GH4780與GH6783異種高溫合金電子束接頭組織與性能
2021-05-10 12:29:18高健時王金雪張國棟
航天制造技術 2021年2期
關鍵詞:焊縫
高健時 袁 鴻 余 槐 王金雪 張國棟
GH4780與GH6783異種高溫合金電子束接頭組織與性能
高健時 袁 鴻 余 槐 王金雪 張國棟
(北京航空材料研究院,北京 100095)
針對GH4780與GH6783兩種高溫合金所組成的焊接接頭進行電子束焊接試驗,對接接頭厚度為6.5mm加3.5mm鎖底。測試結果表明:這兩種合金所組成的對接接頭,焊接性能良好,未出現焊接缺陷;接頭室溫、高溫拉伸強度與高溫持久性能介于兩種母材各自性能之間,接頭拉伸試驗斷裂位置均處于母材強度較弱的GH6783合金一側;焊縫組織主要為胞狀晶組織和樹枝晶組織。
GH4780;GH6783;異種高溫合金;電子束焊接;組織與性能

1 引言
GH4780合金屬于沉淀強化型鎳基高溫合金。該合金在高溫下具有較好的力學性能以及耐高溫氧化性能。使用GH4780合金制成的零件,服役溫度可達760℃。此種零件目前主要應用于航空發動機及燃氣輪機熱端部件,包括渦輪盤,機匣,壓氣機整流器及燃油噴嘴的生產制造。
Inconel783(GH6783)合金是一種由美國Specialmetals公司開發,主要用于制造第四代航空發動機高壓壓氣機機匣的Fe-Ni-Co基抗氧化低膨脹高溫合金。該合金通過將鋁元素含量提高至5.4%,促使合金在熱處理過程中析出β(NiAl)相,使該合金抗晶界氧化能力得到提高。該合金還通過加入約2.8%的Cr并控制合金中Co與Ni的含量,使合金在熱膨脹系數無明顯提高的前提下,抗氧化性能得以進一步提升。這使得該合金在800℃下仍具有完全抗氧化能力。
使用電子束焊接技術可以將GH4780與GH6783兩種材料制造的高壓壓氣機機匣連接為整體結構,傳統的航空發動機壓氣機機匣通常使用大量螺栓連接,采用焊接結構會比傳統結構重量明顯降低,而電子束焊接技術是最優選的焊接方式。除了減小壓氣機機匣部分的結構重量,焊接結構還能使連接處的結構強度得到提高,因此該項研究可以有效降低航空發動機總重量,并提高航空發動機的可靠性與安全性。現有的資料暫未對這兩種合金組成的焊接接頭進行過相應研究,只有經過電子束焊接后所組成的焊接接頭的焊接性和強度等信息。
2 試驗材料與試驗方法
試驗材料分別選取按照各自熱處理制度固溶熱處理的GH4780與GH6783合金試板,其化學成分見表1。材料對接處經機械加工成6.5mm(接縫)+3.5mm(鎖底)的焊接試板。

表1 GH4780與GH6783高溫合金化學成分 %
對接形式為鎖底對接接頭,如圖1所示,試板對接處間隙不大于0.1mm。焊接試驗在ZD150-30C高壓電子束焊機上進行,所使用的焊接參數見表2。
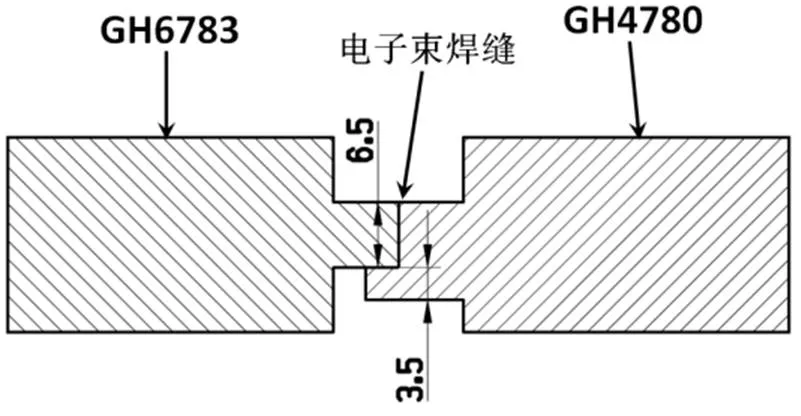
圖1 鎖底焊縫對接接頭示意圖

表2 電子束焊接工藝試驗參數
焊接后對試板進行時效熱處理, 802℃保溫8h加720℃保溫8h,經2h冷卻至620℃再保溫8h,FC處理。
經過標準熱處理后的焊接接頭與兩種母材均加工成圓形拉伸試樣,使用拉伸試驗機及持久試驗機分別測試接頭試樣與兩種母材試樣在室溫與650℃高溫環境下的抗拉強度以及在650℃環境下的持久性能,每組測試分別取三個試樣對比試驗,試驗結果取平均值。使用顯微鏡觀察焊縫處組織。
3 試驗結果與分析
3.1 接頭形貌與顯微組織分析
按照表2中的電子束焊接工藝參數焊接試板,如圖2所示,焊縫處成形良好,除焊接起始與收尾處外,中間部位未發現咬邊、表面裂紋等缺陷。

圖2 電子束焊接焊縫外觀
焊縫橫截面低倍金相如圖3所示,焊縫內部成形良好,未發現明顯缺陷,焊后X射線檢測試板焊縫處,未發現氣孔、裂紋、未熔合及未焊透等缺陷。焊接接頭質量滿足GJB1718A—2005中的Ι級焊縫要求。圖4所示為焊縫處組織,焊縫處組織從熱影響區至焊縫中心處分別為胞狀晶組織及柱狀晶組織。形成這種組織排列的分布方式主要受溫度梯度的逐漸降低所影響。焊縫外側熔合線附近的金屬,由于冷卻速率較快,不斷有新的晶核形成,因此形成大量細小的胞狀晶組織。之后溫度梯度逐漸減小,較難形成新的晶核,因此原有的晶核不斷長大成為長而直的柱狀晶組織。在柱狀晶形成的過程中,生長方向受到結晶釋放潛熱的影響,晶體生長會受到阻礙,只能從其它離受阻處較遠位置繼續生長結晶,并形成一次樹枝晶,一次樹枝晶在遇到同樣阻礙后會再形成二次樹枝晶。
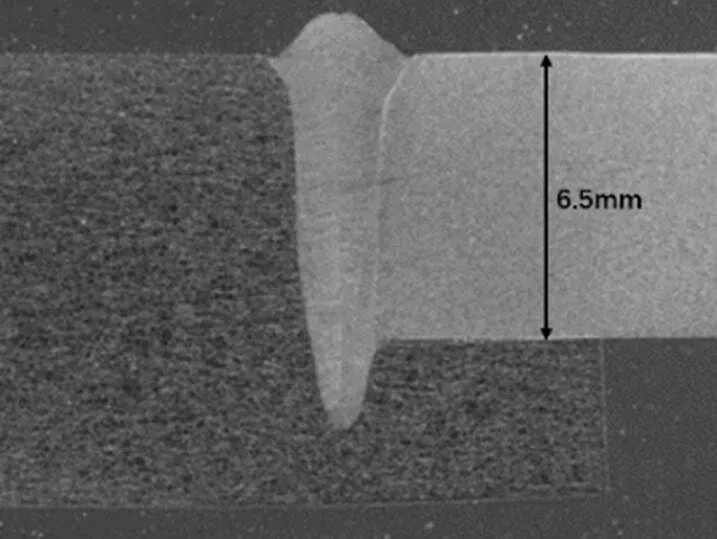
圖3 焊縫形貌
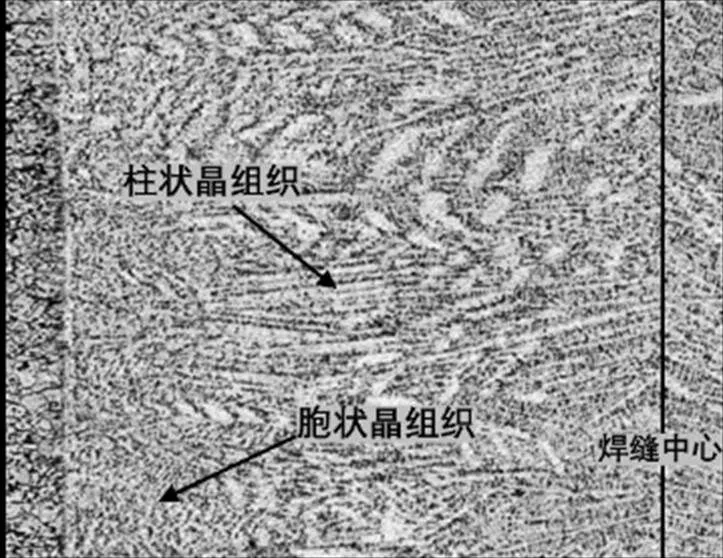
圖4 焊縫組織
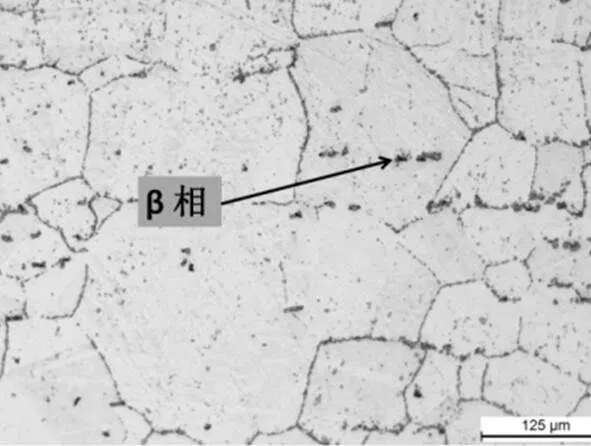
圖5 GH6783母材組織
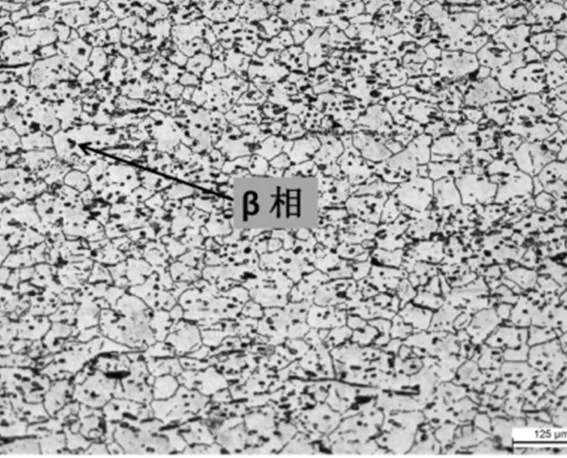
圖6 GH4780母材組織
從圖5、圖6中可以看出GH6783合金母材(圖5)主要為細小的等軸晶組織,其中含有較多β相,β相主要出現在等軸晶組織的晶界處。GH4780母材(圖6)同樣以等軸晶組織為主,相對GH6783而言,GH4780組織中的等軸晶粒較為粗大,β相數量相對GH4780合金母材較少,一部分β相出現在晶界處,另一部分沿軋制方向呈線性分布,如圖7、圖8所示。由于焊接速率較快,因此焊縫與母材之間的熱影響區較窄,寬度約為50μm。
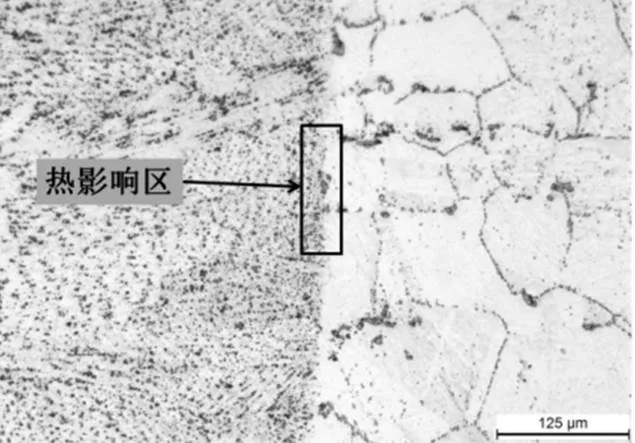
圖7 GH6783一側熱影響區

圖8 GH4780一側熱影響區
3.2 焊接接頭力學性能及分析
對接焊縫位于拉伸試樣中心位置,經過相同熱處理后的母材與焊接接頭在室溫與650℃下的高溫拉伸性能試驗結果見表3、表4。

表3 GH4780+GH6783異種高溫合金電子束焊接頭與母材室溫拉伸性能對比

表4 GH4780+GH6783異種合金電子束焊接接頭與母材650℃高溫拉伸性能對比
通過分析表3和表4中的抗拉強度數據可以看出,焊接接頭處的室溫抗拉強度比GH6783母材低40MPa,比GH4780母材強度大約低60MPa,達到了GH4780合金室溫拉伸強度的95%。焊接接頭塑性同樣和GH6783母材幾乎相同,大約為GH4780母材塑性的86%。焊接接頭處的650℃高溫抗拉強度比GH6783合金母材大約高30MPa,達到GH4780合金的83%。塑性方面,接頭處塑性大約為GH6783母材塑性的78%,約為GH4780母材的1.3倍。

表5 GH4780+GH6783異種合金電子束焊接頭與母材650℃高溫持久性能對比
表5為焊接接頭高溫持久性能。從表5中數據可看出,接頭的高溫持久性能約為GH6783母材的1.2倍。接頭的室溫拉伸、高溫拉伸與高溫持久的斷裂位置均出現在GH6783母材處。
3.3 拉伸斷口形貌分析
焊接接頭室溫拉伸、高溫拉伸及高溫持久斷口形貌如圖9~圖11所示,可以看出,三種拉伸試樣斷口宏觀形貌中均包含纖維區、放射區及外側不規則的剪切唇,其中纖維區面積較大,放射區面積較小,表現出材料良好的塑性。
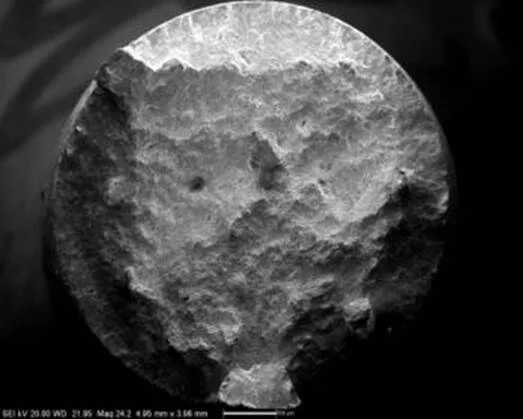
圖9 室溫拉伸斷口形貌
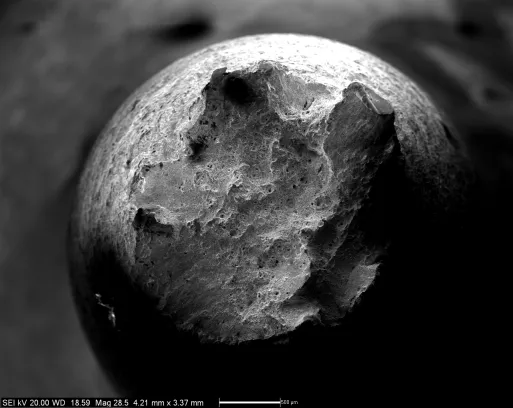
圖10 室溫拉伸斷口局部
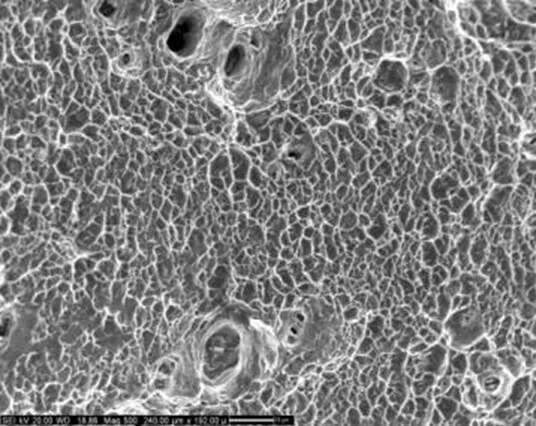
圖11 高溫拉伸斷口形貌
除此之外,圖12~圖14為斷口局部放大圖,從圖中可以明顯看出斷裂面均為大量的等軸韌窩,由此可以判斷這三種拉伸試樣的斷裂方式均為韌性斷裂。
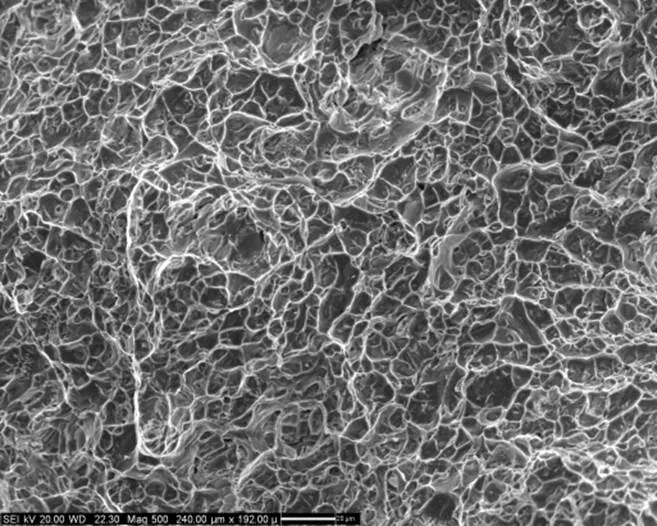
圖12 高溫拉伸端口局部
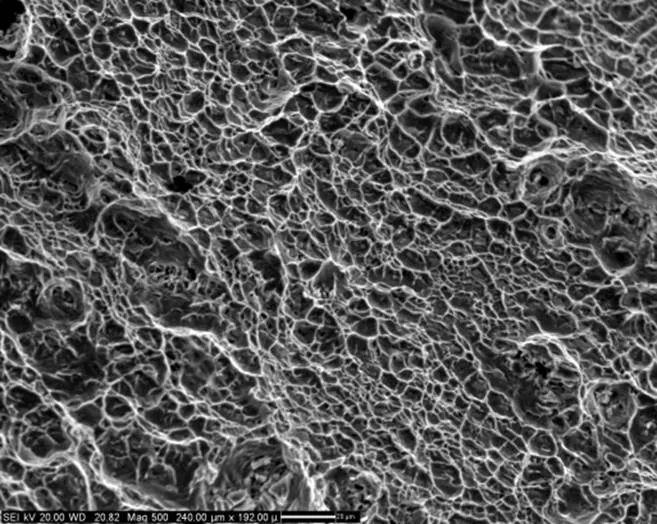
圖13 高溫持久端口形貌
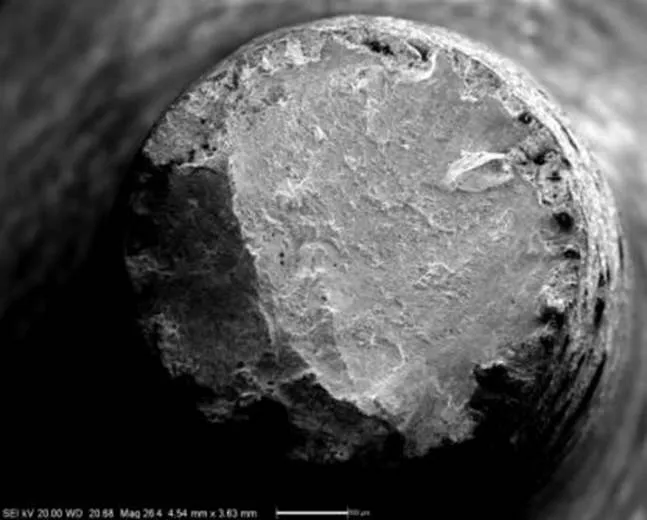
圖14 高溫持久端口局部
4 結束語
a. GH4780與GH6783異種高溫合金的可焊接性較好,采用適當的工藝參數可以達到一級焊接接頭質量。
b. 焊接接頭抗拉強度與GH6783母材接近,室溫、高溫拉伸斷裂位置均出現在母材抗拉強度較低的GH6783合金一側,焊接接頭持久性能約為GH6783母材的1.2倍。
c. GH4780與GH6783合金焊縫組織為柱狀晶組織和胞狀晶組織,母材組織為等軸晶組織與β相組織,且母材與焊縫組織間的熱影響區較窄。
d. 焊接接頭拉伸試樣斷口處均表現為韌性斷裂,斷裂面呈現出大量等軸韌窩。
1 謝興飛,張國棟,曲敬龍,等. 一種GH4780合金的電子束焊接法[M]. 北京:北京鋼研高納科技股份有限公司,2020
2 程林,劉永江. GH3044/GH2747異種高溫合金真空電子束焊接頭組織和性能[J].焊接技術,2019,48(7):16~18
3 韓光煒, 鄧波,楊玉軍,等. GH6783合金中β相特征及與合金力學性能的關系[C].動力與能源用高溫結構材料——第十一屆中國高溫合金年會論文集.北京:中國金屬學會,2007.271~274
4 申科.GH3625/9Cr18Mo異種合金封閉結構的電子束焊工藝研究[D].南昌:南昌航空大學,2017
5 宋篪.熱處理對 GH6783合金拉伸性能的影響[J]. 江西建材,2015(16):57~58
6 周標,郭紹慶,劉文慧,等. 低膨脹高溫合金GH783電子束焊接頭組織及性能研究[J]. 焊接,2010(7):38~42
Properties and Microstructure of GH4780 and GH6783 Dissimilar Superalloy Electron Beam Welding Joints
Gao Jianshi Yuan Hong Yu Huai Wang Jinxue Zhang Guodong
(Beijing Institute of Aeronautical Materials, Beijing 100095)
For the welding joints which were combined with GH4780 and GH6783 dissimilar superalloys, this research did a series of tests of electron beam welding. Thickness of the welding joints is 6.5mm and the thickness of locking which is below the joints is 3.5mm. The test results show: weldability of the joints of the two dissimilar superalloys is basically well without obvious defect; tensile properties of the joints are basically between the properties of the two alloys. The sites of fracture are totally located in the side of GH6783 alloy which property is relatively weak. Microstructure of the welding joints is basically including cellular crystal and dendrite crystal.
GH4780;GH6783;dissimilar superalloy;EBW;properties and microstructure
TG456.3;V252.2
A
高健時(1992),碩士,焊接專業;研究方向:電子束焊接技術研究。
2020-12-23
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07