氣凝膠保暖服裝面料濕舒適性的研究
2021-05-18 02:25:08倪璐妍張佩華段宇晶
國際紡織導報 2021年2期
倪璐妍 沈 為 張佩華 段宇晶
1. 東華大學 紡織學院(中國)
2. 北京中科海勢科技有限公司(中國)
隨著科學技術的不斷發展和人民生活水平的不斷提高,人們對于服裝的要求越來越高,不僅要求蔽體保暖,更要求時尚美觀。就冬季服裝而言,臃腫、厚重、缺乏美感的服裝已無法滿足人們對于美的追求,服裝需求正在向既保暖舒適,又時尚美觀的方向發展。
氣凝膠是在納米量級的孔隙內和網狀結構中充滿氣態分散介質的固態材料[1]。它是一種結構可控的納米多孔類材料,具有納米孔洞結構、大表面積、高孔隙率等特點[2]以及優異的保溫隔熱性能,常溫下的導熱系數最低為0.013 W/(m·K),是保溫服飾的理想材料。但氣凝膠保暖服裝在穿著時常常會讓人感到悶熱不適,為改善這種悶熱的情況,需要降低服裝和人體之間微氣候的相對濕度。
本文擬通過兩種方式來達成此目的:增加服裝材料的吸濕性,通過吸收氣態水來降低人體與服裝間的微氣候的相對濕度;增加服裝的透濕性,通過增加水氣透過服裝材料的量來減小微氣候的相對濕度。
本文將氣凝膠層片與纖網復合,通過對相關的氣凝膠層片、保溫層進行回潮率、透濕率測試與分析,對影響氣凝膠保暖服裝面料濕舒適性的主要因素進行了分析探討。
1 試驗材料
氣凝膠保暖服裝面料由保暖層與普通面料復合而成。其中保暖層主要確保最終成品的保暖性能、防止熱量散失;而表層面料分外層面料與里層面料,外層面料根據最終應用場合的不同,達到外觀美感、質感、觸感和易護理等功能,內層面料實現吸濕、舒適等功能。
本研究的氣凝膠層片及由其制成的保暖服裝面料由北京中科海勢科技有限公司提供,該公司生產的氣凝膠層片能夠滿足服裝對保暖材料柔性及強度、舒適性等方面的綜合要求,可以用于保暖服裝的研發與應用。氣凝膠服裝面料截面如圖1所示。
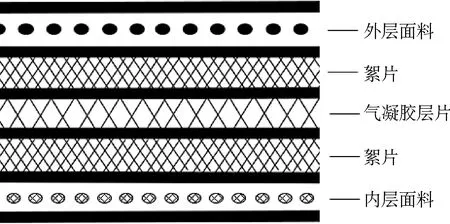
圖1 氣凝膠保暖服裝面料截面圖
本文探討氣凝膠保暖層包括氣凝膠層片和絮片兩部分濕舒適性的影響因素。氣凝膠層片包括無扎孔(W)和有扎孔(Y)兩種型號。扎孔的目的是為了改善面料的透濕性,扎孔時要保證扎孔密度均勻,且不影響該材料的強度。兩種氣凝膠層片可分別與絮片(纖維網)結合形成保溫層BW或BY。試驗材料及其基本物理參數如表1所示。

表1 試驗材料命名及其基本物理參數
2 氣凝膠及保暖服裝面料吸濕能力的測試
本試驗采用Y802型八籃恒溫烘箱,根據標準GB/T 9995—1997《紡織材料含水率和回潮率的測定 烘箱干燥法》進行試驗。試驗結果見表2。

表2 氣凝膠層片回潮率
從表2可以看出,氣凝膠層片吸濕性較差,試樣的回潮率均低于1.5%。
當服裝吸濕性和透濕性都較差時,人體穿著時會感到悶熱不適,如若增加材料的吸濕性,則有利于降低服裝與人體間微氣候的相對濕度,從而提高人體的舒適度。因此,將氣凝膠層片與不同纖維絮片復合制成保溫層,對保溫層再進行回潮率測試,測試結果如表3所示。

表3 保溫層回潮率
由表3可以看出,絮片面密度相同時,絮片成分對回潮率影響較大。在試樣BW1-1和BW1-2中,氣凝膠層片厚度相同,所含絮片面密度相同,但BW1-1回潮率大于BW1-2,是由于BW1-1中氣凝膠層片有一側為相變黏膠纖維絮片,另一側為聚酰亞胺纖維絮片,而BW1-2中氣凝膠層片兩側均為聚酰亞胺纖維絮片,黏膠纖維的回潮率為13%,而聚酰亞胺僅約為1.18%[3],使得它們對應的氣凝膠保溫層的回潮率產生差異。
當復合的絮片成分及面密度均相同時,與W2復合的保溫層(BW2)回潮率均小于與W1復合的保溫層(BW1)回潮率,原因在于W2的厚度與面密度大于W1,在復合材料中回潮率較小的組分所占比重增加,因此復合材料總體回潮率降低。同理,絮片面密度增加時,保溫層中回潮率較高的成分比重增加,如BW2-3中絮片的面密度大于BW2-2中絮片的面密度,因此BW2-3回潮率高,即吸濕性好。
3 氣凝膠保暖服裝面料透濕能力的測試
3.1 孔隙率對氣凝膠層片透濕率的影響
本實驗采用YG601H型電腦式織物透濕儀,依據標準GB/T 12704.1—2009 《紡織品 織物透濕性試驗方法 第1部分:吸濕法》,對氣凝膠層片進行透濕性測試,實驗結果如表4所示。

表4 氣凝膠層片透濕率
從表4可以看出,隨著氣凝膠層片厚度增大,氣凝膠層片的透濕率逐漸減小。對氣凝膠層片Y2、Y3再次進行扎孔,增加其孔隙率,分析透濕率的變化情況。測試數據如表5所示。
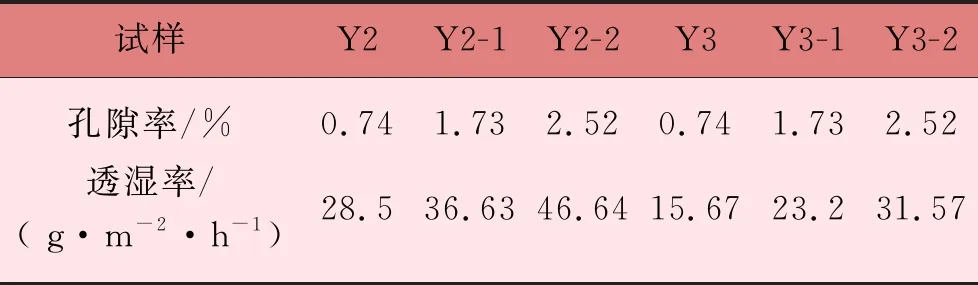
表5 氣凝膠層片不同孔隙率時所測透濕率
從表5可以看出,對氣凝膠進行扎孔處理后,隨著孔隙率的增大,氣凝膠層片的透濕率有明顯提高,說明采用扎孔方法可改善氣凝膠保暖面料的透濕性能。為探究在服裝制作后續過程中所使用的黏結劑是否會對氣凝膠層片孔隙造成影響,將氣凝膠層片和黏結劑進行結合,對結合后的面料進行了透濕性測試。結果發現,Y1在和黏結劑結合之后的透濕率為31.80 g/(m2·h)。黏結劑對氣凝膠層片透濕性的影響較小,原因在于氣凝膠層片和黏結劑結合時采用了將黏結劑點涂在氣凝膠層片上的方式,縮小了可能會對氣凝膠層片的孔隙和結構所造成的影響。
3.2 絮片材料對保溫層透濕率的影響
將氣凝膠層片與不同絮片進行復合,測試復合后材料的透濕率,結果如表6所示。

表6 不同保溫層透濕率
由表6可知,氣凝膠層片和絮片復合后的透濕率高于復合前氣凝膠層片的透濕率(表4),原因在于在透濕性測試過程中,水氣一部分透過試樣進入試驗杯中,也有一部分水氣被試樣吸收。由表2和表3可知,復合保溫層的回潮率大于氣凝膠層片的回潮率,因此復合保溫層吸收的水氣含量也大于氣凝膠層片吸收的水氣含量。絮片相同時,與W1復合的保溫層(BW1-1)透濕率大于與W2復合的保溫層(BW2-1)透濕率。氣凝膠層片相同時,含120 g/m2聚酰亞胺絮片的保溫層(BW1-3,BW2-3)透濕率最高,原因在于面密度為120 g/m2的絮片蓬松度比面密度為60 g/m2的絮片蓬松度好,水氣容易透過織物,因此透濕性較好[4-5]。絮片面密度和氣凝膠層片厚度相同時,氣凝膠層片兩側均為相變黏膠纖維絮片時(BW1-1,BW2-1),比一側為相變黏膠纖維絮片,另一側為聚酰亞胺絮片的保溫層(BW1-2,BW2-2)透濕率高,原因在于相變黏膠纖維吸濕能力較好,水氣更容易進入保溫層。
4 結論
針對由氣凝膠層片與織物復合后得到的氣凝膠保暖服裝面料在穿著過程中出現較為悶熱不適的問題,本文對氣凝膠保暖服裝面料的保暖層成分,即氣凝膠層片和絮片的濕舒適性的影響因素進行了探究。
氣凝膠層片本身的回潮率和透濕率較小,可以采用扎孔的方式,增加氣凝膠層片的孔隙率、適當減小氣凝膠層片厚度的方式來提高氣凝膠保暖服裝面料的透濕性。在氣凝膠層片和絮片復合時,保溫層的透濕性能隨絮片材料回潮率的增大而提高;當采用相同絮片材料時,含蓬松度較大的絮片的復合材料的透濕率較大。因此可通過采用回潮率較高或蓬松度較大的纖維絮片與氣凝膠層片復合來改善其悶熱感。
