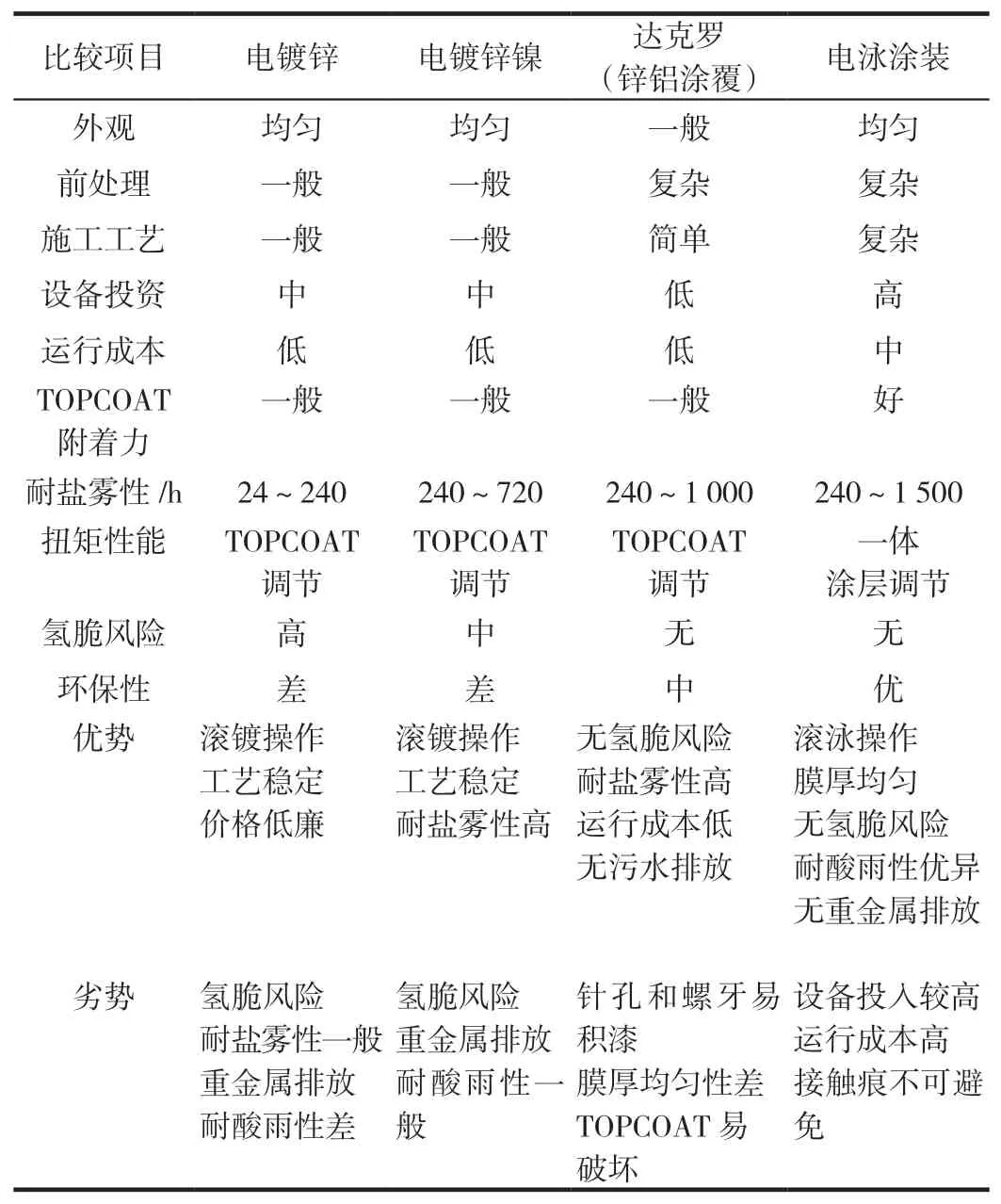
表1 幾種緊固件處理工藝的優劣比較
4 螺栓表面處理技術應用情況及展望
在傳統表面處理中,對于8.8級螺栓,電鍍鋅使用最為廣泛且質量穩定,只要電鍍廠家控制得當,氫脆風險小,價格也最低,故是目前安全帶高強度螺栓使用最廣泛的表面處理技術之一。如果整車廠沒有大于200h無紅繡的中性鹽霧試驗要求,應優先選用電鍍鋅。對于9.8級以上螺栓,由于氫脆會產生延遲斷裂問題,不建議使用電鍍鋅。電鍍鋅鎳合金與電鍍鋅一樣質量穩定,表面光滑美觀,通過采取封閉處理其中性鹽霧腐蝕要求可以達到240h以上,但是其價格是電鍍鋅的兩倍以上,且存在可能導致氫脆的問題。故對于8.8級及以上安全帶螺栓除非主機廠要求鹽霧試驗240h以上可考慮使用外,其他情況很少使用。這兩種傳統表面處理技術都或多或少存在氫脆及導致環境污染的問題,所以以后的趨勢應該是逐漸減少其在安全帶螺栓上的使用。
鋅鋁涂覆中的達克羅技術之前存在六價鉻不環保問題,目前已經有無鉻達克羅解決了這一問題。主要的鋅鋁涂層技術已經不存在氫脆及六價鉻問題,工藝比較成熟,成本不是很高,大約只比電鍍鋅高出30%左右,故對于9.8級以上安全帶高強度螺栓,其是最主要推薦的表面處理技術之一。
電泳涂裝在車身零部件涂裝上已應用數年,是比較成熟的工藝。但是國內螺栓供應商的應用還不多,而且設備投入很大,價格較為昂貴,目前只有很少的安全帶螺栓會使用,如果價格能降低,那么其將是以后要推廣使用的表面處理技術之一。
當前還有很多處于少量應用的螺栓表面處理技術比如氟碳涂層技術,它屬于有機涂層之一,是用氟碳樹脂制作成涂料而成的涂層。還有復合涂層技術,是使用兩種以上的涂層工藝相結合的涂層。由于這些新的表面處理技術仍有一些比如結合強度、耐磨性以及成本過高等問題,仍然需要作進一步的研究及改進才能推廣應用[7]。
5 結束語
綜上所述,安全帶高強度螺栓表面處理及防護工藝種類很多,各有其優缺點和使用范圍。展望未來,考慮到安全帶作為汽車最重要的安全件之一,以及各國越來越嚴格的環保要求,應大力推廣及進一步研發無氫脆風險以及不會造成環保問題的表面處理方式。