焊接接頭圖紙符號最新國際標準解析
2021-05-14 02:49:36高欣
機械制造文摘(焊接分冊) 2021年2期
高欣
(機械工業哈爾濱焊接技術培訓中心,黑龍江 哈爾濱150046)
0 前言
不同國家和地區早期都有自身的焊接接頭符號標準,如歐盟引用EN 22553:1997(2013年后直接轉化ISO 2553作為歐洲標準), 美國引用AWS A2.4: 2012,澳大利亞引用 AS 1101-3: 2005,日本引用JIS C Z 3021: 2010。綜合和考慮各國家及地區焊接接頭符號標準,國際標準化組織第44技術委員會(ISO/TC44)―“焊接及其相關工藝”技術委員會負責并升級了ISO 2553: 2013和ISO 2553: 2019[1], 從而將國際上焊接接頭的標注表示法“雙基準線的符號表示體系”和“單基準線的符號表示體系”都收納到標準當中。
1 焊接接頭圖紙符號表示的范圍
1.1 范圍
焊接接頭圖示可能包括焊縫的形狀、制造、質量以及檢驗的信息,所顯示的符號可與技術圖紙上使用的符號組合起來,例如可以表示表面加工的要求。要清楚圖示表示含義,必須明確圖示依據的標準。國際上公認有2種方式標記圖紙上的箭頭側和非箭頭側。以ISO2553: 2019為例:①帶有后綴字母“A”適用于基于雙基準線(一條實線和一條虛線)的符號表示體系,基于ISO 2553: 1992;②帶有后綴字母“B”適用于基于單基準線的符號表示體系(一條實線),基于環太平洋國家使用的標準;③不帶有后綴字母“A”或“B”,2種體系都可以應用。
1.2 符號
焊接符號由箭頭線和參考線組成的符號,也可包括基本和補充符號、尺寸和/或尾部,用于技術圖紙上,以指示焊接接頭類型、位置和接頭準備。如果沒有規定接頭細節,那么僅要求指出將要焊接的接頭,可能使用圖1中顯示的基本符號。這種情況下,對于體系A就不需要雙基準線,因為沒有關于焊縫的信息需要表達。基本焊接符號必須包括一條箭頭線,一條基準線和尾部。
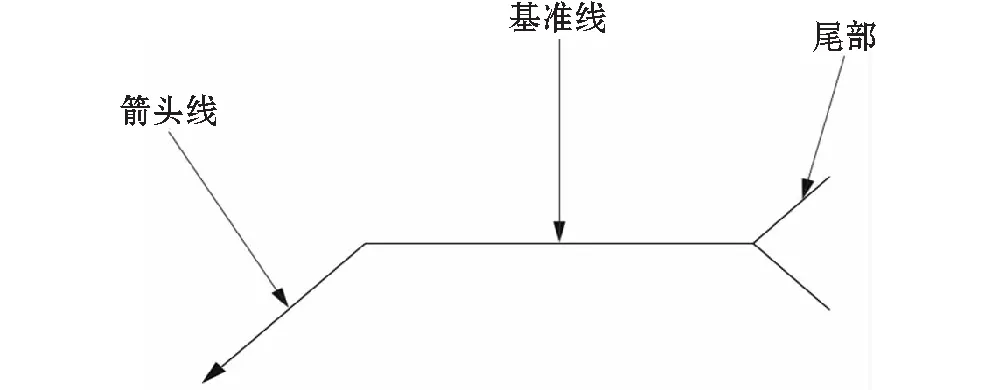
圖1 基本焊接符號(未指定接頭細節與類型)
基本符號在體系A和體系B中都可添加到基準線來指出所要焊接的焊縫類型,見表1。基本符號為焊接符號的組成部分,繪制時位于基準線上,通常在中間位置。基本符號在新標準的表示中以象形為基礎,即用焊接之前的準備情況的示意圖作為符號的標識方式,這樣更為簡單,也更容易理解。如果是帶鈍邊的V形焊縫,可能是全熔透焊縫也可能是部分熔透焊縫,具體要看實際熔深的表示。
輔助符號可以提供例如關于焊縫形狀或焊縫接頭應如何焊接的信息(見表2)。對于磨平符號(序號1),一般在實際生產中,是通過加工來得到,而不是直接焊接能夠獲得的。凸面(序號2)和凹面(序號3)的焊縫是可以通過直接焊接得到,也可以通過焊后加工得到。圓滑過渡(序號4)一般是針對有疲勞要求的焊縫時,在角焊縫焊趾處或者蓋面的焊道之間進行處理。根部余高(序號5)通常指余高不小于規定值。
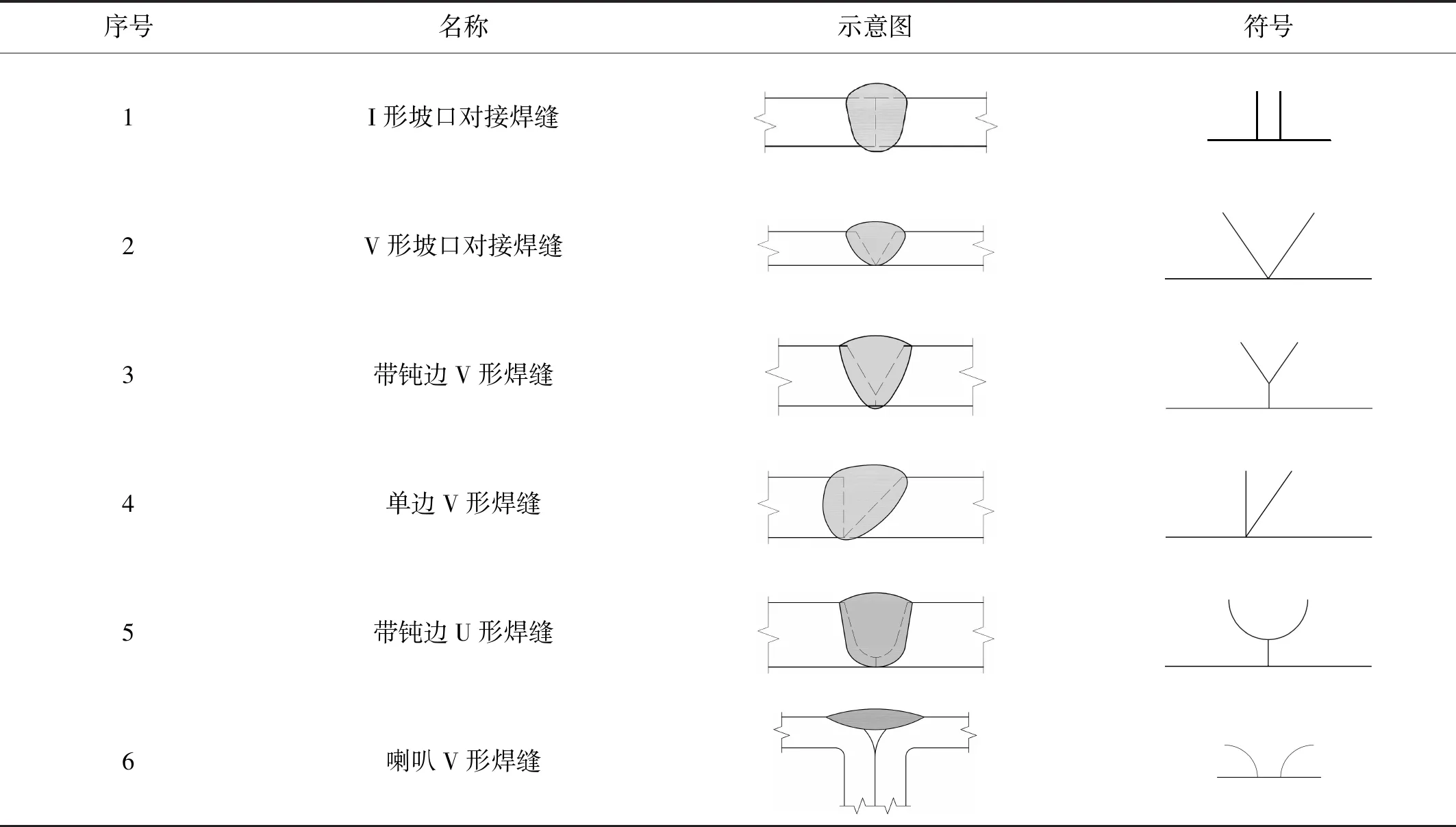
表1 基本符號
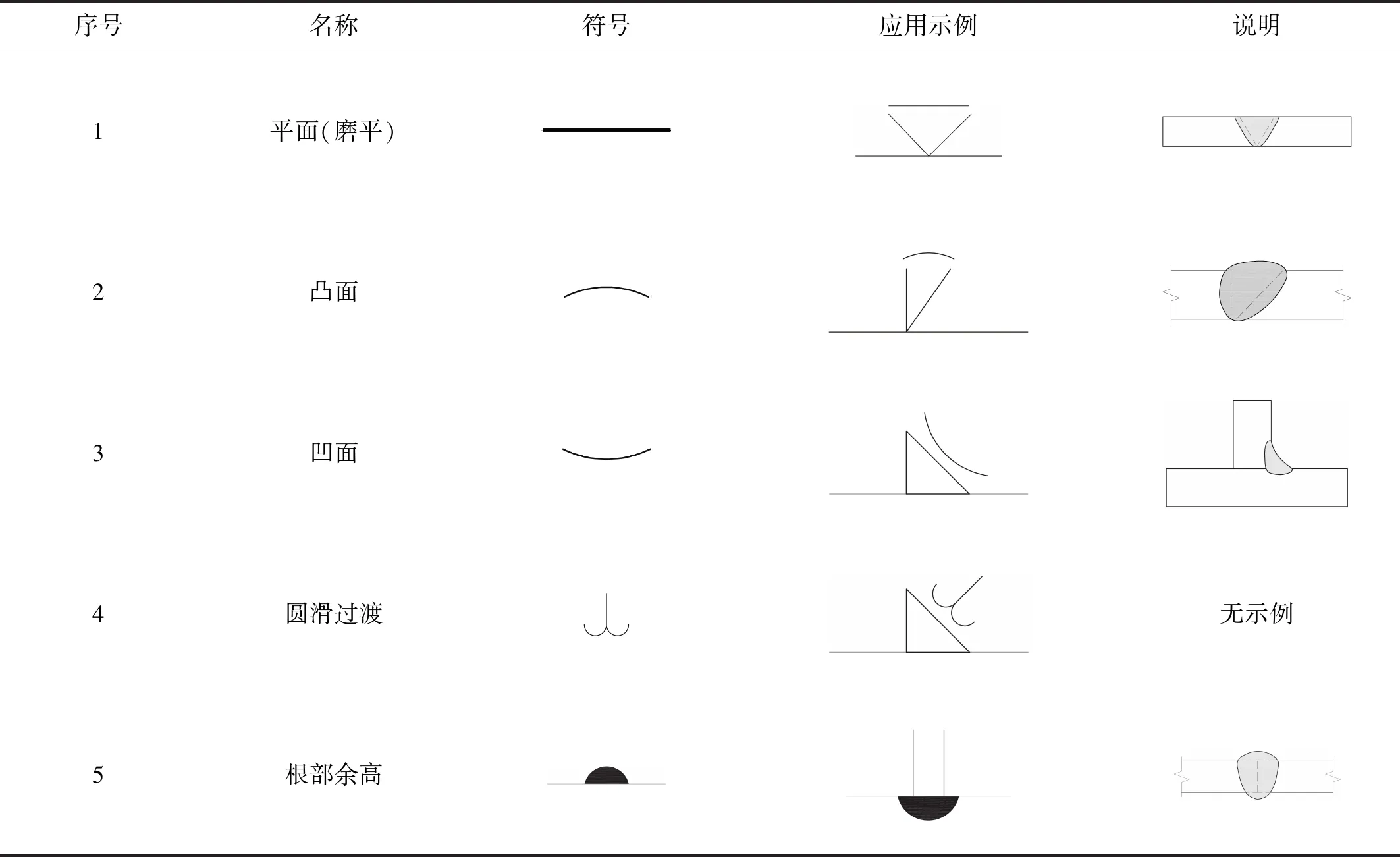
表2 輔助符號
2 焊接接頭標注應用及注意問題
2.1 箭頭線
箭頭線必須用于指出所焊接的接頭,如圖2所示。箭頭線必須:指向并與圖紙上接頭組成部分的實線相連接(可見的線);繪制時與基準線連接并且呈一定角度,以一個閉合的箭頭結尾。箭頭線可與基準線的任一端連接。2個或多個箭頭線可以與一個基準線組合起來用于表示同種焊縫的位置。
彎折箭頭線對于板材對接焊縫(不包括T形對接焊縫),當需要準備一個具體的接頭組件時(例如單邊V形或單邊J形對接焊縫),箭頭線需要彎折并指向該組件,見表3。如果很明顯或者如果沒有傾向要準備哪個組件,則不需要將箭頭線彎折。
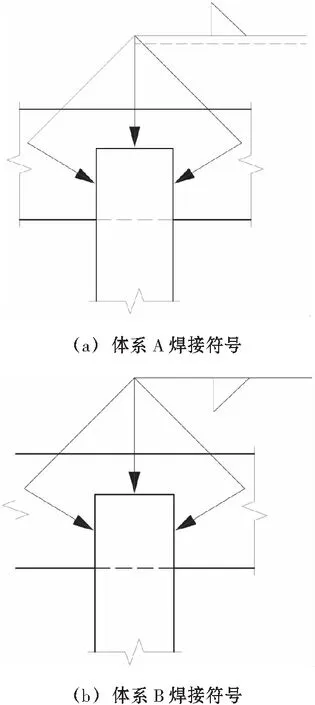
圖2 組合箭頭線使用示例
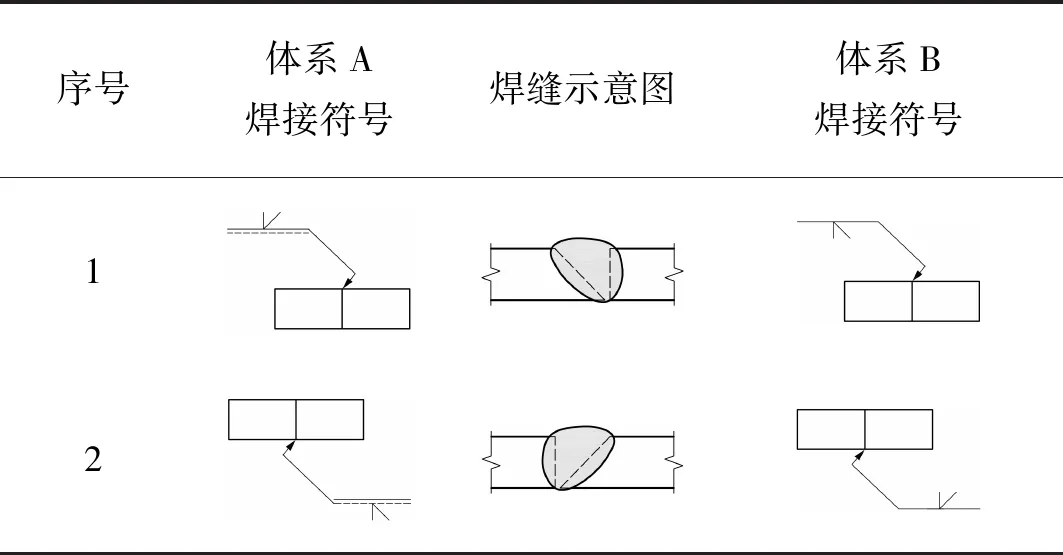
表3 彎折箭頭線的使用示例
2.2 基準線和焊縫位置
與基本符號組合起來使用的基準線用于指示在接頭那一面焊接焊縫。箭頭側是指箭頭所指向的接頭的一側。非箭頭側是指與箭頭指向相反的接頭的一側。箭頭側與非箭頭側總是構成同一接頭的一部分。接頭的非箭頭側嚴禁與作為另一接頭組成部分的隱藏焊縫混淆。
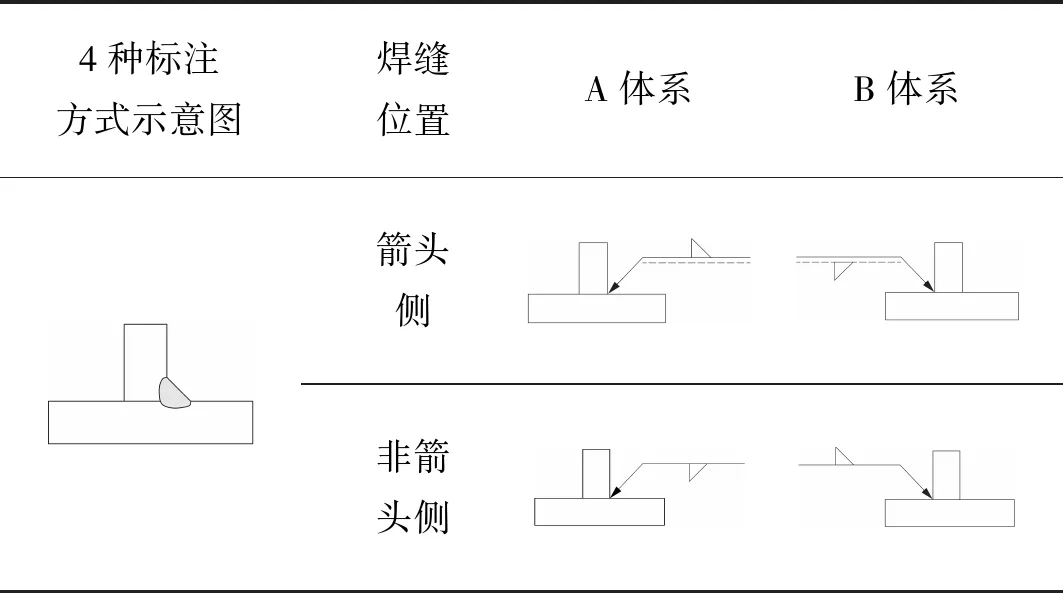
表4 箭頭側與非箭頭側的焊接符號示例
多條基準線可以使用2條或多條基準線來表示一系列的標記。第1步在離箭頭最近的基準線上標記。之后在其他基準線上按順序標記,如圖3所示。
2.3 尾部
尾部是一個可選部分,可加入到基準線實線的末端,如圖4所示。此處的附加補充信息也是焊接符號的一部分,例如:①質量等級,例如參照ISO 5817,ISO 10042,ISO 13919等等;②焊接工藝,參考號,參照ISO 4063或縮寫;③填充材料,例如參照ISO 14171,ISO 14341等等;④焊接位置,例如參照ISO 6947;⑤制備接頭時要考慮的補充信息。該信息必須列出,并用斜線/分開(圖4a)。閉合的尾部僅用于指出所參考的特定說明,例如參考一個焊接工藝規程(WPS),焊接工藝評定(WPQR)或其他文件(圖4b)。
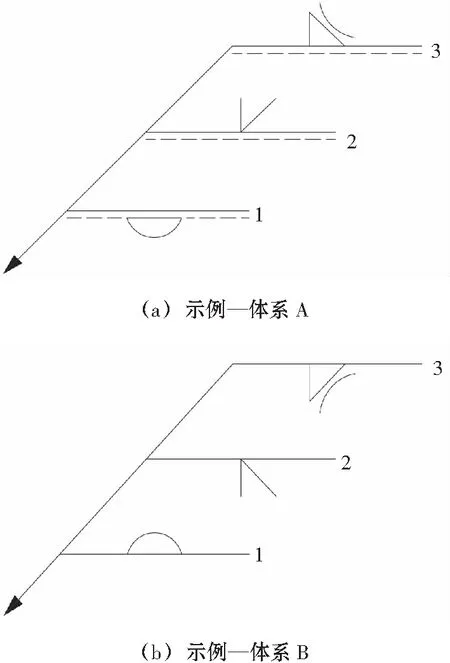
圖3 多條基準線

圖4 焊接符號尾部使用的示例
2.4 焊縫尺寸
尺寸應與基本符號組合標注在基準線的同側針對焊縫的熔深要求,如果是全熔透焊縫,可以在基本符號前省略數值,部分熔透焊縫,需要在前面加上熔深要求值。
2.5 焊接符號應用示例
圖5為顯示焊縫各組成符號的完整焊接符號示例。以下給出的示例僅具有說明性,是為了展示圖紙準則的合理應用,這些例子不代表良好的設計應用,也不是為了取代規范或規程要求。
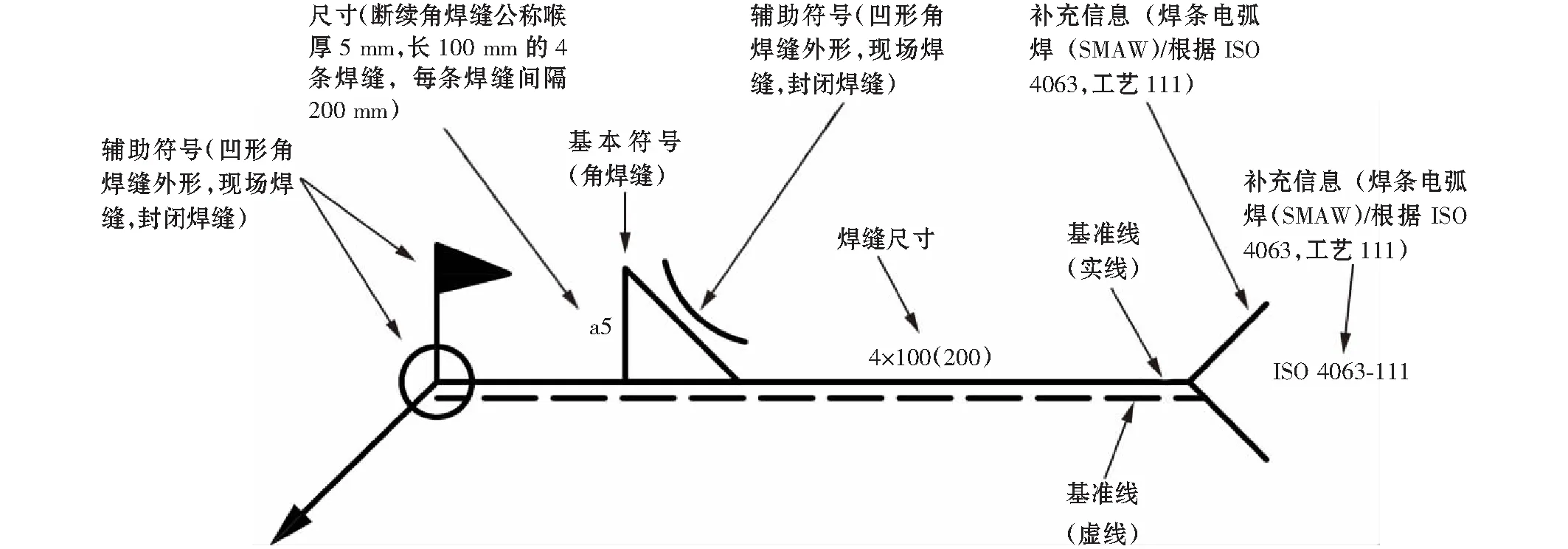
圖5 完整焊接符號示例
2.6 不同類型焊縫的公差和范圍
接頭類型和焊縫類型的資料性分類見表5(節選自ISO 17659: 2002[2])。這里面區分了接頭形式與焊縫形式,彼此之間與連接角度及組對的典型關系,對于實際應用具有非常好的指導作用。
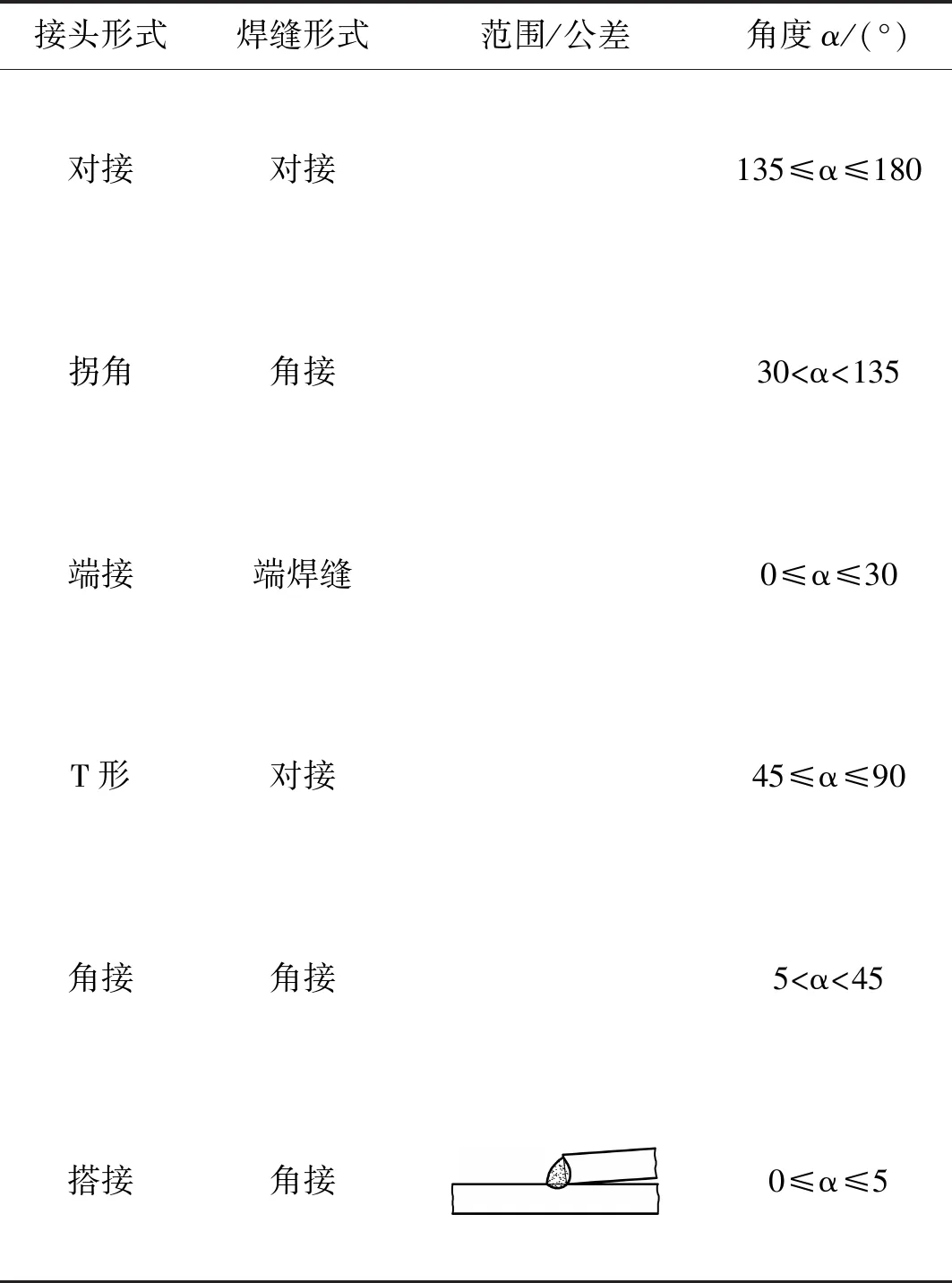
表5 接頭類型和焊縫類型的資料性分類
3 結束語
國際標準化組織第44技術委員會通過廣泛討論和征求意見已經將ISO 2553《焊接及其相關工藝-圖紙符號-焊接接頭》標準升級到2019版,焊接接頭的標注符號非常全面,作為國際化的焊接合作和技術交流的語言基礎,準確應用標準將為企業的設計、制造、管理的提高效率和減少成本。學習與應用標準,尤其是對設計人員如何更準確的表述焊縫,對工藝人員更科學的編制工藝,對生產人員清晰無誤的理解含義,從而從滿足焊接質量,從體系環節上保證控制。
國內焊接行業內的廣大設計、工藝、生產等環節的技術人員,需要廣泛推廣及應用基礎焊接符號標注最新國際標準,提升焊接行業的國際競爭力,為服務產品質量做好基礎保障。
猜你喜歡
幼兒園(2021年6期)2021-07-28 07:42:14
建材發展導向(2021年6期)2021-06-09 05:57:08
汽車實用技術(2020年16期)2020-09-06 13:28:22
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代工人(2019年20期)2019-12-13 08:26:11
小學生學習指導(低年級)(2019年11期)2019-11-25 07:31:48
小學生導刊(2017年13期)2017-06-15 20:29:38
制造業自動化(2017年2期)2017-03-20 14:26:13
天津科技大學學報(2015年4期)2015-04-16 04:55:11
設備管理與維修(2015年12期)2015-04-09 06:57:24
