電火花沉積電極材料過渡機制及規律
2021-05-07 02:14:26徐安陽王曉明韓國峰郭迎春
中國機械工程 2021年8期
關鍵詞:質量
徐安陽 王曉明 朱 勝 韓國峰 趙 陽 郭迎春
1.陸軍裝甲兵學院裝備再制造技術國防科技重點實驗室,北京,1000722.中國人民解放軍32180部隊,北京,100000
0 引言
電火花沉積技術(electro spark deposition, ESD)是電火花加工技術的一種,利用電火花放電熱熔化電極材料,過渡沉積到工件表面,并與熔融的工件表面材料發生冶金結合,形成了一層合金沉積層[1]。由于電火花沉積具有能量集中、輸入熱量小、熱影響區小、沉積材料與基體結合強度高和工件無變形等優點,被廣泛應用于零件修復、再制造,表面強化等眾多方面,取得了良好的經濟和社會效益。但是由于電火花沉積過程的不確定性,沉積層內部和表面存在較多的孔隙、微裂紋等缺陷。
為此,國內外學者對電火花沉積過程及沉積過渡規律進行了較為深入的研究。高玉新等[2]研究表明,電極材料有氣化、液態濺射和氧化三種損失形式,隨著沉積層厚度的增加,基材對涂層的稀釋越來越小。汪瑞軍等[3-4]研究表明,兩極之間發生了“陽極粘連”,電極與工件發生接觸是產生粘連層的重要因素。何鵬等[5]研究發現粘連在陽極表面的合金化金屬層是多層結構,且隨時間增加而加重,兩極間的質量過渡是一種混合的冶金過程。王令雙等[6]采用電火花沉積技術在GH4169合金上制備不同鋁含量的NiCrAlY涂層,厚度約為45 μm。李福海等[7]以部分燒結的WC-Co硬質合金為電極,采用電火花沉積的方法在H13鋼基體表面制備了WC-Co沉積層,厚度超過30 μm,硬度超1330HV。魏國[8]研究表明,用短脈沖小功率沉積和較小的潤濕角電極,相關聯時序控制開關電源能有效提高沉積層的質量。亓利偉等[9]對放電通道的波動特性研究表明,放電通道的波動可以分解為縱波和橫波兩個分量,根據仿真實驗,得出短、長脈沖加工時瞬時放電通道半徑、放電通道位形半徑以及最終放電痕半徑三者之間的關系。何春華等[10]研究表明,隨著工具電極電阻提高,放電電流峰值逐漸降低,脈沖放電時間增加,放電能量減小,放電凹坑直徑逐漸降低。楊飛等[11]提出了一種雙極性通用型電火花加工脈沖電源,保證加工過程中單次放電能量的一致性。
對于電火花沉積TiN強化涂層,國內外做了大量研究[12-16],以鈦材料電極等在工件表面利用電火花沉積(包括氬弧熔覆)合成TiN涂層,能夠獲得硬度高、耐磨性能和耐腐蝕性能較好的TiN強化涂層,改善工件表面性能。
雖然前人對電極材料的過渡規律進行了比較深入的研究,但是其過渡規律、沉積形態等都較為模糊,特別是電極材料的過渡形態、質量過渡規律有待進一步研究。為此,本文采用紫銅電極在Q235鋼表面進行多層逐次電火花沉積的方法,探索電火花沉積電極材料的過渡規律。
1 試驗材料與方法
試驗采用上海生造機電設備有限公司生產的電火花沉積/堆焊機,沉積參數如下:電壓45 V,功率1000 W,頻率380 Hz,保護氬氣流量10 L/min,基體材料選用Q235鋼,尺寸為10 mm×20 mm×5 mm長方體,工件表面經過打磨拋光、清洗,沉積電極采用多孔圓柱紫銅電極,外徑為3 mm,化學成分為純銅。沉積中,電極以80 mm/min的速度直線單向移動,逐行沉積,搭接量為20%,獲得10 mm×10 mm的沉積層作為第1層,以與第1層沉積方向垂直的方向進行逐行沉積,生成第2層沉積層,以同樣的方法依次沉積第3至第6層。
試驗前采用精度為0.1 mg的HC電子分析天平測量基體和電極的初始質量,然后每沉積一層后稱取兩者質量,每次完成5個以上工件,取其平均值,且每層保留兩個典型件進行表面和截面的分析測試。采用Quanta 200系列掃描電子顯微鏡(SEM)觀察分析沉積層表面、截面微觀形貌,利用其自帶能譜儀(EDS)分析測試表面、截面元素含量及分布。
2 試驗結果與分析
2.1 電極材料過渡規律
根據每次沉積前后工件和電極質量的變化量,計算電極質量損失量和工件質量增加量,求其平均值,如表1所示。由表1可得電極與工件的質量變化量對比曲線,如圖1所示。計算得到電極材料沉積率,繪制其變化曲線,如圖2所示。

表1 電極質量損失量、工件質量增加量和電極材料沉積率Tab.1 Loss of electrode mass, increase of workpiecemass and deposition rate of electrode material
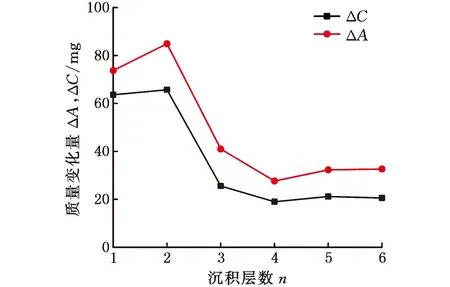
圖1 電極與工件的質量變化曲線Fig.1 Mass variation curves of electrode and workpiece
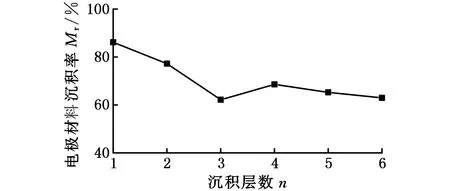
圖2 電極材料沉積率Fig.2 Electrode material deposition rate
由圖1可知,電極和工件質量變化量曲線趨勢相似,電極質量損失量大于工件質量增加量。在沉積第1層和第2層時,電極質量損失量和工件質量增加量都比較大,而且有增大趨勢,主要是由于電極端面與工件表面匹配性提高,放電概率和連續性、穩定性增大,電極端部放電基礎溫度升高,熔化電極材料量和過渡沉積量增大,電極和工件的質量變化量增大。由第3層開始,沉積表面質量減小,電極和工件的質量變化量都明顯減小,第4層以后變化較小。
采用電極材料沉積率Mr來表示電極材料過渡沉積到工件表面的比例和電極材料的利用率:
Mr=ΔC/ΔA
(1)
ΔC=|m2-m1| ΔA=|ma2-ma1|
式中,ΔC為工件質量變化量;m1為工件初始質量;m2為工件沉積后的質量;ΔA為電極質量變化量;ma1為電極初始質量;ma2為電極在沉積后的質量。
由圖2可知,在試驗參數范圍內,電極材料沉積率呈現波動下降趨勢。
根據以上現象分析可得:①電極質量的變化量直接影響工件質量的變化量,二者變化曲線相似;②部分電極材料受氣化、飛濺和摩擦損失影響,電極質量變化量大于工件質量變化量;③在初始沉積時,工件表面經過打磨,表面質量好,放電效率較高,材料熔化量大,電極和工件的質量變化量都較大,隨著放電次數的增加,由于沉積過渡的隨機性,沉積表面質量變差,電極優先與表面突出部位放電,放電概率降低、放電穩定性降低,使放電功率降低,熔化電極材料量隨之減小,兩極間碰撞摩擦的幾率增大,產生接觸短路,減小了放電能量的熔化作用,兩極的質量變化量減小;④隨電極對表面磨削涂覆作用的增強,生成均勻摩擦涂覆表面的同時,使得電極材料沉積率下降。
2.2 電極端部微觀形貌
經過6層沉積的電極端部形貌如圖3a所示,電極端部呈現圓錐狀,表面被大量熔融熔化物質覆蓋,結構孔基本被熔融熔化物質彌合。如圖3b所示,電極表面局部物質有被磨削涂覆的痕跡。對圖3b磨削過渡區(Spectrum 1區域)和沉積物覆蓋區(Spectrum 2區域)進行EDS掃描,分析電極端面元素分布,結果如圖3c和表2所示。Spectrum 2區域表面的工件材料鐵元素原子分數達11.22%。Spectrum 1區域的電極材料銅元素含量大于未磨削的Spectrum 2區域,而工件材料如鐵元素等含量較少。由以上現象分析可知:①工件材料在電火花沉積中反向過渡到了電極端面,與電極材料相互滲透生成合金金屬層;②兩極之間出現了相互磨削現象,對電極端面的合金層材料有磨削去除作用,暴露出電極基體材料。
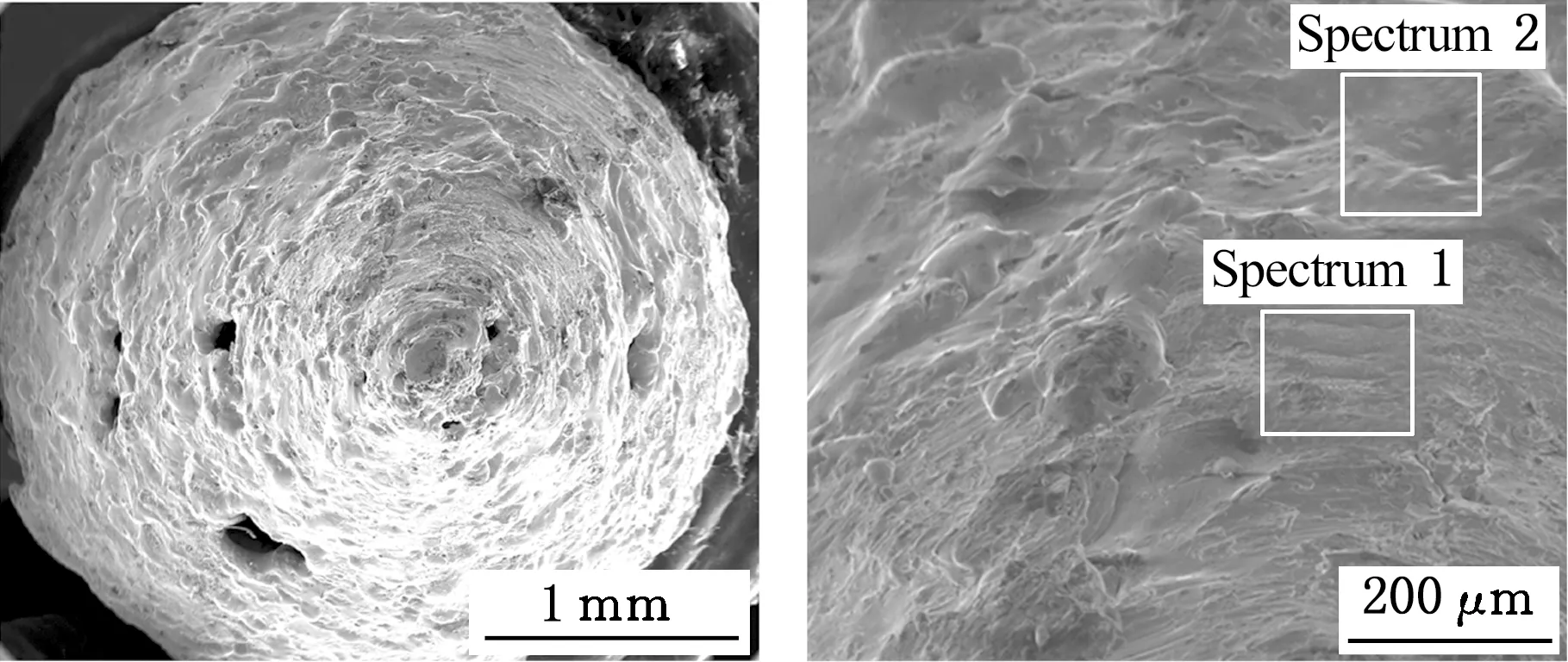
(a)電極端面 (b)電極端面局部

(c)電極表面元素分布圖3 電極端面形貌及表面元素分布Fig.3 End topography and surface element distributionof the electrode
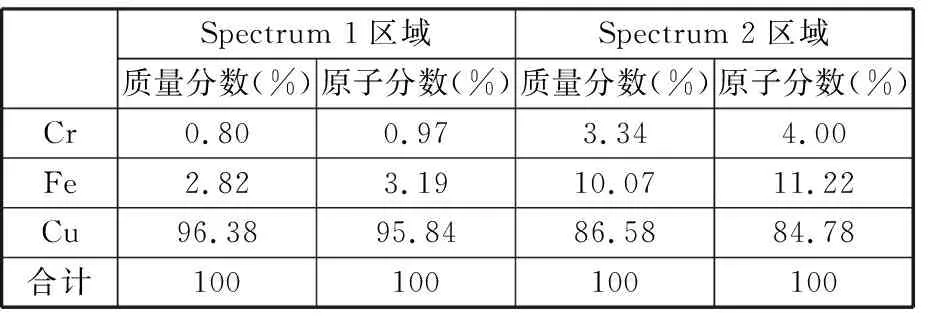
表2 電極表面不同區域元素含量
2.3 單次放電蝕坑分析
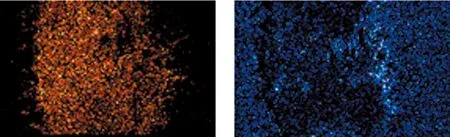
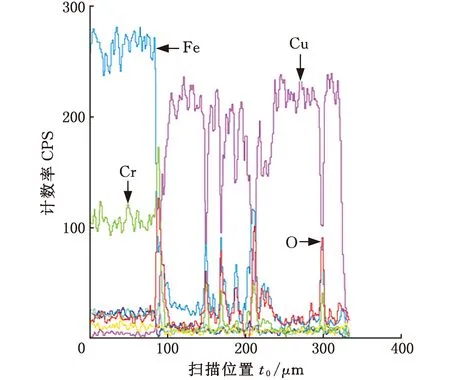
采用與電火花沉積相同的沉積參數,通過檢測線路中有無電流控制電源的通斷,實現兩極間單次放電,獲得放電蝕坑,如圖4所示,表面被重熔物質覆蓋,呈現中部凹陷、邊緣凸起的橢圓形結構,邊沿有飛濺狀重凝物。對圖4所示選擇區域進行EDS面掃描分析,以Fe、Cr、Cu、O等核心元素為研究對象,分析沉積元素分布,結果如圖5所示。由圖5a、圖5b、圖5c可知,在放電區域的基體元素鐵和鉻含量明顯小于未放電區域;電極元素銅則集中分布于放電區域和重凝物影響區。以上現象表明:有大量的電極材料過渡沉積到放電區域,與鐵和鉻等基體元素化合生成合金組織,使得放電區域和放電蝕坑邊緣沉積物主要由重凝的電極材料構成。如圖5d所示,在放電蝕坑內部的氧元素含量少于未放電區域的原始表面的氧元素含量,該現象表明:較長時間暴露在空氣中會在工件表面生成氧化膜,氧元素含量較大,氬氣保護下電火花放電熔化電極和工件材料的同時生成合金覆蓋在放電蝕坑表面,降低了氧元素的含量。

圖4 電火花沉積放電蝕坑微觀形貌Fig.4 Microscopic topography of discharge pit by ESD
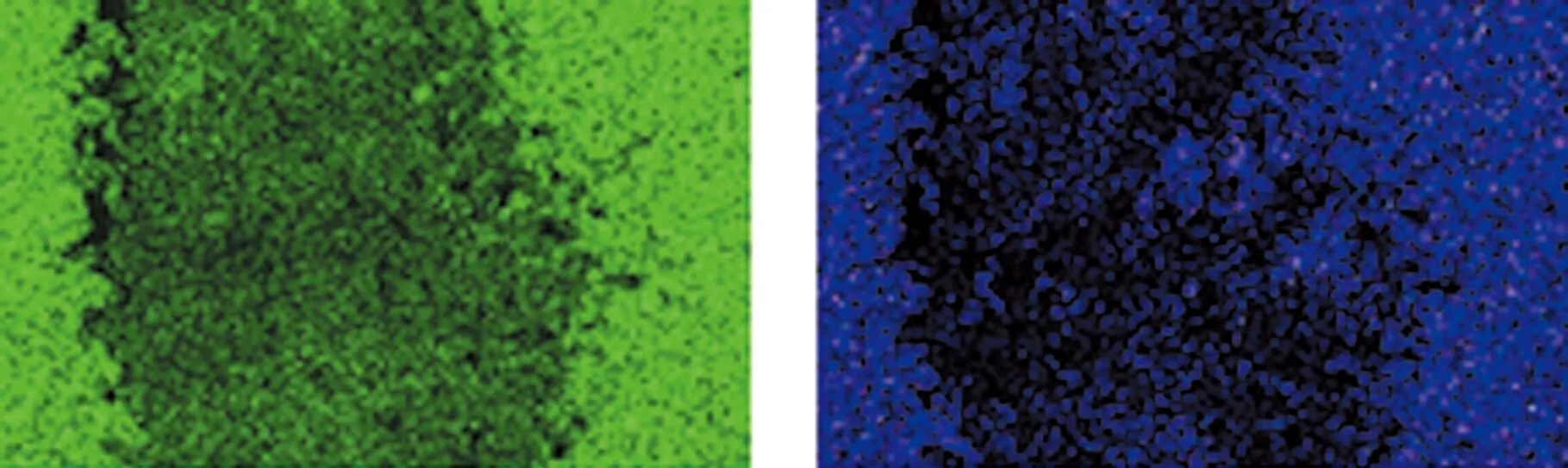
(a)Fe (b)Cr
(c)Cu (d)O圖5 放電蝕坑局部EDS面掃描圖像Fig.5 Partial EDS surface scan image of discharge pit
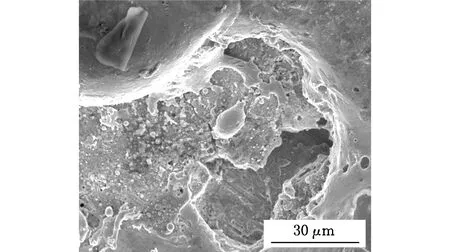
圖6 多層沉積疊壓涂覆表面Fig.6 Multilayer deposition laminated coated surface
2.4 電極材料過渡規律
第5次沉積表面局部微觀形貌如圖6所示,通過沉積層孔隙能夠觀察到兩次沉積生成的摩擦涂覆痕跡,表明電極材料在工件表面的沉積不均勻,沉積層由熔融物多層沉積疊壓構成,沉積層沉積中受電極的磨削和涂覆作用。
沉積1層到6層的典型沉積表面如圖7所示。初始階段沉積表面被熔融顆粒、液化重凝物覆蓋,有一定的微裂紋。隨著沉積層數的增大,沉積層表面被大面積熔融物覆蓋,微裂紋減少,磨削涂覆現象增加。特別是第5和第6次沉積,表面出現了大面積磨削涂覆痕跡。這表明:旋轉電極與沉積表面發生碰撞摩擦,帶動熔化的電極材料和沉積層凸出部位材料涂覆于表面凹陷處,在微觀尺度形成均勻的沉積層。隨著沉積層數的增加,磨削涂覆作用增強,生成趨于平整的電火花沉積表面。

(a)第1層 (b)第2層
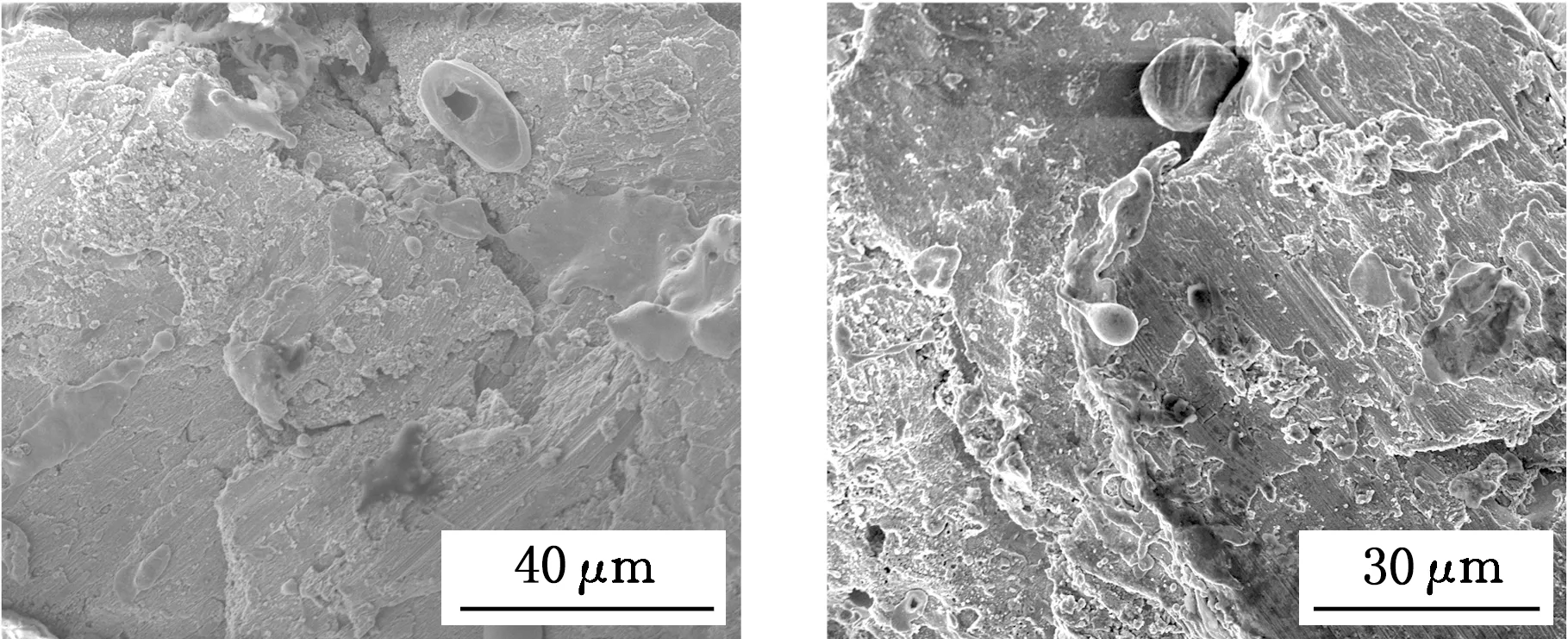
(c)第3層 (d)第4層

(e)第5層 (f)第6層圖7 沉積層表面微觀形貌Fig.7 Surface microscopic topography of thedeposition layer
逐層對沉積表面進行能譜分析,獲得沉積層表面主要元素質量分數如表3所示,沉積層表面主要元素比例與沉積層數關系如圖8所示。電極材料銅元素在第1層沉積表面質量分數為44.93%,其余為工件材料的鐵和鉻元素,說明在第1層沉積中,大量電極材料和工件表面材料發生了相互滲透過渡,生成合金化沉積層,在涂層與基體之間形成冶金結合的過渡層。第2層之后銅元素質量分數逐漸上升,直到第6次沉積的96.05%,說明沉積層雖然受工件材料的稀釋作用,但對厚度的影響有限,沉積層主要由電極材料組成。
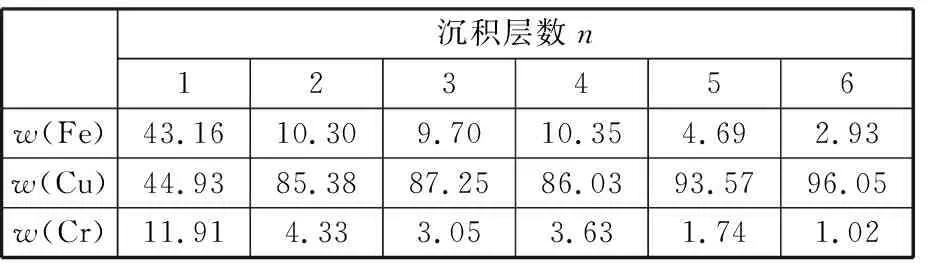
表3 不同沉積層數的元素質量分數
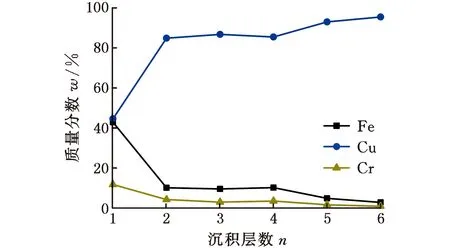
圖8 沉積層主要元素分布與沉積層數Fig.8 Main element distribution and number ofdeposition layers
2.5 沉積層厚度變化規律及截面分析
測量沉積層截面厚度并求其平均值、計算每層沉積厚度變化,如表4所示,得到沉積層數與沉積層厚度和每層厚度變化的關系如圖9所示。由圖1可知,第1層沉積電極材料過渡量大,且厚度包含了沉積的電極物質厚度和放電熔化基體材料生成的影響層厚度,因此沉積厚度較大。隨著沉積層數的增加,總厚度逐漸增大,但每層增加厚度呈逐漸減小的趨勢,表明單次沉積厚度呈減小趨勢,與圖1所示電極材料過渡規律一致。
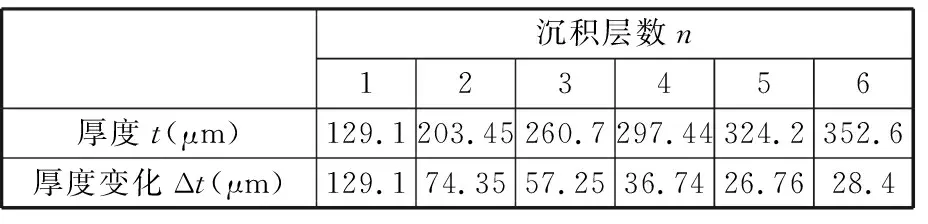
表4 沉積層平均厚度Tab.4 Average thickness of deposition layers
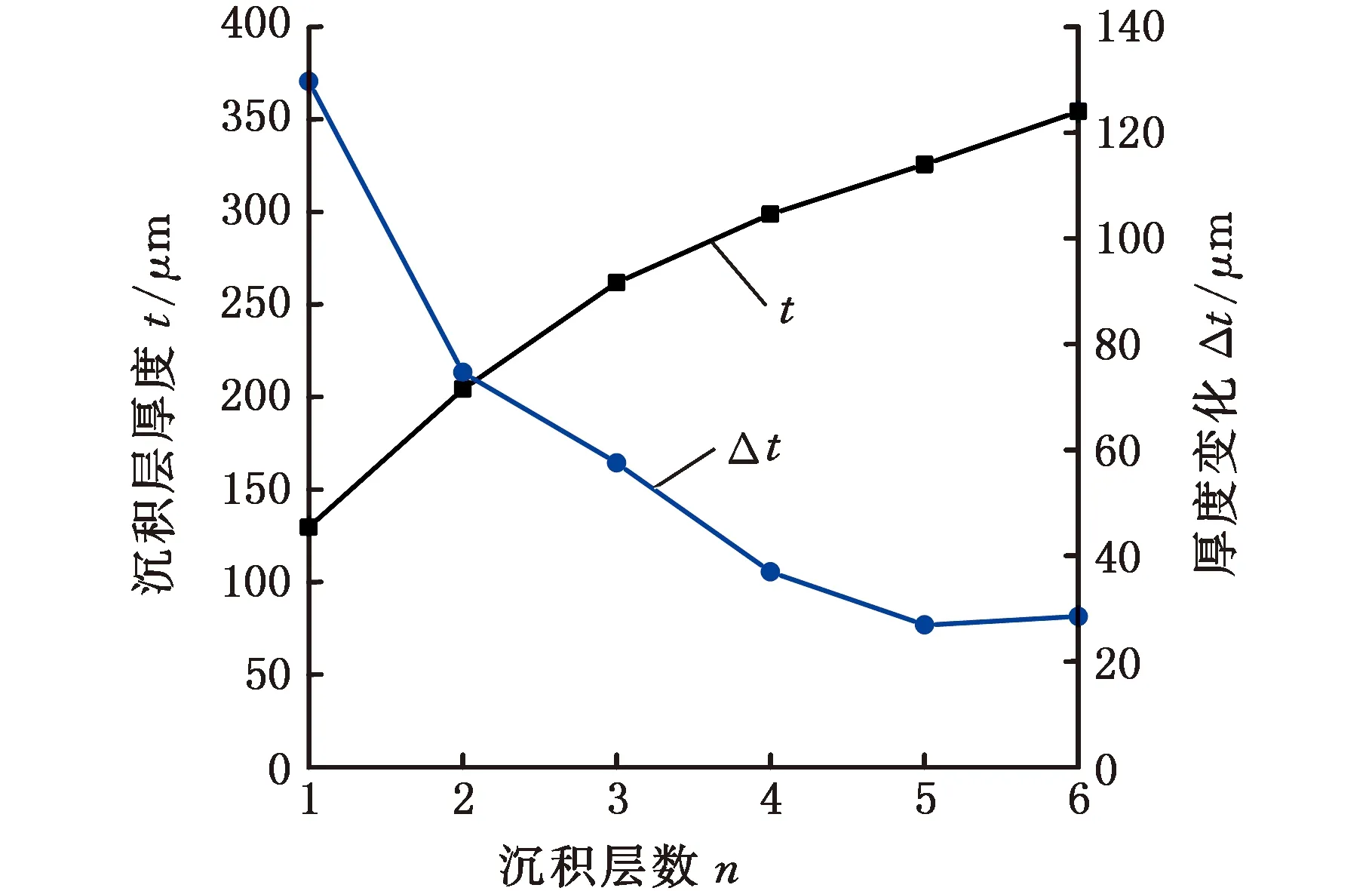
圖9 沉積層厚度與沉積層數Fig.9 Thickness and number of deposition layers
具有代表性的沉積層截面微觀形貌如圖10所示。初始沉積層厚度起伏較大(圖10a),呈現凸凹相間的分布形態。隨著沉積層數的增大(圖10b),沉積層厚度逐漸增大,表面鋸齒狀突起變得平滑。沉積層由顆粒狀沉積物組成,部分沉積層接近表面處較為破碎。經過多層沉積的沉積層(圖10c)厚度較大,表面較為光滑,表面凸起基本消失,熔融物質團過渡現象更加顯著,電極對沉積表面的磨削修整作用也更加明顯,電極端部對前一次沉積凝固表面有一定碾壓力,使沉積層出現局部破碎。
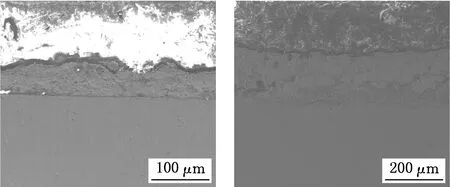
(a)第1層 (b)第3層
(c)第5層圖10 沉積層截面微觀形貌Fig.10 Section microscopic topography ofdeposition layer
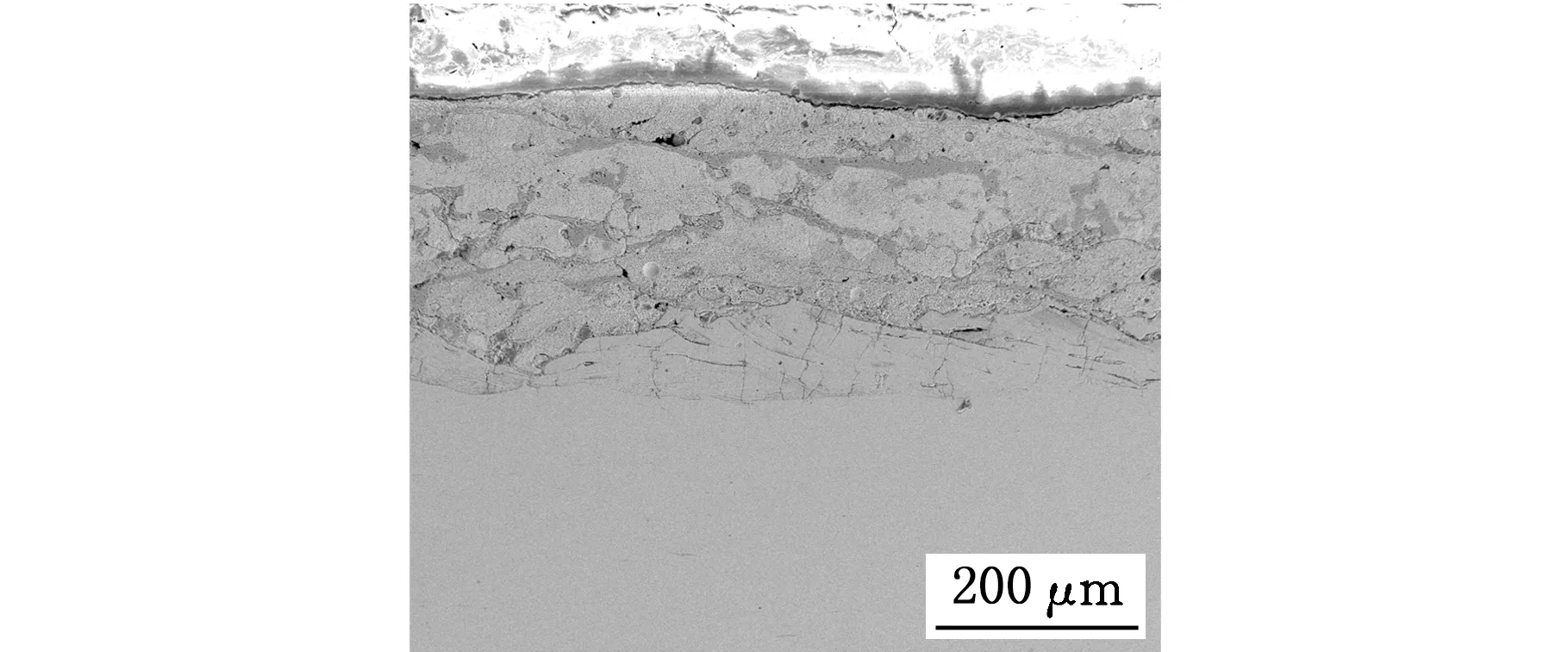
對沉積層截面進行EDS線掃描,主要元素分布如圖11所示,基體主要由鐵和鉻元素組成,沉積層主要由銅元素組成。由基體向沉積層掃描觀察,鐵、鉻等基體元素在沉積層與基體的結合面附近呈斷崖式下降,而作為沉積材料的銅元素則急劇上升,二者相互過渡滲透形成20~30 μm厚的冶金結合過渡層。

(a)沉積層結構及元素分布
(b)沉積層截面線掃描元素分布圖11 沉積層截面結構及元素分布Fig.11 Section structure and element distributionof deposition layer
由圖11可知,沉積層呈現明顯的分層結構,在層間結合處銅元素下降,而鐵、氧等元素上升。由鐵、鉻、氧與銅元素的變化可知,沉積層經歷了5次沉積,與試驗次數相符。每次沉積的沉積層厚度不同,每層沉積層不同位置的厚度及材料形態也有較大差別。這表明,沉積層由多層沉積生成,沉積物質過渡不均勻,主要是由于電火花沉積的放電時機、放電能量、熔化材料量、過渡材料形態、過渡時機、過渡量等不確定,使沉積過程不均勻,在工件表面沉積生成由顆粒狀熔融體構成的不均勻沉積層。
構成沉積層的顆粒狀物質團內部幾乎全部為銅元素。這表明沉積過渡主要是以金屬液滴或半固態金屬物質團過渡為主,物質團表面存在兩極材料的相互稀釋,對內部材料的影響可以忽略不計,而氧元素也與沉積物質團外表面材料發生氧化反應,致使沉積物質團結合區域的鐵、鉻、氧等元素含量上升,沉積材料銅元素下降。隨著沉積層數的增大,稀釋作用逐漸減少,反映到沉積層表面元素變化如圖8所示。
綜上所述,電火花沉積過程中,兩極之間的材料過渡過程可歸納為圖12所示的4個階段,即:①兩極之間產生擊穿放電熔化兩極材料;②放電時間延長,放電熱傳導入電極基體,在電極端面生成液體或半固態物質團;③物質團在重力、電場力及離心力的作用下過渡到工件表面,物質團外圍液態材料與熔化的工件表面材料混合滲透,生成冶金結合的合金層,在液體表面張力及電磁力作用下,熔融物質團內部保持穩定;④持續沉積,眾多物質團在工件表面形成電火花沉積層。
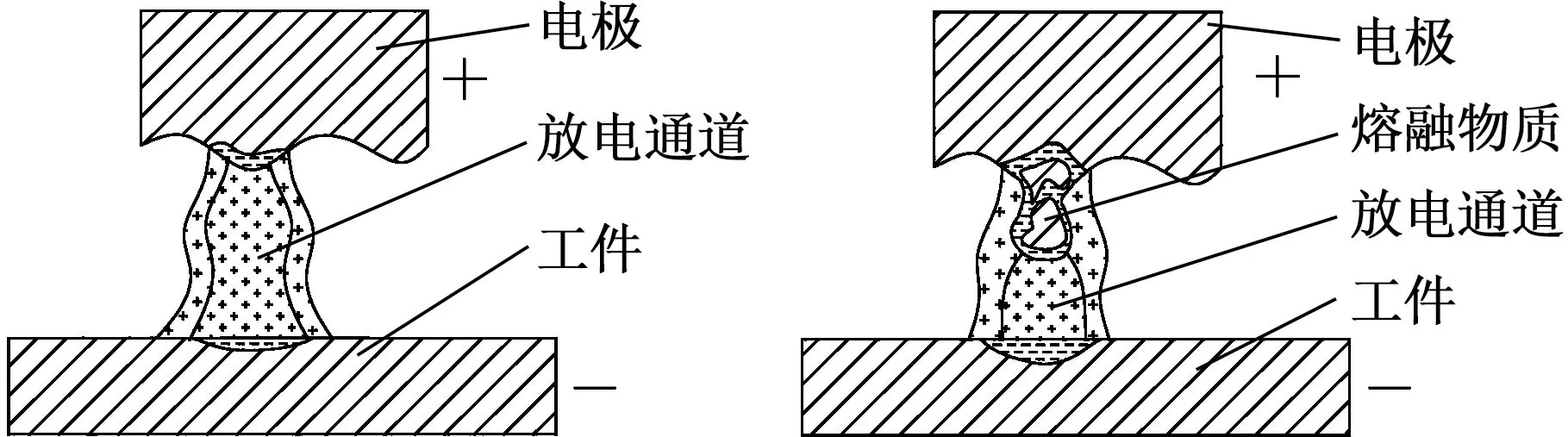
(a)階段① (b)階段②
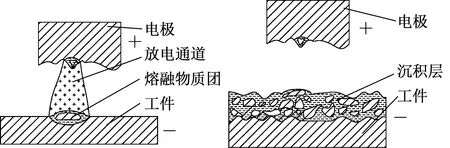
(c)階段③ (d)階段④圖12 電火花沉積材料過渡過程Fig.12 ESD material transition process
3 結論
(1)電極和工件的質量變化曲線相似,隨著沉積層數的增加,質量變化量減小,最終趨于穩定。
(2)沉積層由電極材料以熔融物質團(液態、半固態)的形態過渡沉積生成,且過渡沉積不均勻。
(3)電極與工件材料互相滲透過渡,在沉積層與工件的界面處生成20~30 μm的冶金結合過渡層,工件材料對沉積層的稀釋作用主要發生在過渡物質團結合處,對其內部材料影響極小,且隨著沉積層數的增多而降低。
(4)沉積層由多層電極材料覆蓋疊壓生成,隨著沉積層數的增大,放電功率和放電能量利用率降低,電極質量損失量和工件質量增加量降低,單次沉積厚度減小,電極對表面磨削涂覆作用增強,電極材料沉積率有所下降。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54