基于ISO 25239-4標準攪拌摩擦焊工藝評定的應用
2021-05-14 02:49:36趙海燕馮寬張楠鄧義剛
機械制造文摘(焊接分冊) 2021年2期
趙海燕, 馮寬, 張楠, 鄧義剛
(機械工業哈爾濱焊接技術培訓中心,黑龍江 哈爾濱150046)
0 前言
攪拌摩擦焊(Friction stir welding, FSW)是英國焊接研究所于1991年發明的一項固態連接技術[1]。與傳統熔焊相比,攪拌摩擦焊在焊接時無焊接煙塵、無污染、熱輸入低、變形量小、易實現自動化等優點,已成功應用于航空航天、船舶工業、汽車領域、軌道交通等領域[2-3]。特別是在軌道交通領域,攪拌摩擦焊已大量應用于車體及各組成部件,如地鐵地板,輕軌側墻、車頂、裙板,高速列車車鉤座板[4]等,涉及到的材料有5系、6系、7系鋁合金[5]。
任何一種焊接方法在應用于生產時必須有合理的焊接工藝規程(Welding procedure specification, WPS)指導焊接生產,保證焊接產品質量。在編制WPS之前,焊接工藝需經過工藝驗證,以確保焊接接頭性能能夠滿足設計規范或生產需求。焊接工藝評定(Welding procedure qualification, WPQ)就是驗證焊接工藝的合理性,是對焊接工藝的綜合評判,也是評價焊接企業能否生產出符合相應規范的焊接接頭的重要依據[6-7]。進行焊接工藝評定時,企業可自行按照標準或規范出具焊接工藝評定報告(Welding procedure qualification record, WPQR),也可找第三方獨立機構出具WPQR。機械工業哈爾濱焊接技術培訓中心(WTI Harbin)作為第三方獨立機構,自1999年開始為多家企業進行焊接工藝評定,完成各種焊接方法WPQR近2 0000份。近幾年攪拌摩擦焊的工評數量也在逐年上升,截至目前,已為20余家企業進行了近百項攪拌摩擦焊WPQR。如中車唐山機車車輛有限公司、中車長春軌道客車股份有限公司、中車南京浦鎮車輛有限公司、中車株洲電力機車有限公司、德州魯斯泰鋁業有限公司等。
攪拌摩擦焊焊接工藝評定標準為ISO 25239-4,此標準只適用于鋁合金攪拌摩擦焊,不適用攪拌摩擦點焊。
文中以ISO 25239-4為基礎,結合高速動車組車鉤面板的攪拌摩擦焊,探討在生產之前如何進行焊工工藝評定,以確保焊接工藝的合理性,并為正式編制焊接工藝指導書提供可靠的數據支撐。
1 焊接工藝評定流程
焊接工藝評定作為驗證焊接工藝的重要手段,在實際生產中是必不可少的環節,指導焊接生產的WPS必須以合格的WPQR為依據,其焊接工藝評定的一般流程如下:企業結合實際產品或圖紙要求,編制預焊接工藝規程(pWPS)→按 pWPS中技術要求焊制試件→由檢驗機構或本單位對試件按相關標準進行檢驗→所有檢驗項目合格后出具WPQR→根據焊接工藝評定報告編制WPS。如焊制的試件不符合驗收標準,需重新焊制,檢驗后仍不合格,則焊接工藝評定失敗,需重新調整工藝進行再次評定。
2 車鉤面板攪拌摩擦焊工藝評定
2.1 接頭設計
焊接工藝評定是有針對性的試驗工作,應根據實際產品,設計與產品相匹配的接頭形式。并在滿足生產要求的情況下,盡可能考慮最大的覆蓋范圍,避免焊接工藝評定報告的重疊。ISO 25239-4中有3種標準接頭,分別為板對接、管對接、板搭接。車鉤面板作為高速動車重要承載構件,母材為25 mm的6005A-T6型材,其接頭形式示意圖如圖1所示。車鉤面板焊接工藝評定中設計的接頭為25 mm、6005A-T6型材對接接頭,與實際產品一致。
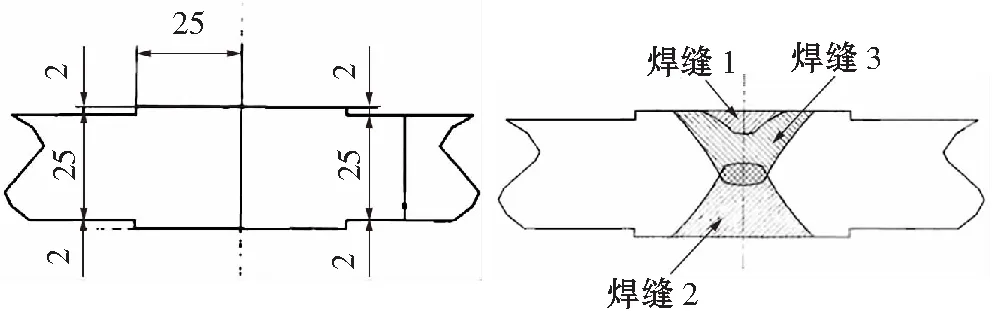
圖1 車鉤面板接頭形式示意圖
2.2 焊工要求
ISO 25239-4中對焊工是否有操作證書沒有強制要求,但是施焊應由該單位人員進行。如經焊后檢驗,試件合格,此焊工可以獲得ISO 25239-3操作證書。
2.3 制定pWPS
制定pWPS時應注意工藝參數的合理性,pWPS中的焊接工藝參數是經驗或大量試驗確定的最佳工藝參數。熔焊焊接工藝評定中的主要工藝參數是電弧電壓、焊接電流、焊接速度,且熔焊技術相對成熟,確定合理的工藝參數相對容易。而攪拌摩擦焊自2002年引入中國,研究深度及應用程度遠不及熔焊技術。同時攪拌摩擦焊的主要工藝參數較多,如攪拌頭形狀及材料、攪拌頭旋轉速度、壓力、傾角、焊接速度等。基于此,在制定pWPS焊接工藝參數時,需要前期大量試驗,進行工藝優化,最終確定最佳的焊接工藝參數。
車鉤面板攪拌摩擦焊采用單軸肩雙面焊,pWPS需明確攪拌頭軸間直徑、針長、攪拌頭旋轉速度、壓力、傾角、焊接速度、焊后是否需要熱處理及其它參數。
2.4 焊后檢驗
ISO 25239-4針對3種不同的接頭形式,給出了相應的檢驗方法,包括無損檢測和破壞性檢測。
2.4.1無損檢測
ISO 25239-4的3種接頭形式:板對接、管對接、板搭接,焊后必須進行外觀檢驗(VT),VT結果應按ISO 25239-5“B級”評定。外觀不允許出現孔洞,對錯邊和變形缺欠只允許在限定值內。其它外觀缺欠,如飛邊需按設計規范進行評定。車鉤面板攪拌摩擦焊,焊接完成后必須由具有有效VT證書的檢驗人員對焊縫進行VT檢驗。
ISO 25239-4只對外觀檢驗進行了強制要求,對其它無損檢測方法并未強制要求,如滲透檢測(PT)、射線檢測(RT)或超聲檢測(UT)。這是因為攪拌摩擦焊是固相焊接,與常規熔焊相比,攪拌摩擦焊所產生的缺欠有明顯的緊貼、細微難檢測的特點,并且表面產生裂紋的可能性很小。因此在標準中除VT強制要求外,其它無損檢驗都需按設計規范進行。如對致密性要求嚴格,可能需要渦流檢測或相控陣超聲檢測。目前,攪拌摩擦焊無損檢測方法的研究已成為重點研究課題[8]。
VT檢驗合格后,設計規范要求進行其它無損檢驗,需按規范選擇無損檢測方法,如PT,RT,UT等。車鉤面板攪拌摩擦焊,按設計規范進行無損檢測。
著名的教育家葉圣陶先生的作品《荷花》出現在小學語文課本中,或許學生還不了解散文的特點,但絕不會忘記散文中配的圖畫,這種簡單勾勒的美對他們足以起到審美情趣的啟蒙與熏陶作用。這時,教師再詮釋一下作者的淵源,那么這種本土味道就會在孩子的味蕾上彌漫開來。懷揣這種童年的美,在心底發酵幾年,就如深巷中的美酒,香氣圍繞周身,伴隨學生一生。
2.4.2破壞性檢測
焊后對焊接接頭實施破壞性檢測,是驗證焊接接頭的性能能滿足生產需求的一種手段。攪拌摩擦焊工藝評定標準中板對接、管對接必須進行拉伸試驗、彎曲試驗、宏觀試驗。板搭接需進行宏觀試驗。對板搭接接頭的其它破壞性試驗需按設計規范執行,如錘擊S彎曲試驗等。車鉤面板作為重要的承載構件,其焊接接頭性能直接影響產品安全。因此車鉤面板必須進行拉伸、彎曲、宏觀檢驗,確保焊接接頭滿足設計規范。
2.4.2.1拉伸試驗
拉伸試驗是驗證焊接接頭強度是否滿足產品需求。在評定抗拉強度時,需根據材料組別、熔深厚度、焊前供貨狀態和焊后自然時效或人工時效選擇正確的系數因子。如23組鋁合金,供貨轉態是T6,熔深≤5 mm,焊后自然時效,計算抗拉強度時系數因子為0.7;若熔深>5 mm,其它條件不變,系數因子為0.6。如產品設計規范有要求,可按產品的規范執行。車鉤座板攪拌摩擦焊按設計規范,焊后抗拉強度系數因子為0.7,抗拉強度達到250 MPa × 0.7 = 175 MPa。實際抗拉強度見表1。抗拉強度符合要求。
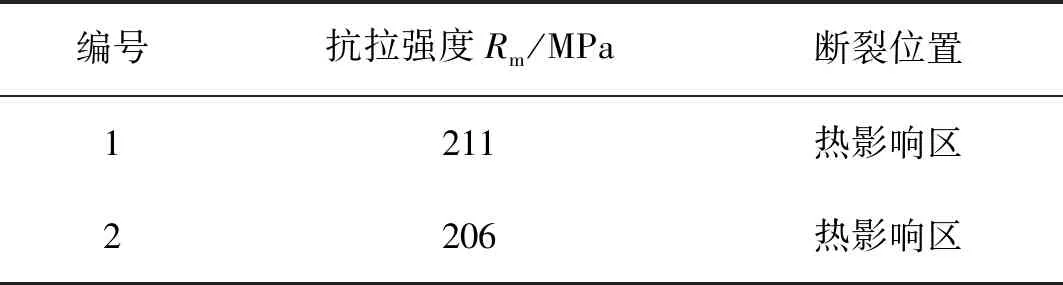
表1 抗拉強度
2.4.2.2彎曲試驗
彎曲試驗是驗證焊接接頭塑性的一種方式,要求彎曲180°,彎曲面不出現>3 mm的缺欠。在彎曲試驗中需要注意的是壓頭直徑的選擇,應根據母材的最低延伸率,按照ISO 25239-4中的公式計算壓頭直徑。壓頭直徑選擇不正確都會影響彎曲結果。車鉤面板的攪拌摩擦焊彎曲180°未出現任何缺欠。
2.4.2.3宏觀試驗
宏觀試驗是檢驗焊縫內部宏觀組織情況,評定標準為ISO 25239-5“B級”。宏觀檢驗中不允許出現孔洞、未焊透缺欠。車鉤面板的宏觀金相如圖2所示,金相未出現孔洞、未焊透等其它缺欠。車鉤面板按pWPS焊制完成后,對焊接接頭實施了外觀檢驗、拉伸、彎曲、宏觀檢驗,按評定標準均合格,因此焊接工藝合理,可以出具WPQR。
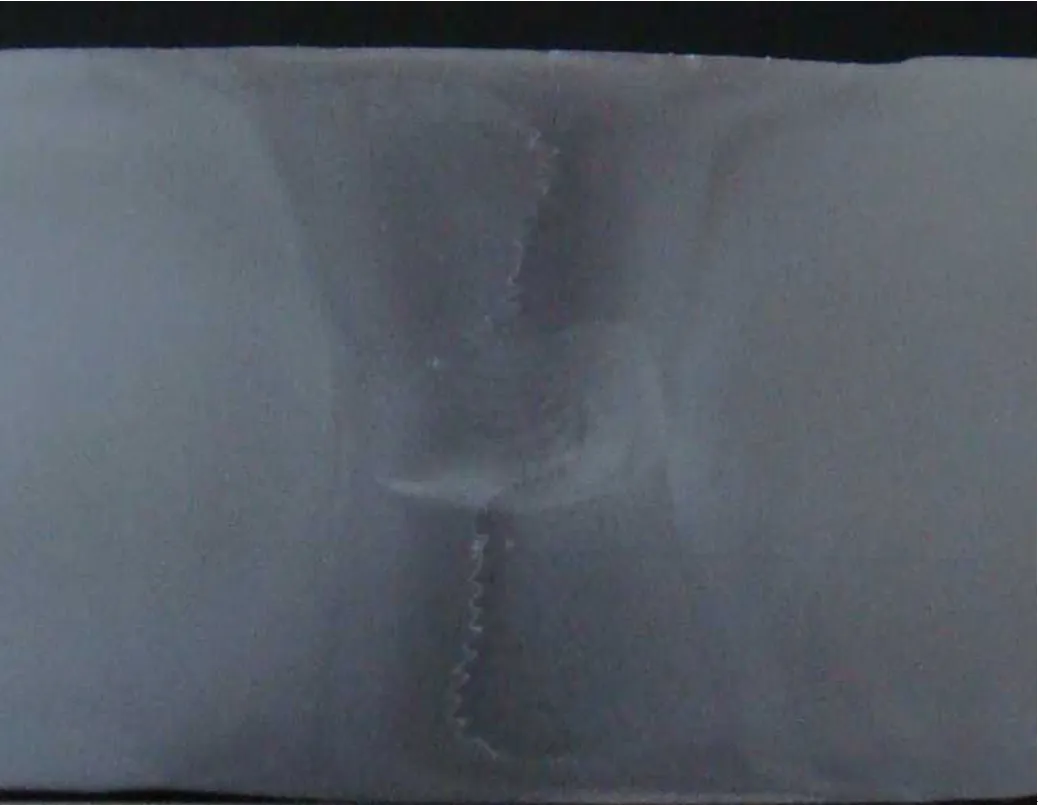
圖2 車鉤面板宏觀金相
3 編制WPS
按照已生效的WPQR,依據ISO 25239-4中的覆蓋范圍,制定指導生產的WPS。超出標準規定的覆蓋范圍,需要新的WPQ。
ISO 25239-4無母材組別、厚度、接頭形式的覆蓋范圍,因此依據WPQR編制的WPS,其相關參數均是WPQR中的實際參數。這可能是因為母材組別不同、厚度不同、接頭形式不同、會造成焊接工藝參數較大的變化。而攪拌頭的形狀、針長、攪拌頭旋轉速度、焊接速度、壓力、傾角等參數,任何一方的變化都會造成焊接接頭組織和力學性能較大的改變。如母材厚度不同,采用相同的攪拌頭,相同的針長,相同的工藝參數,很有可能造成未焊透等缺欠。或者改變工藝參數,如隨著攪拌頭旋轉速度的提高,會產生大量的摩擦熱,焊接完成后會產生起皮,更嚴重者有可能在焊核區產生隧道性孔洞缺欠;或者降低焊接速度,產生的熱輸入大,同樣會產生飛邊和孔洞缺欠。
車鉤面板攪拌摩擦焊依據ISO 25239-4檢驗合格,出具WPQR,并編制WPS。因標準中無母材組別、厚度、接頭形式的覆蓋,實際焊制時焊接工藝參數嚴格按照WPS中的參數執行。
[][]
4 結論
(1)WPQR為編制WPS提供了可靠的數據支撐。
(2)ISO 25239-4中無母材組別、厚度、接頭類型的覆蓋范圍,依據WPQR頒布的WPS,其覆蓋范圍只限定在WPS中的參數。
(3)改變WPS中的任何參數,需要重新進行焊接工藝評定。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
