一種復膜設備的切邊修邊裝置
2021-05-17 08:06:14王仁龍整理
塑料包裝 2021年2期
關鍵詞:檢測
王仁龍 整理
一、概述
在塑料制品的生產過程中,需要對完成加工工序的薄膜等加工材料進行切邊修邊工序,以便進行下道工序。在進行切邊時,對于加工材料邊緣不整齊或者基材過寬的部分,通常采用切刀組或者切割刀輪對薄膜等加工材料的修邊位置進行裁切。
目前,在塑編材料復膜生產中,需要在塑編材料基材上面復合一層珠光膜(珠光膜比塑編材料基材略寬些),再由切邊修邊裝置對制成的塑編材料復膜膜材進行切邊修邊,但是,由于原有工藝技術中檢測探頭(即紅外傳感器)無法穿透珠光膜來判斷塑編材料基材的邊緣位置,因此偏移檢測機構無法明確判斷出塑編材料與塑編材料外的界限,即無法準確檢測塑編材料復膜膜材的修邊位置,這會大大增加廢品率,不適用于完成對塑編材料復膜膜材的切邊修邊工序。
本文介紹了一種復膜設備的切邊修邊裝置,這種切邊修邊裝置能夠一次性完成對塑編材料復膜膜材兩側邊緣部位的切邊修邊工序,并且可確保對塑編材料復膜膜材的切邊修邊位置準確,有利于提高工作效率并大大降低廢品率。
二、技術方案
一種復膜設備的切邊修邊裝置,包括機架、水平導軌、兩個平移座和兩個平移控制機構,水平導軌安裝在機架上并且沿左右方向設置,兩個平移座均安裝在水平導軌上并與水平導軌滑動配合,兩個平移控制機構均安裝在機架上并且左右并排設置,兩個平移控制機構的動力輸出端分別與相應的平移座連接,其特征在于:所述切邊修邊裝置還包括控制裝置和兩個切邊位置檢測裁切裝置,兩個切邊位置檢測裁切裝置與兩個所述平移座一一對應,切邊位置檢測裁切裝置包括升降導軌、升降座、滾筒、壓輪、拉力彈簧、位移傳感器、位移塊和裁切機構,升降導軌安裝在相應的平移座上并且沿豎直方向設置,升降座安裝在升降導軌上并與升降導軌滑動配合;滾筒可轉動安裝在相應的平移座上并且沿左右方向設置,壓輪可轉動安裝在升降座上并處在滾筒的上方,壓輪與滾筒相互壓合且相對轉動,拉力彈簧的上端與升降座連接,拉力彈簧的下端與相應的平移座連接,裁切機構安裝在相應的平移座上并處在壓輪的正后方;位移傳感器安裝在相應的平移座上,位移塊安裝在升降座上并處在位移傳感器的檢測端正下方;兩個位移傳感器分別與控制裝置相應的輸入端電連接,兩個所述平移控制機構、兩個裁切機構分別與控制裝置相應的輸出端電連接。
通常,上述切邊修邊裝置設于復膜設備的收卷裝置前方;塑編材料復膜后得到的塑編材料復膜膜材先從兩個切邊位置檢測裁切裝置中兩個壓輪與兩個滾筒之間、兩個裁切機構的下方經過,再由收卷裝置進行收卷。
上述切邊位置檢測裁切裝置中,升降座及其上的壓輪在拉力彈簧的拉力作用下具有向下移動的趨勢,使壓輪與滾筒保持壓合狀態(tài);壓輪與滾筒之間的間隙大小會隨著塑編材料復膜膜材上與壓輪接觸部位的厚度變化而發(fā)生變化,當塑編材料復膜膜材上與壓輪接觸部位的厚度變大時,壓輪會隨之發(fā)生上移,并帶動升降座及其上的位移塊一起沿升降導軌一起上移;當塑編材料復膜膜材上與壓輪接觸部位的厚度變小時,壓輪發(fā)生下移,并帶動升降座及其上的位移塊一起沿升降導軌下移。位移傳感器用于檢測其檢測端與位移塊之間的間距值,并發(fā)送給控制裝置進行處理;當位移傳感器檢測到其檢測端與位移塊之間間距發(fā)生變化時,控制裝置便將塑編材料復膜膜材上與壓輪接觸的位置判斷為塑編材料基材與塑編材料基材外的界限,并將該位置確定為需要修邊的位置。
在進行切邊修邊之前,控制裝置可通過兩個平移控制機構驅動兩個平移座沿水平導軌及其上的切邊位置檢測裁切裝置沿水平導軌向塑編材料復膜膜材在相應的邊緣部位平移(此時兩個壓輪在相應的滾筒上平移,并在拉力彈簧的拉力作用下與滾筒保持壓合狀態(tài)),直至當位移傳感器檢測到其檢測端與位移塊之間的間距值發(fā)生變大時,控制裝置便通過平移控制機構使平移座及其上的切邊位置檢測裁切裝置暫停平移,并將塑編材料復膜膜材上與壓輪接觸的位置確定為需要修邊的位置(此時壓輪處在塑編材料基材的邊界內側);在確定好塑編材料復膜膜材需要修邊的兩個位置后,控制裝置通過兩個平移控制機構控制兩個平移座及其上的切邊位置檢測裁切裝置沿水平導軌同步移動或停止,使兩個壓輪之間的間距大小保持不變(通常,兩個壓輪之間的間距與塑編材料基材的寬度大小相當)。工作人員也可以根據塑編材料基材的寬度大小直接將預設好的兩個壓輪之間的間距大小輸入控制裝置中,由控制裝置進行計算和分析,并通過兩個平移控制機構對兩個平移座及其上的切邊位置檢測裁切裝置之間的間距大小進行調節(jié)控制。
進行切邊修邊時,塑編材料復膜膜材在收卷裝置的帶動下自前至后移動,壓輪與滾筒在塑編材料復膜膜材的帶動下發(fā)生相對轉動;當兩個位移傳感器檢測到其檢測端與位移塊之間的間距值大小一致時,控制裝置便判斷兩個壓輪處在需要修邊的位置上,并控制兩個裁切機構開始動作,分別對經過的塑編材料復膜膜材兩個需要修邊的位置進行裁切,這樣可一次性完成對塑編材料復膜膜材的兩側邊緣部位的切邊修邊工序,可提高工作效率。如果塑編材料復膜膜材在移動過程中出現偏移,則其中一位移傳感器會檢測到其檢測端與位移塊之間的間距保持不變,另一位移傳感器會檢測到其檢測端與位移塊之間的間距變大(間距變大說明壓輪與滾筒之間的塑編材料復膜膜材變薄,壓輪發(fā)生下移并帶動升降座及其上的位移塊一起沿升降導軌下移,壓輪已偏向塑編材料基材的邊界外面,塑編材料復膜膜材與壓輪接觸的部位只有珠光膜,沒有塑編材料),控制裝置便會通過兩個平移控制機構控制兩個平移座及其上的切邊位置檢測裁切裝置一起沿水平導軌同步平移,朝向檢測到間距變小的位移傳感器一側移動,直至當兩個位移傳感器檢測到其檢測端與位移塊之間的間距值大小一致時,控制裝置便通過兩個平移控制機構使兩個平移座停止動作,實現對裁切機構的裁切位置進行自動調整,這樣可確保對塑編材料復膜膜材的切邊修邊位置準確,從而大大降低廢品率。
一種具體方案中,上述位移傳感器為激光位移傳感器。
一種優(yōu)選方案中,上述平移驅動機構包括滾珠絲桿和平移電機,滾珠絲桿的螺桿可轉動安裝在所述機架上并與所述水平導軌相平行,滾珠絲桿的螺母與所述平移座連接,平移電機安裝在機架上,平移電機的動力輸出軸與滾珠絲桿的螺桿傳動連接;平移電機與所述控制裝置相應的輸出端電連接。工作時,平移電機驅動滾珠絲桿的螺桿正轉或者反轉,通過滾珠絲桿的螺母帶動平移座沿水平導軌向左或向右平移一定距離。通常,平移電機采用步進電機。
另一種優(yōu)選方案中,上述平移控制機構包括電缸,電缸的缸體安裝在所述機架上并與水平導軌相平行,電缸的輸出端與所述平移座連接。工作時,電缸驅動平移座沿水平導軌向左或向右平移一定距離。
上述機架上可轉動安裝有沿左右方向設置的刀墊輥;所述裁切機構包括擺動臂、擺動氣缸、切割刀輪和旋轉電機,擺動臂的中部與所述平移座鉸接,旋轉電機安裝在擺動臂的下端上,切割刀輪安裝在旋轉電機的輸出軸上,切割刀輪處在刀墊輥的上方并與刀墊輥相配合;擺動氣缸的缸體鉸接在所述平移座上,擺動氣缸的活塞桿與擺動臂上端鉸接,旋轉電機、擺動氣缸分別與控制裝置相應的輸出端電連接。工作時,塑編材料復膜膜材的邊緣部位從切割刀輪與刀墊輥之間經過;進行裁切時,控制裝置通過旋轉電機驅動切割刀輪持續(xù)轉動,并通過擺動氣缸驅動擺動臂繞其與平移座的鉸接處擺動,帶動切割刀輪朝向刀墊輥移動,通過切割刀輪與刀墊輥之間的配合,對塑編材料復膜膜材的修邊位置進行裁切。
上述切邊修邊裝置還包括兩個接近開關,兩個接近開關均安裝在所述機架上并且左右并排設置,兩個接近開關分別處在兩個切邊位置檢測裁切裝置的兩側;兩個接近開關與控制裝置相應的輸入端電連接。通常,上述切邊修邊裝置設于復膜設備的糾偏收卷裝置前方,糾偏收卷裝置與控制裝置相應的輸出端電連接。工作時,兩個接近開關分別處在塑編材料復膜膜材的兩側,用于檢測塑編材料復膜膜材是否出現較大幅度的偏移,并發(fā)送給控制裝置進行處理;當檢測到塑編材料復膜膜材出現較大幅度的偏移時,控制裝置便通過糾偏收卷裝置對塑編材料復膜膜材進行糾偏處理,這樣可大大降低廢品率。
通常,上述控制裝置為PLC控制器,通過上位機的人機交互界面可向PLC控制器輸入各種設定參數(如平移控制機構的平移速度、兩個壓輪之間的間距、旋轉電機的轉速等)。
三、有益效果
本技術的切邊修邊裝置通過水平導軌、控制裝置、兩個平移座、兩個平移控制機構和兩個切邊位置檢測裁切裝置之間的配合,能夠一次性完成對塑編材料復膜膜材兩側邊緣部位的切邊修邊工序,有利于提高工作效率;并且切邊位置檢測裁切裝置通過升降導軌、升降座、滾筒、壓輪、拉力彈簧、位移傳感器、位移塊和裁切機構之間的配合,能夠準確地判斷出塑編材料復膜膜材需要修邊的位置,并對其修邊切邊位置進行自動調整及裁切,可確保對塑編材料復膜膜材的切邊修邊位置準確,從而大大降低廢品率。
四、附圖說明
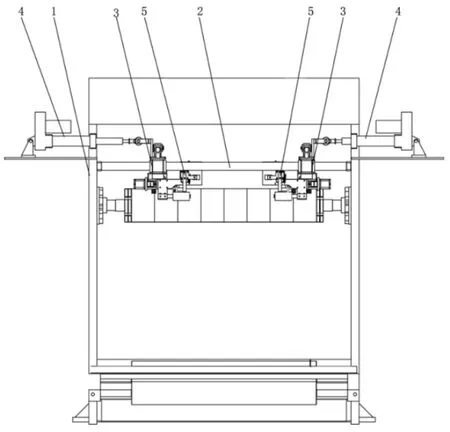
圖1 本技術的結構示意圖
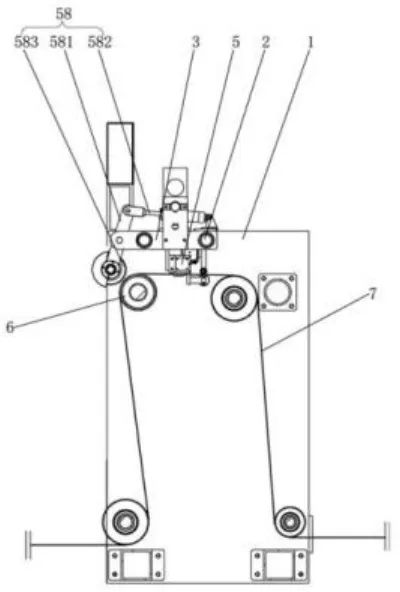
圖2 圖1的左視圖
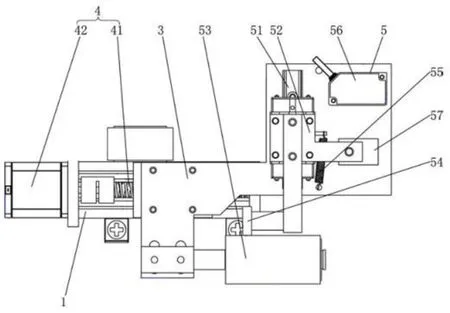
圖3 圖1中切邊位置檢測裁切裝置、平移控制機構與平移座連接、配合的示意圖

圖4 圖3的左視圖
五、具體實施方式
如圖1-圖4所示,一種復膜設備的切邊修邊裝置包括機架1、水平導軌2、兩個平移座3、兩個平移控制機構4、控制裝置(圖中未畫出)和兩個切邊位置檢測裁切裝置5,水平導軌2安裝在機架1上并且沿左右方向設置,兩個平移座3均安裝在水平導軌2上并與水平導軌2滑動配合,兩個平移控制機構4均安裝在機架1上并且左右并排設置,兩個平移控制機構4的動力輸出端分別與相應的平移座3連接。
兩個切邊位置檢測裁切裝置5與兩個平移座3一一對應,切邊位置檢測裁切裝置5包括升降導軌51、升降座52、滾筒53、壓輪54、拉力彈簧55、位移傳感器56、位移塊57和裁切機構58,升降導軌51安裝在相應的平移座3上并且沿豎直方向設置,升降座52安裝在升降導軌51上并與升降導軌51滑動配合。
滾筒53可轉動安裝在相應的平移座3上并且沿左右方向設置,壓輪54可轉動安裝在升降座52上并處在滾筒53的上方,壓輪54與滾筒53相互壓合且相對轉動,拉力彈簧55的上端與升降座52連接,拉力彈簧55的下端與相應的平移座3連接,裁切機構58安裝在相應的平移座3上并處在壓輪54的正后方。
位移傳感器56安裝在相應的平移座3上,位移塊57安裝在升降座52上并處在位移傳感器56的檢測端正下方;兩個位移傳感器56分別與控制裝置相應的輸入端電連接,兩個平移控制機構4、兩個裁切機構58分別與控制裝置相應的輸出端電連接。
位移傳感器56為激光位移傳感器。
平移驅動機構4包括滾珠絲桿41和平移電機42,滾珠絲桿41的螺桿可轉動安裝在機架1上并與水平導軌2相平行,滾珠絲桿41的螺母與平移座3連接,平移電機42安裝在機架1上,平移電機42的動力輸出軸與滾珠絲桿41的螺桿傳動連接;平移電機42與控制裝置相應的輸出端電連接。工作時,平移電機42驅動滾珠絲桿41的螺桿正轉或者反轉,通過滾珠絲桿41的螺母帶動平移座3沿水平導軌2向左或向右平移一定距離。
機架1上可轉動安裝有沿左右方向設置的刀墊輥6;裁切機構58包括擺動臂581、擺動氣缸582、切割刀輪583和旋轉電機(圖中未畫出),擺動臂581的中部與平移座3鉸接,旋轉電機安裝在擺動臂581的下端上,切割刀輪583安裝在旋轉電機的輸出軸上,切割刀輪583處在刀墊輥6的上方并與刀墊輥6相配合。
擺動氣缸582的缸體鉸接在平移座3上,擺動氣缸582的活塞桿與擺動臂581上端鉸接,旋轉電機、擺動氣缸582分別與控制裝置相應的輸出端電連接。
下面簡述一下本復膜設備的切邊修邊裝置的工作原理:
上述切邊修邊裝置設于復膜設備的收卷裝置前方;塑編材料復膜后得到的塑編材料復膜膜材7先從兩個切邊位置檢測裁切裝置5中的兩個壓輪54與兩個滾筒53之間、兩個裁切機構58的切割刀輪583與刀墊輥6之間經過,再由收卷裝置進行收卷。
在進行切邊修邊之前,控制裝置可通過兩個平移控制機構4驅動兩個平移座3沿水平導軌2及其上的切邊位置檢測裁切裝置5沿水平導軌2向塑編材料復膜膜材7在相應的邊緣部位平移(此時兩個壓輪54在相應的滾筒53上平移,并在拉力彈簧55的拉力作用下與滾筒53保持壓合狀態(tài)),直至當位移傳感器56檢測到其檢測端與位移塊57之間的間距值發(fā)生變大時,控制裝置便通過平移控制機構4使平移座3及其上的切邊位置檢測裁切裝置5暫停平移,并將塑編材料復膜膜材7上與壓輪54接觸的位置確定為需要修邊的位置(此時壓輪54處在塑編材料基材的邊界內側)。
在確定好塑編材料復膜膜材7需要修邊的兩個位置后,控制裝置通過兩個平移控制機構4控制兩個平移座3及其上的切邊位置檢測裁切裝置5沿水平導軌2同步移動或停止,使兩個壓輪54之間的間距大小保持不變(兩個壓輪54之間的間距與塑編材料基材的寬度大小相當)。
進行切邊修邊時,塑編材料復膜膜材7在收卷裝置的帶動下自前至后移動,壓輪54與滾筒53在塑編材料復膜膜材7的帶動下發(fā)生相對轉動;當兩個位移傳感器56檢測到其檢測端與位移塊57之間的間距值大小一致時,控制裝置便判斷兩個壓輪54處在需要修邊的位置上,并控制兩個裁切機構58開始動作,旋轉電機驅動切割刀輪583持續(xù)轉動,同時擺動氣缸582驅動擺動臂581繞其與平移座3的鉸接處擺動,帶動切割刀輪583朝向刀墊輥6移動,通過切割刀輪583與刀墊輥6之間的配合,對塑編材料復膜膜材7的修邊位置進行裁切。
如果塑編材料復膜膜材7在移動過程中出現偏移,則其中一位移傳感器56會檢測到其檢測端與位移塊57之間的間距保持不變,另一位移傳感器56會檢測到其檢測端與位移塊57之間的間距變大(間距變大說明壓輪54與滾筒53之間的塑編材料復膜膜材7變薄,壓輪54發(fā)生下移并帶動升降座52及其上的位移塊57一起沿升降導軌51下移,壓輪54已偏向塑編材料基材的邊界外面,塑編材料復膜膜材7與壓輪54接觸的部位只有珠光膜,沒有塑編材料)。
控制裝置便會通過兩個平移控制機構4控制兩個平移座3及其上的切邊位置檢測裁切裝置5一起沿水平導軌2同步平移,朝向檢測到間距變小的位移傳感器56一側移動,直至當兩個位移傳感器56檢測到其檢測端與位移塊57之間的間距值大小一致時,控制裝置便通過兩個平移控制機構4使兩個平移座3停止動作,實現對裁切機構58的裁切位置進行自動調整,以確保對塑編材料復膜膜材7的切邊修邊位置準確。
本技術專利信息:
申請?zhí)枺篊N202021565688.5
申請日:20200731
公開(公告)號:CN212527906U
公開(公告)日:20210212
IPC分類號:B26D1/22;B26D5/00;B26D7/26;B26D7/27
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48