4500 t 快鍛沖閥程序設計與應用
2021-05-17 08:19:58程海龍
一重技術 2021年1期
程海龍
4500 t 快鍛油壓機是主要通過液壓元件控制的油壓機, 由于長時間運行及受液壓油中雜質的影響, 有時比例伺服閥會發生卡頓事故, 過去只能通過更換比例伺服閥先導來解決問題; 但是仍不能保證壓機不壓過線而導致鍛件報廢; 而且更換備件不僅延誤生產, 還消耗備件, 增加維修人員工作量。 而通過設計沖洗閥程序, 在不影響原程序正常工作的情況下, 由操作者啟動沖洗閥程序解決閥芯堵塞問題, 減少維護時間, 提高設備的開動率, 保障生產順利進行。
1 沖閥系統的原理
1.1 液壓控制系統工作原理
某伺服液壓控制系統的能源為恒壓液壓泵,液壓動力裝置由伺服閥和液壓缸組成。 伺服閥負責將電氣-機械轉換器給出的機械信號轉換成液壓信號 (流量、 壓力) 放大后輸出。 液壓缸為執行器, 它的輸入是壓力油流量, 輸出的是拖動負載的運動速度或位移。 與液壓缸左端相連的傳感器負責檢測液壓缸的位置以構成反饋控制 (見圖1)。
當電氣輸入指令裝置發出一指令信號u1 時,系統將反饋信號u0 與指令信號相比較得出誤差信號u3, 經放大器放大后 (通常為電流信號i) 輸出給電氣-機械轉換器, 由電氣-機械轉換器帶動滑閥的閥芯移動。 當閥芯向右移動一個距離時, 節流口b、 d 便有一個相應的開口量, 閥芯的移動距離及節流口的開口量 (通流面積) 與誤差信號u3 成比例。 閥芯移動后, 液壓泵的壓力油由P 口經節流口b 進入液壓缸左腔, 右腔油由B 口經節流口d回油, 液壓缸活塞桿推動負載右移, 同時反饋傳感器動作, 減小誤差及節流口開口量, 當反饋信號與指令信號之差u3=0 時, 電氣-機械轉換器又回到中間位置 (零位), 伺服閥也處于中間位置, 輸出流量為零, 液壓缸停止運動, 此時負載處于平衡位置, 從而完成液壓缸輸出位移對指令輸入的跟隨運動。 如果加入的是反指令信號, 則滑閥反向運動,液壓缸也反向跟隨運動。
1.2 PLC 編程原理

圖1 液壓控制原理圖
PLC 編程是一種數字運算操作的電子系統, 因應用廣、 功能強、 使用方便, 已經成為工業自動化的主要裝置之一, 在工業生產的所有領域得到廣泛使用。 本文采用梯形圖語言 (LAD) 設計編制沖閥程序。 本次編程中涉及算法的開關量僅有0、 1 或者ON、 OFF 兩個值; 根據開關量的當前輸入組合與歷史輸入順序, 由PLC 產生相應的開關量輸出,使系統能按一定順序工作; 除開關量外, 編程中還要用到模擬量, 如電壓、 電流、 壓力、 速度、 流量等, 使用中需要將模擬量轉換成數字量后交予PLC處理。 具體轉換時通過傳感器把模擬量轉換成電量, 遇到不標準電量時, 還要用變送器將非標準電量變成標準電信號, 如4~20 mA、 1~5 V、 0~10 V等等。 最后由模擬量輸入單元 (A/D) 將標準電信號變換成數字信號。 而模擬量輸出單元 (D/A) 負責把PLC 處理后的數字量再變換成模擬量-標準的電信號。 模擬量的控制包括: 反饋控制、 前饋控制、 比例控制、 模糊控制等。 本文主要用到的有反饋控制和比例控制。
1.3 比例伺服閥控制原理
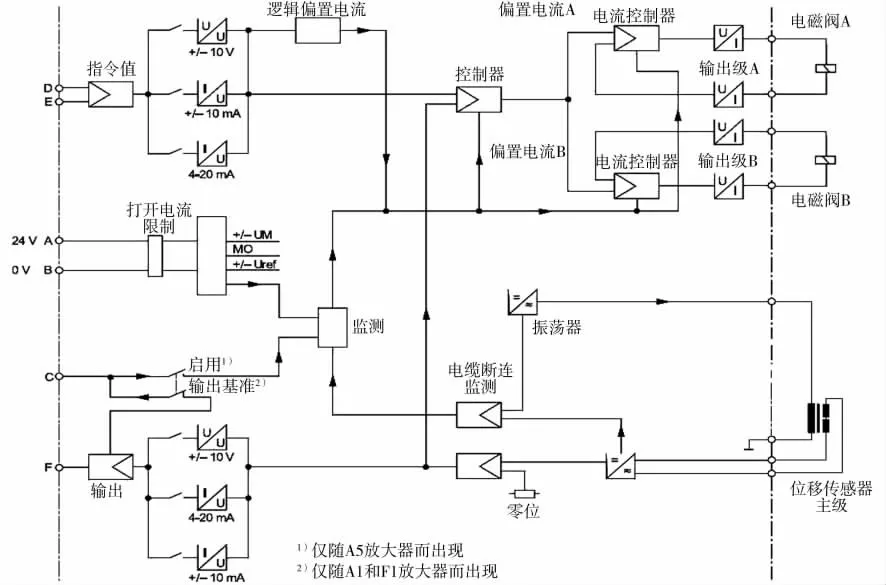
圖2 4500 t 快鍛伺服電控部分
4500 t 快鍛采用內置放大板的比例伺服閥 (見圖2), 其A 腳、 B 腳是比例伺服的24 V 電源, 比例伺服閥接線端子的D 腳和E 腳, 給比例伺服閥0~10 V 的電壓值輸入信號, 伺服閥通過內置放大板將頂針的全行程位置控制在0~10 V 之間, F 腳是比例伺服閥反饋的實際變化值, 通過0~10 V 反映主閥所處的位置。
2 系統組成
2.1 硬件配置
該沖閥程序的硬件系統以現有SIMATIC S7-400 作為主邏輯控制器, 利用SIMATIC ET200 遠程站作為執行端控制站, 界面用SIEMENS WinCC 顯示, 控制總線用PROFIBUS 實時通訊。 利用操作臺SIMATIC ET200 遠程站采集比例伺服閥的輸入信號, 輸出執行端利用現有SIMATIC ET200 遠程站對比例伺服閥進行執行信號的輸出(見圖3)。
2.2 軟件配置
該系統利用原SIEMENS STEP7 進行PLC 硬件配置及編程, 用LAD (梯形圖) 控制邏輯編寫程序, 人機界面使用SIEMENS WinCC 軟件添加標準化界面, 由SIMATIC WinCC 提供與控制器PLC 及上位機等的通訊通道, 用于連接到SIMATIC S7 控制器的通訊, 以及內置所有操作和管理功能。

圖3 沖閥程序硬件基礎
3 編程設計
3.1 前期準備
在設計沖閥程序前, 為確保設備不會因沖閥程序運行造成設備損壞需要提前確定沖洗比例閥時應開啟或關閉的開關閥, 以及需要啟動的泵等; 選擇合適的外部輸入點, 確定需要安裝的按鈕、 旋鈕及線路等。
3.2 設計思路
在編寫程序時, 需要先設計出樹形圖 (見圖4) 以輔助分析。 當設備停止時, 作為起始狀態,工作程序段正常運行, 沖閥程序不運行; 本文的沖閥程序分為四個部分, 第一部分為沖閥選擇, 當用旋鈕選擇檢修位時, 工作程序段全部禁用, 沖閥程序段可以運行, 有綠燈顯示; 第二部分為沖閥程序啟動條件: 提升缸壓力小于0.1MPa, 保證油壓機活動橫梁落實, 防止錘頭墜落, 所有主泵處于停止狀態, 防止在沖閥程序執行時, 活動橫梁發生竄動, 啟動控制泵和循環泵, 保證沖閥程序執行時,有足夠的動力, 按下沖閥程序啟動按鈕, 操作面板綠色指示燈亮起, 用SIMATIC WinCC 做成閃爍畫面, 提醒操作者正在執行沖閥程序, 在執行沖閥程序前, 需要設定沖洗比例閥的范圍量; 第三部分是循環程序, 將需要沖洗的比例伺服閥分成兩組, 每組沖洗10 s, 20 s 為一個循環, 開啟對應的開關電磁閥, 保證執行沖閥程序, 如此往復; 第四部分停止沖閥程序, 按下沖閥停止按鈕, 工作選擇旋鈕轉到工作狀態, 沖閥程序停止, 操作面板上沖程序指示燈熄滅, SIMATIC WinCC 畫面警示消失, 沖閥程序結束, 設備可以正常使用(見圖5~7)。
3.3 比例伺服閥動作過程
當比例伺服閥輸入端子插口的D 腳、 E 腳無電信號時, 伺服閥內的頂針被彈簧頂到中位, 比例伺服閥的X 口和Y 口的油路接通 (見圖8), 比例伺服閥的內部控制油壓力平衡, 主閥內部無節流,主閥閥芯在中位不動; 當輸入端子的D 腳、 E 腳給定0~10 V 的電壓輸入信號時, 伺服閥內的頂針被彈簧頂到伺服閥的平行位或交叉位的某一個位置(如交叉位的變化量0~10 V, 當電壓給定為5V 時,頂針就被頂到交叉位的中間位置), 比例伺服閥的X 口和Y 口的油路通過平行位或交叉位管路流動,內部控制油的壓力形成壓差, 實現左側節流或右側節流, 主閥移動并將閥芯位置反饋給放大板實現閉環回路調節, 再通過放大板轉換成0~10 V 電壓信號反饋給PLC。 因此, 只要控制伺服閥的0~10 V輸入信號, 就可以調節比例伺服閥開口的大小。

圖4 沖閥程序樹
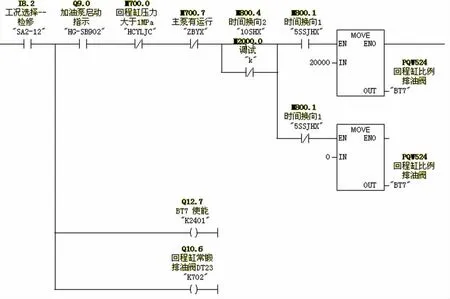
圖5 基本沖閥程序段
4 實施過程
為了保證設備正常運行, 不占用太多生產時間, 筆者按照以下步驟實施: 利用生產待料的間隙, 修改外部線路, 接入所需旋鈕、 按鈕和指示燈, 修改SIMATIC WinCC 畫面, 將程序導入系統;現場調試確定沖閥最終開口度、 時間和對應的開啟順序, 確保設備正常使用; 為操作者編寫沖閥操作規范。
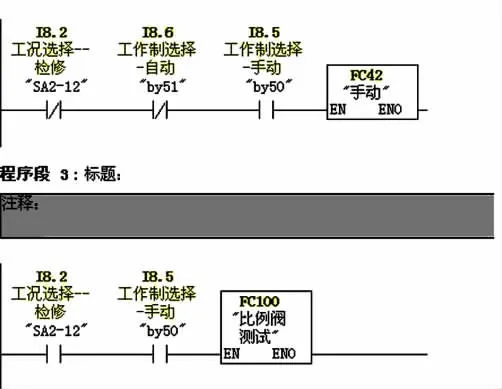
圖6 沖閥程序切換段
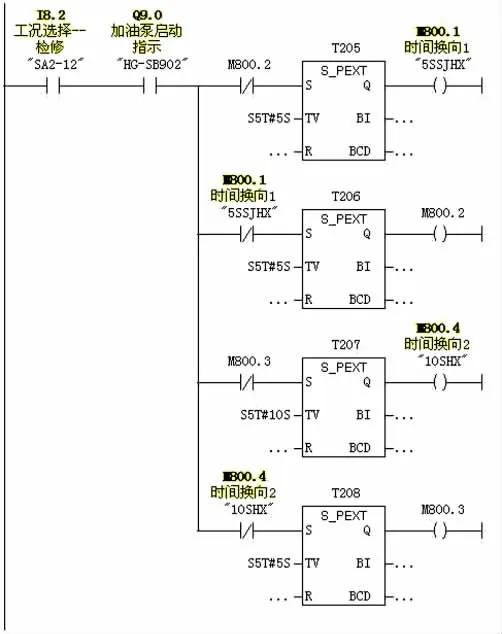
圖7 時間程序段
5 沖閥操作規程
為保證每個操作者都能掌握沖閥操作技術, 筆者制定沖閥操作規程。
(1) 油壓機沖閥條件
①、 將油壓機錘頭落到護套、 工件或下砧位置, 錘頭不能懸空、 回程缸壓力小于0.5 MPa。
②、 主泵全部處于停止狀態。
③、 控制泵壓力大于23 MPa。

圖8 4500 t 快鍛油壓機比例伺服閥
(2) 開始沖閥操作(沖閥步驟)
①、 將操作選擇旋鈕撥到檢修位置。
②、 按下“啟動沖閥” 按鈕, 沖閥按鈕燈亮,電腦畫面出現“紅色燈泡閃爍” (見圖9) 沖閥程序執行沖洗。
③、 沖閥程序分兩組, BT3 和BT4 一組,BT5、 BT6 和BT7 一組, 每組沖10 s, 以最大流量沖洗5 s、 最小流量沖洗5 s, 然后切換到下一組,每20 秒為一個循環, 每次沖閥最少循環沖洗1 min。 從SIMATIC WinCC 畫面查看沖閥動作是否正常(見圖10)。
④、 按下沖閥停止按鈕, 電腦畫面 “紅色燈泡閃爍” 消失, “啟動沖閥” 按鈕燈熄滅, 沖閥程序停止。
⑤、 操作選擇旋鈕旋轉到工作位置, 設備可以正常工作。
6 取得效果
沖閥程序投入使用后, 大幅降低了由于比例伺服閥卡頓導致的設備故障率, 減少生產時間的延誤, 降低備件消耗及維修人員的工作量。 該程序2020 年3 月投入使用至今, 沒有再發生因比例伺服閥卡頓引起設備故障(見表1)。
7 結 語
本文在已有程序和SIMATIC WinCC 畫面的基礎上, 設計編寫沖閥程序和標準化界面,在4500 t 快鍛油壓機發生比例伺服閥卡頓時,由操作者切換到沖閥程序迅速排除故障。
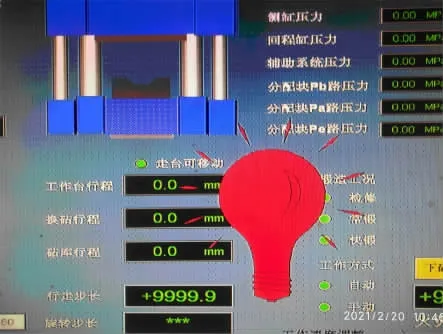
圖9 SIMATIC WinCC 燈泡閃爍

圖10 SIMATIC WinCC 顯示比例伺服閥的動作

表1 4500 t 快鍛故障統計表
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
人大建設(2019年12期)2019-05-21 02:55:44
電子制作(2018年11期)2018-08-04 03:25:42
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國衛生(2015年3期)2015-11-19 02:53:32
