胎體鋼絲簾布直裁機常見質量問題原因分析及解決措施
2021-05-12 11:28:16陳峰趙杰敖玉元林立君武博
橡塑技術與裝備 2021年9期
關鍵詞:分析
陳峰,趙杰,敖玉元,林立君,武博
(杭州朝陽橡膠有限公司,浙江 杭州 310018)
1 導開與修邊工位對質量的影響和原因分析
(1)導開大筒簾布在使用的過程中存在上料歪斜、邊部經常打折及裁出料存在大頭小尾的現象。針對以上問題,通過分析和研究特在簾布導開處進行了改造優化,安裝了糾偏裝置,糾偏裝置現場實物如圖1所示,此裝置可以徹底解決以上問題,操作人員只需按以下三個步驟進行處理即可解決。

圖1 糾偏裝置實物圖
a.查看導開糾偏功能是否開啟,倘若處于關閉狀態,打開該功能即可解決。
b.若糾偏功能可以確認正常開啟,且無損壞現象,對需導開糾偏的地方進行調節,使其適應簾布的寬度,調節方法對班組均有培訓。
c.若以上兩種方法仍未解決問題,則檢查下最基本的錯誤,上料時大筒簾布中心是否位于紅外線定中裝置對齊處,這點有時候不注意會出現操作失誤的情況。
(2)經過修邊后,產生的余膠過多或者裁切不平整,在拼接后容易出現胎體病疵。病疵產生的原因有以下五點:
a.檢查導開修邊刀自動調節接近開關是否損壞;
b.修邊刀使用時間是否周期太長,刀刃已經鈍化,一般使用周期為7天。
c.修邊的溫度沒有達到標準要求,修邊刀要求工作溫度為80±5 ℃。
d.修邊余料馬達氣壓過高或者過低,要求氣壓為0.4 MPa,公差為±0.1 MPa。
e.修邊刀裝置未與料齊平,或修邊刀安裝不到位,刃口角度不接近于直角。
(3)儲料槽部位突然出現過多堆料,造成糾偏裝置失靈,達不到糾偏效果,這種時候也會造成胎面出現打折和大頭小尾現象。為解決此類問題,設計了一款雙向滾珠儲料壓輥裝置,此裝置結構簡單,無需能耗,只需加工兩個導向裝置,中間采用鋼管和滾珠加工而成,起重量根據吸盤移動過程中所需的拉力F設計而成。此裝置自由落體重力:
G=mg,m=3.6 kg,g=9.8 N/kg
G=35.28 N
拉力F遠遠大于重力G,滿足設計要求。
此裝置工作原理為當吸盤吸附簾布運動時,簾布儲料槽達到一定高度,自由落體裝置上升,簾布停止的過程中自動裝置由于自身的重量下落,保持導開張力恒定,當落回到光電開關后,光電開關感應后通過信號傳輸使設備進行下一個工作程序,如圖2所示,此裝置既增加了導開后的張力,也解決了膠料堆料黏連的問題,一旦出現堆料問題操作人員應及時檢查以下問題:
a.儲料槽下位光電是否失效。
b.導開下料輥速度是否過快。
c.導開下料的延時過長是否。
d.剝離塑料紙時是否由于張力過大導致簾布打折。
發現以上問題時,及時聯系相關人員維修更換光電開關,或根據不同規格的膠料自行調整相應的程序參數。

圖2 裝置運行過程
2 裁刀與吸盤送料工位對質量的影響及原因分析
由于設備工作時間長,導致裁刀出現了磨損或震動導致的微小變化,在裁切膠料時裁刀不夠鋒利、間隙過大或者嚙合尺寸太多,或者皮帶頻繁啟動和停止導致張力降低,或者氣壓不穩定等都會影響工藝質量,出現不同的問題按不同的方法聯系維修工即可。
(1)胎體鋼絲簾布裁切后裁切位置出現包膠的現象,會產生拼接稀線。原因分析:①上刀片與下刀片角度太大或者太小;②上刀片與下刀片間隙太大。
解決辦法:更換刀面,利用塞尺調整配合上下刀面間隙,根據以往的工作經驗,裁刀長度為1.7 m計算,中間配合間隙為0.18 mm,配合間隙由中間向兩側部位進行多點徐緩過渡調整,最邊上的點約為0.25 mm,中間均勻逐漸用塞尺測量,找的均布點越多調出來的刀使用效率越高,調刀間隙如圖3所示。
(2)胎體鋼絲簾布裁切后裁刀起頭位置出現膠料與鋼絲脫開現象,拼接后容易造成露鋼絲現象。原因分析:上下裁刀嚙合尺寸太多。解決辦法:調整調緊螺絲。
(3)胎體鋼絲簾布裁切后邊部壓痕太深,容易導致鋼絲炸開。原因分析:裁刀前壓料板氣缸壓力太大。解決辦法:根據不同重量規格的膠料減小壓力。
(4)胎體鋼絲簾布裁切后寬度大小不一致,造成拼接錯位。原因分析:①送料輸送帶太松,造成打滑現象;②同步帶缺齒。
解決辦法:①調整張緊輥,使皮帶受到均勻的張力;②更換同步帶。
(5)胎體鋼絲簾布吸盤送料后斜,造成拼接送料不到位,呈“八字形”。原因分析.①吸盤磁鐵缺少;②吸盤氣缸上下動作不同步;③送料輥道高低不一致;④送料輥道表面防粘層磨損或者出現凹槽。
解決辦法:①加裝磁鐵;②查看氣缸是否漏氣或串氣,更換密封件及其它配件;③用水平儀調整管道為水平位置;更換新的送料輥道。
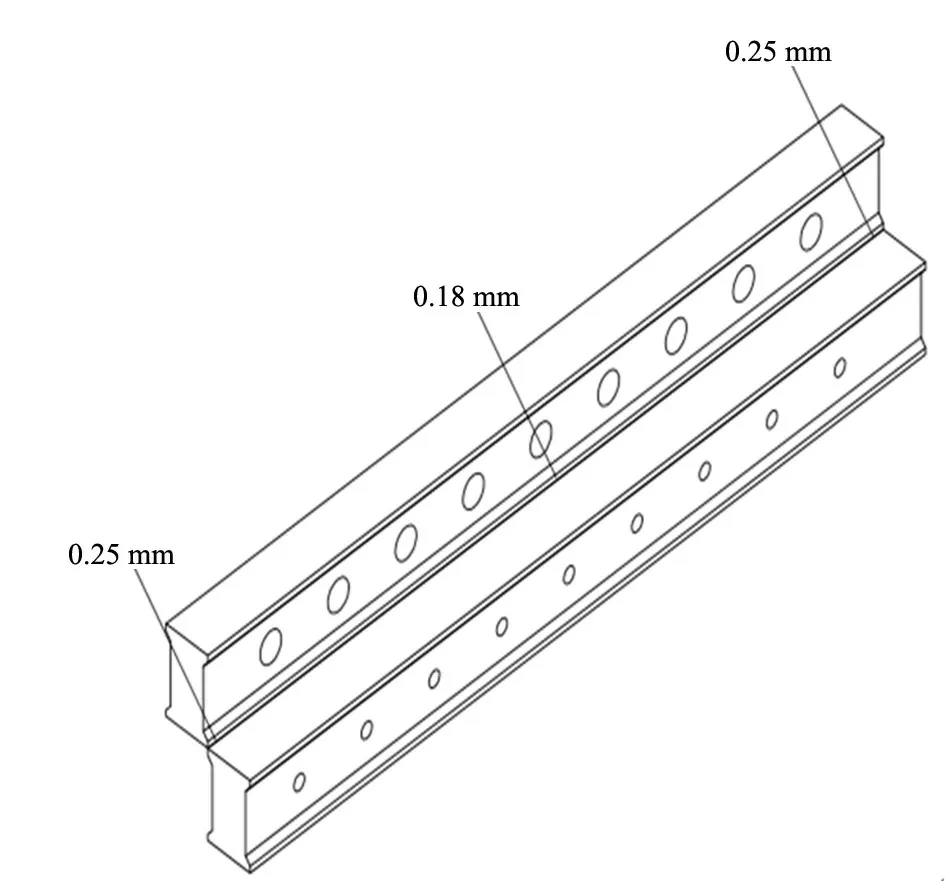
圖3 調刀間隙
3 拼接壓腳裝置對質量的影響和原因分析
拼接部位是整個簾布重新粘合的重要一步,在整個直裁工序中起著承上啟下的作用。而且在整個輪胎的生產中,拼接的好壞也直接影響到輪胎的質量,常規巡檢時每個班組都要對拼接齒輪的靈活性和對拼接間隙進行日常檢查。以下為拼接工序存在的詳細問題和原因,我們可根據相應的原因進行調整修復。
(1)拼接后接口中間位置稀開,產生胎稀。原因分析:左右拼接齒輪重合尺寸不夠。
(2)拼接后拼接壓痕不對中,產生胎稀。原因分析:拼接齒輪安裝時左右不對稱。
(3)拼接后簾布表面沒有齒輪壓痕,產生胎稀。原因分析:①上下拼接齒輪間隙太大;②上下拼接齒輪壓力太小;③上下拼接齒輪氣缸竄氣。
(4)一邊拼接完好,一邊拼接稀開。原因分析:①拼接齒輪裝置不好;②送料左右擋板不在同一中心。
(5)拼接夾料、露鋼絲。原因分析:①拼接齒輪磨損后晃動太大;②進料與卸料參數沒有調整好;③拼接齒輪間隙太小;④拼接齒輪下過渡板有問題。
4 膠片貼合對質量的影響和原因分析
(1) 膠片貼合有氣泡
原因分析:①泡沫壓輥表面破損、空鼓、缺膠;②泡沫壓輥表面有塑料紙或者膠帶紙纏繞;③泡沫壓輥底板變形;④左右氣缸高低不一致;⑤氣缸竄氣;⑥泡沫壓輥軸頭磨損。
(2) 膠片貼合打折
為防止塑料紙微小拉伸受力不均,或塑料紙因其它原因造成塑料紙斷裂的情況,在分離處增加了凹型塑料紙集中過渡輥如圖4所示。解決了此類問題后,產生打折現象的原因分析:①泡沫壓輥氣壓太大;②泡沫壓輥底板變形。
(3) 膠片貼合不住
原因分析:①泡沫壓輥氣壓太小;②泡沫壓輥間隙太大;③氣缸竄氣;④泡沫壓輥軸承損壞。
(4) 貼合膠片拉伸。
原因分析:①泡沫壓輥氣壓太大;②膠片導開電磁離合器太緊;③膠片儲料與生產線速度不匹配。
(5)膠片貼合位置尺寸不符合
原因分析:①膠片糾偏不好;②膠片位置不合理,超出糾偏行程。

圖4 凹形塑料紙集中過渡輥
5 生產線拉伸率原因分析
因裁斷車間是一個恒溫恒濕度的車間,在不考慮外部環境的因素下,產生拉伸率的原因大概可以概括為以下幾點:
(1)生產線各段線速度不匹配。
(2)儲料位置停頓時間過長。
(3)膠片貼合泡沫壓輥氣壓太大。
(4)卷取電機扭矩太大。
(5)卷取墊布不平整,接頭太多。
(6)生產線速度過快,造成某段皮帶與制品相對運動。
6 結論
通過以上的改造和對問題的原因分析,在相應的狀況下能讓維修人員很快找到相應的方法查找并解決問題,使制品質量從之前合格率95%提升到98%,產能從220刀/h提升到250刀/h,設備故障率從10 h/月降低到5 h/月,為公司創造了較高的經濟效益。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
