船舶鋼結構變形火工矯正方法分析
2021-05-18 05:22:36甄詠鵬鄒濤
中國設備工程 2021年9期
甄詠鵬,鄒濤
(南通泰勝藍島海洋工程有限公司,江蘇 南通 226200)
船舶生產制造階段,不難發現船體結構十分復雜,故而施工實踐中出現變形情況也在所難免,且變形表現出多樣化特征,但是細致分析后也是有一定規律可以遵循的,具體是參照其變形特征進行歸類。這樣工作人員就可以參照不同變形特征,選擇相適宜的火工矯正技術方法,進而實現修整變形問題,優化船舶鋼結構的制造效果,為我國船舶行業健康、快速發展創造更優良的基礎。
1 火工矯正的概述
(1)火工矯正等同于利用火焰加熱作用,誘導鋼材偏短位置的纖維延長或者使較短部位的纖維發生短縮,最后使鋼材發生反變形,這樣構件便能達到平直及某一幾何形狀提出的要求,和技術標準提出的工藝方法相吻合。
(2)矯正方法的技術原理可以做出如下闡述:利用鋼材持有的塑性、熱脹冷縮屬性,在外力或者內應力的作用下使其出現反變形,剔除鋼結構的彎曲、翹曲、外觀凹凸不平整等質量問題,最后實現預期的矯正目標。
(3)校直、校平、矯形等是火工矯正工藝的常見形式。
(4)點狀、線狀及三角形加熱是火工矯正經常采用的加熱方法。點狀加熱即參照鋼結構特征與變形狀況,能夠加熱一點或多點;線狀加熱階段,火焰順沿直線自身位置發生偏移或者在寬度方向同時進行橫向擺動,通常會將寬度控制未是鋼結構厚度的0.5~2倍,適用于變形程度或剛性較大的結構矯正領域中;三角形加熱階段會出現加大收縮量,多用于矯正厚度偏大、剛性較強的鋼材出現的彎曲變形問題。
(5)溫度控制:針對低碳鋼與普通低合金鋼的熱矯正,通常將其控制在600~900℃中,熱塑性變形的理想溫度區間是800~900℃,但要≤900℃。若進一步提升加熱溫度,則會造成鋼材內部組織出現一定改變,晶粒延長,鋼材品質降低。
2 船舶鋼結構常見變形及矯正方法
2.1 “瘦馬”變形
可以采用線形加熱法處理該類變形問題,推薦應用水火矯正。將加熱線設置在骨架背部,業內將其叫做“背燒”。若通過檢測發現結構變形較為嚴重,則可改用雙條加熱線,具體是施加在骨材背部兩個側端的焊腳處;而如果形變量較小,可直接應用單條加熱線,將其設置在骨材背部的中心。“瘦馬”變形矯正過程中應加強溫度的控制,不可過高,工人可采用加熱溫度的下限。若船體鋼材變形較嚴重時,可以利用跳格方法實現“背燒”。
2.2 波浪變形
該種缺陷問題矯正時采用的方法和“瘦馬”變形矯正有較大相似點,采用線形加熱法進行,兩者唯一的不同是實踐操作時需要細分為兩個階段推進。同樣要求變形矯正時溫度不可過高,應參照變形量具體檢出值,酌情選用水火矯正工法,矯正操作時,應注意如下問題:第一階段推進時,工人最好不要先焚燒外凸的一面,特別是外凸面的中間位置,以規避出現應力集中問題而引起塑性變形情況。
2.3 失穩變形
鋼構件薄板開孔處經常出現該種變形問題,矯正過程中先矯正的目標對象是開孔區的“瘦馬”與波浪變形,而后參照開孔周邊的變形實況,配合使用線形加熱法依照圖1所示次序進行處理。矯正修復開孔的失穩變形情況時,若加熱區僅設置在變形的中間部位或開孔邊界,則通常很難取得較理想的矯正效果。通常狀況下,加熱線由開孔周邊朝中心緩緩移動,終末點務必抵達開孔邊界。
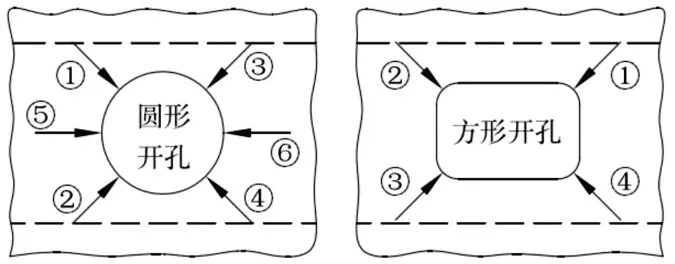
圖1 失穩變形火工矯正的圖示
2.4 他類變形
鑒于船體結構復雜的現狀,其施工生產階段出現的變形類型也不唯一,表現出多樣化特征,除了以上闡述的幾種較典型的變形缺陷矯正工藝外,利用火工矯正法處理其他變形問題,配合使用適宜的輔助工具,通常能取得滿意的矯正效果。這就預示著在具體施工操作前,相關人員一定要全面分析影響焊接質量、引起變形問題的各項因素,并且遵照有助于提升工效、維護高品質與降低勞動強度的原則,選用適宜的工具落實矯正任務。這里筆者需重點提及的內容是,采用輔助工具變形量是1.8641mm,和焊接4塊三角板階段變形量最大值-2.6209mm做比較,變形量會減少0.8mm左右,取得的成效是顯而易見的。
統計并觀察以上兩種方案實施后成果產出情況,發現Z方向上的變形量大小和三角板數目多少之間有正比例關系;但如果三角板用量過少,那么,在現實焊接施工時,很可能無法精準控制腹板在Y方向的變形過程而出現明顯偏移,增加了傾斜、彎曲等不良情況發生的概率。并且焊接構件的強度、剛度與承載力均可能下降而和設計要求間存在出入,因此,要確保投用三角板數目的適宜性。
3 板單元件火工矯正技術
3.1 確定結構局部凸顯變形部位
(1)把板單元結構側朝向上方,縱向結構平穩安放在矯正平臺胎架模板上部。
(2)把板單元橫截表面板邊界的波浪變形凹陷處設定未主要參照憑據,細致觀察縱向結構與板邊波浪變形外凸處,比較變形量大小以及方位,確定構件發生外凸變形的大體部位。
(3)在大致確定構件的變形部位后,按序觀測角焊縫以及其周邊鋼板、U肋轉角部位及U肋上表面鋼板。若局部位置發生外凸,通過腳踩、手觸感受碰到尖狀物體時,便能夠進一步確定具體部位。對該處進行敲擊處理,如果產生實音,那么,該部位就是應力凸顯處。相比之下,角焊縫邊界鋼板的外凸變形最顯著。
3.2 矯正參數
(1)加熱次序:其直接影響著構件的火工矯正效果。矯正處理時,橫向角變形問題矯正在前,縱向結構彎曲變形矯正在后,橫向角、縱向彎曲變形的加熱次序、方向等參數也存在一定差異。
圖2 背向U肋結構面角變形
(2)加熱部位:在確定加熱部位前,相關人員要綜合多方面因素,分析焊接時收縮應力的作用部位,選用與之相適應的方法進行加熱處理,實現反向收縮,構建火焰矯正和焊接收縮變形兩者的平衡關系,最后實現復原構件焊接前幾何樣態的目標。在采用線狀加熱法矯正橫向角變形加熱部位時,若圖2是其變心表現,則選取板單元角焊縫熱影響區域鋼板位置作為加熱部位,加熱線段與角焊縫長一致。
縱向彎曲變形缺陷矯正處理前,一定要認真觀察板面邊緣變形特性,在橫向角變形平面平整度符合要求以后,再對縱向彎曲行矯正處理。若選用線狀加熱法處理U肋結構時,則將起火部位選定在焊縫熱影響區,抵達另一側角焊縫位置熄火,且于U肋轉彎部位略作停滯,借此方式形成溫度梯度。
(3)加熱溫度:在具體施工實踐中,加熱溫度和加熱區域形狀共同決定著鋼結構矯正收縮的變形量。在加熱次序、部位均準確的工況下,保證加熱溫度均勻、加熱區形狀準確,有益于提升構件變形問題矯正處理的成功率。可選用中性焰加熱矯正鋼箱梁內δ≥10mm的板單元件,在和焰心相距2~4mm位置將中性焰的最高溫度控制在3050~3150℃,加熱時聯合采用點溫計精確調控加熱溫度。為了規避鋼板局部過燒的情況,明確要求火焰在單點上停滯時間不可過長,具體是參照被矯正鋼板厚度所需的加熱溫度去設計停留時間,利用點溫計控制加熱溫度,嚴禁出現>900℃的情況。橫向角變形問題矯正階段,通常將其首次加熱溫度控制在600℃上線,于長度1000mm范圍中進行試驗檢測,首次加熱自然冷卻后,若檢測到其收縮變形量沒有抵達設計要求,那么,可以在同個部位重復進行第2次加熱過程,同個部位的加熱次數要≤3次。
4 結語
目前,在國內外船舶制造企業中,火工矯正技術方法有較廣泛應用,其實質上就是通過熱處理過程糾正鋼結構的變形問題,這種操作能提高結構的自體應力,對其結構性能形成不同程度影響。另外,火工矯正僅能實現修整結構變形問題,并不能控制變形過程。為減少或規避船體鋼結構發生變形情況,實踐中應合理采用防變形、預加反變形量及選用適宜的焊接工藝等技法。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36