超大斷面寬厚板坯模鑄技術
2021-05-17 08:19:58邢思深
一重技術 2021年1期
邢思深,屈 磊,張 亮
大型鑄鍛件是能源裝備的核心部件,由于金屬凝固的尺寸效應,鑄件的規格越大,則疏松縮孔、元素偏析和開裂等鑄造缺陷越嚴重,進而導致鍛件質量難以控制,嚴重影響零部件的服役性能,迫切需要探索新技術解決大型鑄鍛件的制備難題。
增材制造技術是一種基于“離散-堆積”原理,由數字模型文件驅動的,復雜形狀零件的“快速成形”和“快速制造”新技術[1]。經過近40余年的快速發展,增材制造技術的內涵不斷深化、外延不斷擴大,從狹義的以激光、電子束等為熱源的分層成形技術,向廣義的塊體組焊、堆焊成形、化學/物理氣相沉積等技術延伸,并廣泛應用到航天、航空、核電、石化等高端裝備領域[2]。
金屬構筑成形技術正是基于上述增材制造思想提出的一種變革性的大型鍛件制備方法。傳統上采用“模鑄制坯+塑性成形”的技術路線來生產大規格、整體、高性能的金屬構件,該技術需要大型鑄鐵模及重型鍛造設備,且鑄錠質量控制難度大、制造成本較高。而金屬構筑成形技術與建筑行業的“砌墻”思維類似:首先,制備小規格、均質化的高質量板坯;然后,將經表面加工、凈化處理的坯料堆垛成預定形狀,并將多個坯料真空封焊;最后,在高溫下進行鍛造,實現多塊坯料界面的冶金結合[3]。該技術有別于近凈成形技術,它不是以制備零件為目的,而是以制備均質化的鍛造坯料為目標,與傳統制坯技術相比,在制造成本、材料利用率、均質化、致密度和質量穩定性上實現了質的提升。
以大型汽輪機轉子和大型支承輥為代表的大型鍛件,最大重量可超過600 t,如采用金屬構筑成形技術制備此類大型部件,需要預先制備一定數量的均質化厚板坯。為了減少封焊界面,應采用盡量厚的板坯。已知國內最大的特厚板坯連鑄機可以制備厚度為475 mm 的板坯,如要制備厚度超過500 mm 的特厚板坯,則需要采用模鑄技術。國內對于超大斷面寬厚板坯的模鑄工藝已開展了研究和實踐探索[4],但是其錠型與構筑成形用的超大斷面寬厚板坯存在區別,其“堆垛”和“封焊”工藝特征要求坯料本體不應有錐度,錠身窄面不應為弧面。
本文系統介紹用于構筑成形技術的超大斷面寬厚板坯在傳統模鑄工藝條件下的凝固過程和內部質量情況,討論了錠型、厚度和冷卻速度等因素的影響,為新錠型模鑄工藝提供解決方案。
1 錠型設計
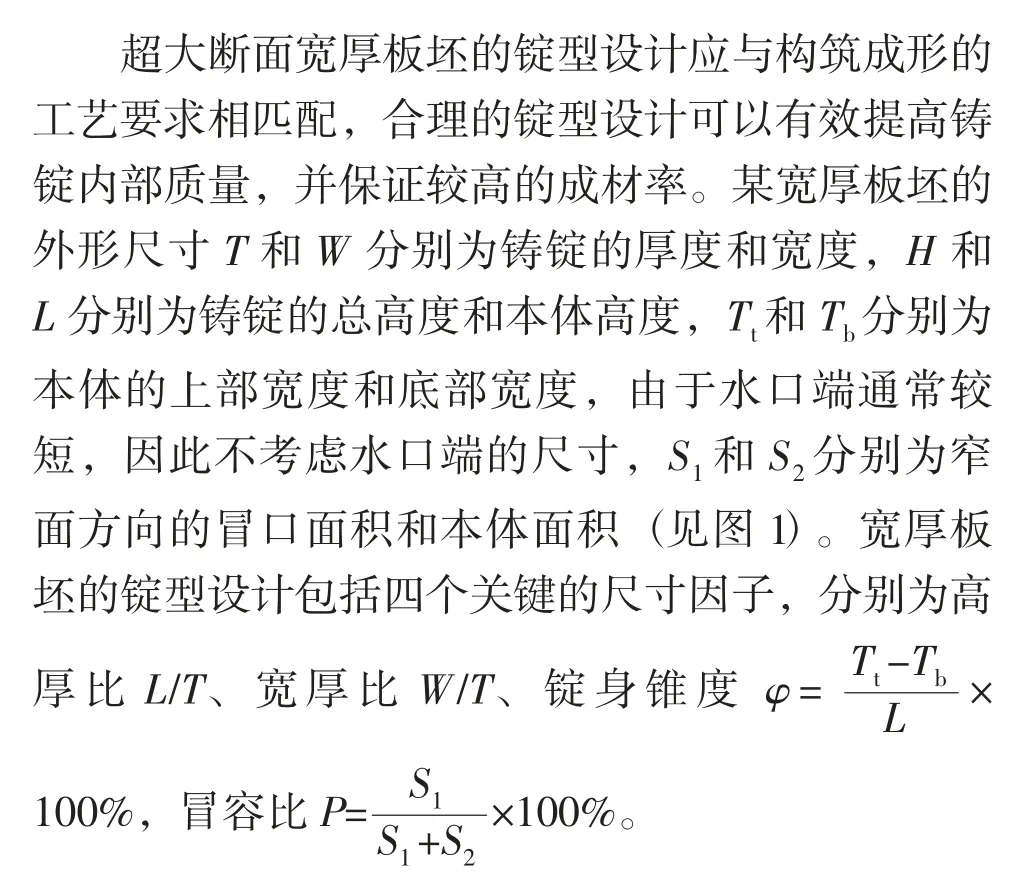
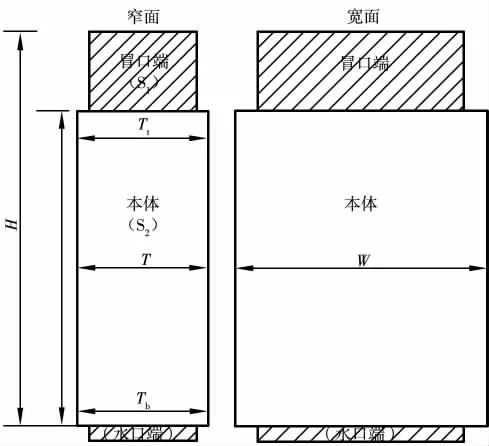
圖1 寬厚板坯的外形尺寸示意圖
本文所述鑄錠是用于制備百噸級以上的鍛造坯料,結合后續的真空封焊和鍛造工序,預設本體的寬面尺寸固定為W=L=2.5 m,厚度為變化尺寸。T=1 m 時,固態下鑄錠本體的重量約為49 t,T=0.6 m 時,固態下本體的重量約為29 t。構筑成形的“堆垛”工藝要求錠身不應有錐度,為了避免對鑄錠進行機加工,錠型設計為無錐度錠身,即φ=0。同時,為了便于封焊和鍛造變形的協調性,錠身窄面設計為沒有任何弧度的平面。
通過查閱國內外相關文獻資料[5],可以總結出大斷面寬厚板坯的高厚比和寬厚比分別與鑄錠重量的關系(見圖2,圖3)。首先,對于高厚比,鋼錠越高,冒口內的鋼水越不易補縮進本體,易產生疏松和二次縮孔,也不利于鋼水中氣體和夾雜物的上浮,所以鑄錠高度和高厚比不宜過大,國內外高度一般不超過3 500 mm,高厚比控制在2.5~3.5 之間;其次,增加厚度會加劇內部宏觀偏析,增加鑄錠開裂傾向。由圖3 可知,鑄錠重量約50t 時,寬厚比應控制在2.0~3.0 之間,而日本相關文獻表明其寬厚比通常控制在3.5~4.0 之間。
對于冒容比P,一般取值在10%~20%,冒容比是影響鋼錠內部質量及成材率的主要因素,錠重越大,鋼種要求越高,冒容比越大。
本文基于以上寬厚板坯的錠型設計準則,并兼顧鑄鐵模冷卻和快速冷卻的比較研究需要,共設計了三種錠型(見表1)。四個算例的錠型尺寸因子都在合理范圍內。
2 模鑄工藝的分析方法
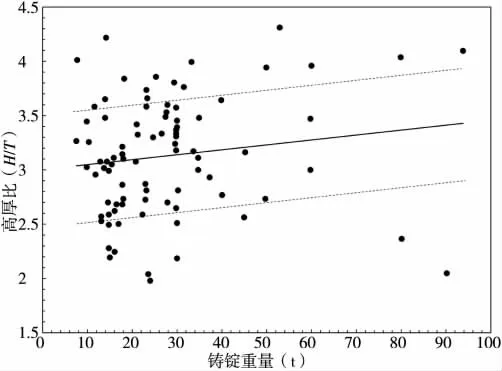
圖2 高厚比與鑄錠重量的關系圖
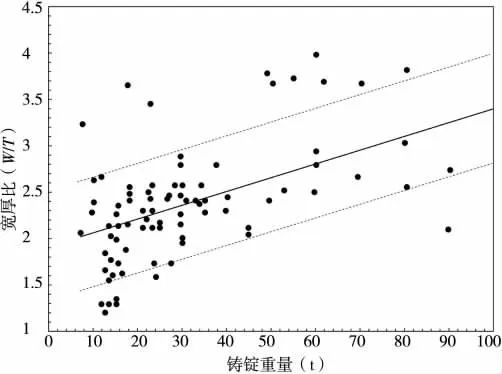
圖3 寬厚比與鑄錠重量的關系圖

表1 錠型設計參數和冷卻工藝條件
大型鑄件的模鑄工藝仿真包括對金屬充型和凝固中多個物理過程的耦合分析,如溫度場、流場、應力場、溶質濃度場、縮孔及縮松判據等。模擬凝固過程的核心環節是求解各物理過程的控制方程。首先,對于溫度場,以能量守恒定律和傅里葉定律為基礎,建立凝固過程中的導熱微分方程,利用有限元法求解。通過熱焓法處理凝固過程釋放的潛熱,求解時可以有效減小計算量。采用有限元法計算充型和凝固過程中的鋼水流動狀態。為了準確模擬高溫狀態下鑄錠的熱裂傾向,本研究采用高溫粘彈塑性材料本構模型計算熱應力。
公式(1) 和公式(2) 為縮松模型的兩個控制方程,分別為合金質量守恒方程和連續性方程:

式中:fs、fl和fp—分別表示固相、液相和疏松的體積分數;ρs、ρl和ρp—分別表示固相、液相和疏松的密度(g/mm3);vl—枝晶間的鋼液流速(mm/s)。
對于C 元素的宏觀偏析分析,本研究只計算鑄錠的正常偏析,暫時無法計算比重偏析和反常偏析,其控制方程如下:
式中:l—擴散長度(mm);S—界面面積,(mm2);D—擴散率,c—溶質元素的濃度(ppm);下標sl—表示液固界面。
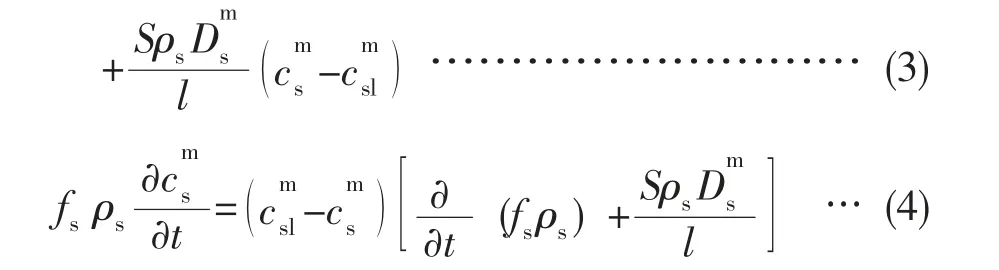
本研究的四個算例都以低壓轉子鋼26NiCrMoV14-7 為研究對象,其固相線為1 492℃、液相線為1 430 ℃(見圖4),鋼錠模采用灰口鑄鐵。
高溫下,材料的力學性能與應變速率強相關,本研究采用Perzyna 高溫粘彈塑性模型計算鑄錠的熱應力,并定義粘塑性應變速率ε˙vp,其表達式為:

式中:η—粘性系數(Pa·s);n—冪指數。
筆者給出26NiCrMoV14-7 鋼在高溫下的屈服強度、彈性模量和Perzyna 模型參數(見圖5)。
本文鑄造工藝參數:過熱度30 ℃,澆注速度4 t/min,鋼錠與鑄鐵模的換熱系數為1 000 W/m2K、與冒口內保溫層的換熱系數為200 W/m2K,由于是真空澆注,鋼錠模與外部環境的換熱僅考慮輻射換熱,鑄鐵模的表面輻射系數為0.8。
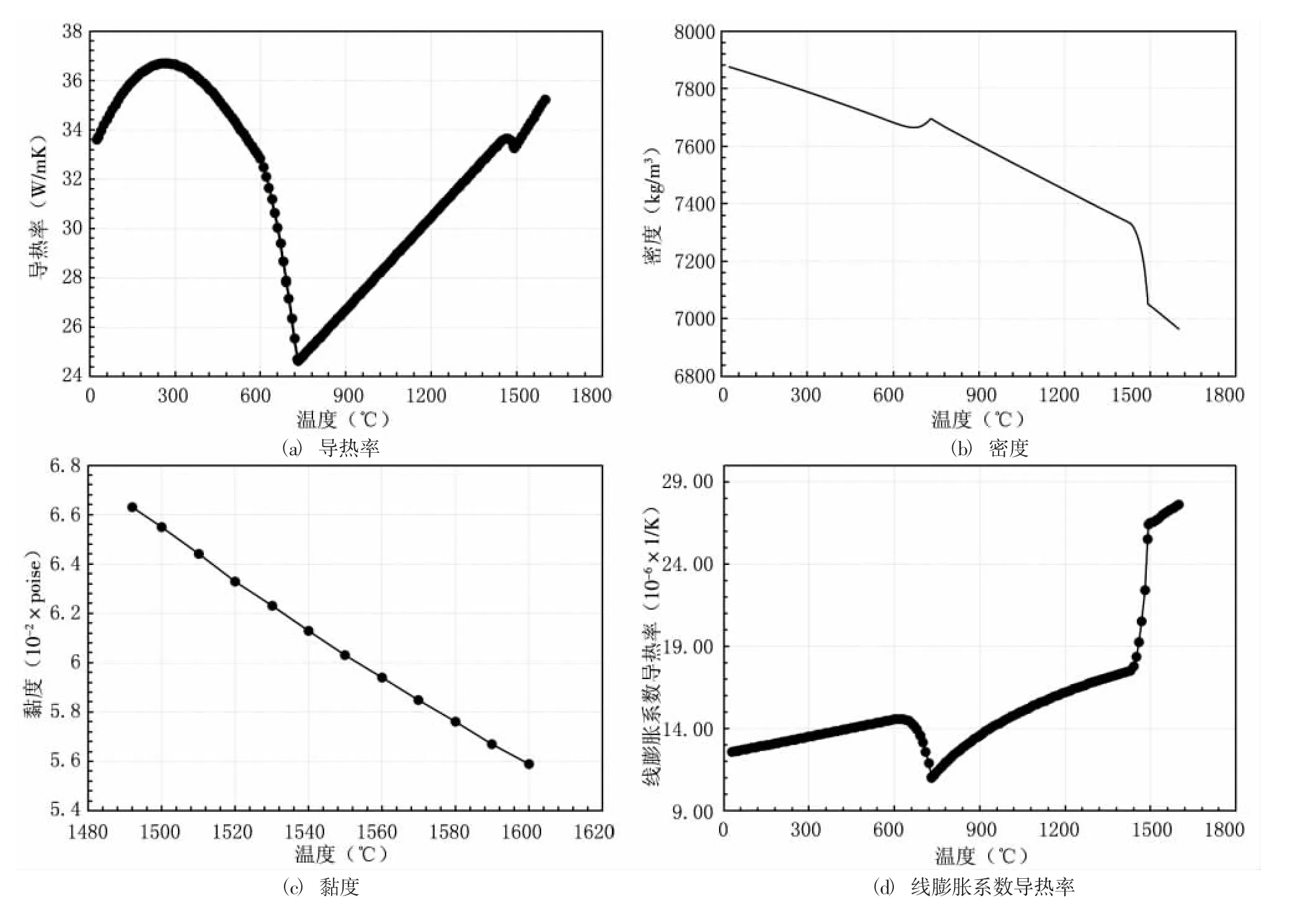
圖4 轉子鋼26NiCrMoV14-7 的熱物性參數
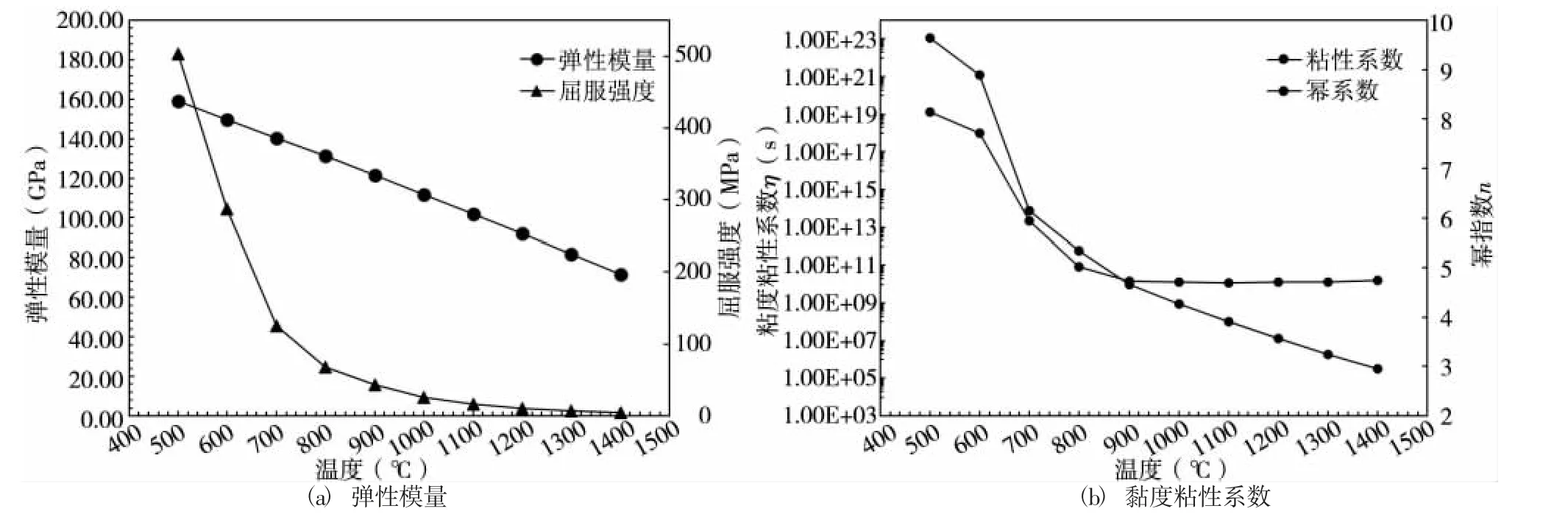
圖5 轉子鋼26NiCrMoV14-7 的高溫本構模型參數
3 凝固過程的比較分析
鑄坯的凝固時間示意圖可以客觀反應鑄錠內部的凝固順序、熔池形狀及凝固前沿動態的特征。根據1#、2#和3#錠型的完全凝固時間分別為12.7 h(52.5 t)、7.2 h(35 t) 和15 h(61.8 t) (見圖6)。從圖中還可以清晰判斷凝固過程中熔池形貌的變化。對于1 m 和0.6 m 厚的無錐度寬厚板坯,其熔池形貌與鑄坯外形相符,為近似無錐度的扁長U形熔池,垂直凝固前沿與鑄坯外壁幾乎平行;對于有錐度設計的3#鑄錠,其寬面和窄面的熔池形貌在凝固過程中都呈較大錐度的V 形。
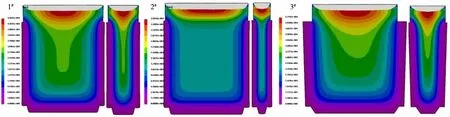
圖6 錠型凝固時間計算結果
順序凝固是鑄造技術一項重要原則,即要求遠離冒口的部分先凝固,靠近冒口的部分后凝固,保證鋼水凝固的補縮條件。對于模鑄工藝,就是要求熔池底部的凝固前沿緩慢上升,為冒口內鋼水能夠順暢填充至凝固前沿創造有利條件,有效避免芯部疏松和縮孔。1#和2#算例的U 形熔池表明,無錐度的錠型設計對鑄錠芯部質量有明顯的負面作用,會導致芯部產生嚴重的疏松和縮孔缺陷。這是由于U 形熔池的垂直凝固前沿幾乎平行生長,導致在一個狹窄、扁長的區域內,鋼水幾乎同時凝固,完全沒有順序凝固的過程。經過比較分析,鑄坯厚度越小,這種現象越明顯,以0.6 m 厚的鑄錠(2#) 為例,凝固末期在深2.59 m、寬1.52 m 和厚度僅為0.12 m 的熔池內鋼水幾乎同時凝固,熔池底部前沿也未出現明顯自下而上的變化過程。而有錐度設計的3#錠型,熔池有一個明顯的自下而上的順序凝固過程,在凝固過程中熔池保持良好的V 形特征。綜上,對于構筑成形用的超大斷面寬厚板坯,在錠型不能有錐度的前提下,必須采用梯度冷卻控制技術使液芯形成V 形熔池,并產生順序凝固過程,具體如采用分段水冷模控制冷卻強度,強化鑄模底座的冷卻強度等方法。
4 疏松的比較分析
由1#、2#和3#錠型的內部縮松計算結果(見圖7) 可知,1#和2#的無錐度錠型在凝固后內部疏松沿著中心面呈平面分布,且厚度越小疏松的分布面積越大,當厚度從1 m 降至0.6 m 時,疏松分布的平面區域從深2 m、寬0.45 m,增加至深2.4 m、寬1.24 m。因此,無錐度錠型厚度越小,鑄錠出現芯部缺陷的概率越大、致密度越差。對比3#錠型的計算結果,在錠身設計有錐度條件下鑄錠內部未出現明顯疏松,鑄錠的致密度得到顯著改善。
根據鑄造原理,收縮是凝固過程中的必然現象。然而,凝固收縮是否會導致形成縮松則與凝固條件有關。凝固收縮若能得到鋼水的及時補充則可防止縮松的形成,所以凝固過程中的補縮通道是否暢通是決定縮松形成的關鍵因素。由前面的分析可知,在無錐度條件下,熔池形貌呈U 形,其垂直凝固前沿幾乎平行生長,當兩側樹枝晶搭接后,會阻塞上部鋼水的補縮通道,鋼水在樹枝晶之間的流動將極為困難。此外,在凝固后期,熔池較大范圍內的鋼水同時進入液固兩相區,進一步限制鋼水的流動性。由此最終導致1#和2#鑄錠內部形成嚴重的疏松缺陷。對此可以通過設計有錐度的錠型加以改善。
5 鑄造應力的比較分析
計算結果表明,錠型凝固后的應力狀態受錠型尺寸的影響,三個算例中最大應力水平都超過300 MPa,其中,1#和2#錠型在寬面和窄面的夾角位置出現明顯的應力集中,而3#錠型因窄面為圓弧面,收縮應力均勻分布在圓弧面上,無明顯的應力集中區域(見圖8)。此外,經過比較可知,厚度對寬厚板鑄造應力的影響較小。

圖7 錠型內部疏松計算結果
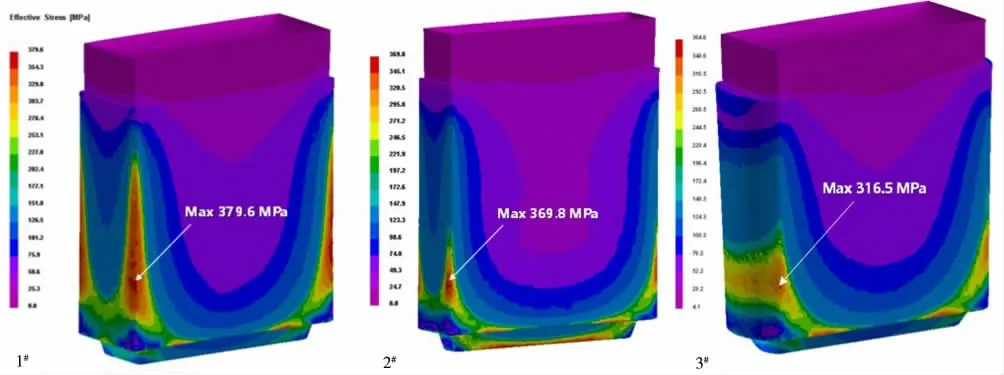
圖8 1#、2#和3#錠型的鑄造應力計算結果
6 C 宏觀偏析比較分析
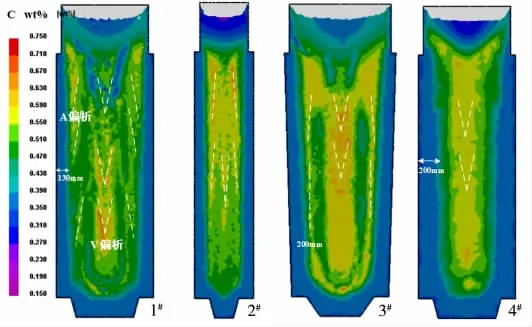
圖9 C 元素宏觀偏析(正偏析) 的計算結果
本文轉子鋼26NiCrMoV14-7 中C 元素含量為0.35 wt.%。本文只計算正常偏析(A 偏析和V偏析),而模鑄大鋼錠還會因游離晶體下沉在底部形成負偏析錐。根據鑄錠內C 元素宏觀偏析的計算結果(見圖9) 可知,四個算例都呈現出C 元素含量從坯殼向芯部逐步增加的趨勢,靠近坯殼為成分均勻層(0.35 wt.%),而芯部區域C含量偏高為0.55 wt.%~0.59 wt.%,這是正常偏析的典型特征,符合局部溶質再分配定律。比較可知,鑄錠厚度和錐度等尺寸因素對靠近坯殼成分均勻層的深度沒有明顯影響,深度都在130~150 mm之間。而根據4#算例,加大冷卻速度后,會顯著擴大成分均勻層的深度至200 mm。因此加快冷卻速度對C 元素的宏觀偏析有明顯的改善作用。
從四個算例都可以觀察到典型V 形偏析帶,它是在凝固后期由于自由移動的等軸晶填補鋼錠凝固收縮形成的空腔所造成的。此外,在1#~3#算例中觀察到明顯的A 形偏析特征,而快速冷卻的4#算例中未觀察到A 形偏析。關于A 形偏析的形成原因,普遍認為是當初生晶體下沉時,被排擠的一部分鋼水上升,鋼錠再繼續凝固,這部分富集雜質及合金元素的鋼液被仍在生長的樹枝晶滯留住,形成了A 形偏析帶。由于雜質和合金元素的富集,A形偏析是一類有害的偏析的形式。4#算例未出現明顯的A 形偏析是因為在快速冷卻條件下,樹枝晶快速生長形成了范圍較寬的液固兩相區,有效抑制鋼液的自然對流運動,富含溶質元素的鋼液無法有效上升,進而抑制了A 形偏析的形成。
7 結 語
為了探索構筑成形用超大斷面寬厚板坯的模鑄方法,本文研究了各類錠型在模鑄工藝條件下的凝固過程和內部質量情況,具體結論如下:
(1) 與傳統有錐度的錠型相比,無錐度的新錠型會導致熔池形狀呈U 形,不利于鑄錠形成自下而上的順序凝固過程,惡化了芯部鋼水的補縮條件。鑄錠內部疏松的計算結果也進一步印證了無錐度設計對凝固后期鋼水補縮條件的負面作用,而且厚度越小,疏松缺陷分布范圍越廣、致密度越差。
(2) 寬厚板坯的厚度對鑄造應力的影響較小,同時在新錠型寬面和窄面的夾角位置會出現明顯的應力集中。
(3) 寬厚板坯的厚度和錐度對C 元素的宏觀偏析分布規律和V 形偏析沒有顯著的影響,而加快冷卻速度可以顯著加大成分均勻層的深度,抑制A 形偏析的形成。
(4) 用傳統模鑄工藝無法制備出高質量的超大斷面寬厚板坯,而需要采用梯度冷卻技術形成自下而上的順序凝固過程, 并通過加快冷卻速度的方法提高鑄錠的致密度。
