復(fù)合鋼板后置洗滌器的焊接及缺陷處理
2021-05-21 04:55:04吳正林中海油能源發(fā)展裝備技術(shù)有限公司天津300459
化工管理 2021年13期
吳正林(中海油能源發(fā)展裝備技術(shù)有限公司 天津 300459)
0 引言
復(fù)合鋼板是以低碳鋼或低合金鋼等為基層,以不銹鋼、鈦板、鎳基合金等高性能合金為覆層,通過焊接、復(fù)合軋制等制造而成的雙層技術(shù)復(fù)合鋼板。在服役時,實現(xiàn)了基層能夠滿足結(jié)構(gòu)強(qiáng)度、剛度等性能要求,覆層滿足耐磨、耐蝕等性能要求[1]。節(jié)省成本的同時又能滿足性能要求,故有很高的技術(shù)經(jīng)濟(jì)價值[2-3]。本文以某海洋平臺后置洗滌器制造項目為例,3 臺后置洗滌器均為壓力容器,設(shè)計壓力為8.3 MPa,工作壓力為7.3 MPa,設(shè)備材質(zhì)為復(fù)合鋼板,制造難度較高。結(jié)合復(fù)合鋼板的焊接特點,制定了適宜的焊接工藝,針對出現(xiàn)的缺陷進(jìn)行定位和分析,并采取了相應(yīng)的返修措施,最終達(dá)到了性能要求。
1 焊接工藝
本復(fù)合鋼板后置洗滌器制造項目中,奧氏體不銹鋼復(fù)合板以不銹鋼S31603 為覆層,以碳鋼Q345R 為基層,其中碳鋼層的厚度為36 mm,不銹鋼層的厚度為4 mm。
為提高焊接效率,采用了埋弧焊進(jìn)行基層的填充,故坡口形式為不對稱X 形(基層2/3(外口),覆層1/3(內(nèi)口)),坡口形式詳見圖1,要選用合理的焊接順序,焊接順序詳見圖2,具體焊接工藝如下:
(1)使用CHE507RH 焊條從內(nèi)口焊接打底2 層,焊條的直徑為3.2 mm,焊接選用電流為97~110 A,焊接選用電壓為22~25 V;
(2)正面清根后,再使用CHE507RH 焊條從焊縫外口正面打底一層,填充一層;焊條的直徑為3.2 mm,焊接電流為110~120 A,焊接選用電壓為22~25 V;
(3)采用埋弧焊填充蓋面,焊接材料為CHW-S3R 焊絲與CHF101R 焊劑;焊接選用電流為500~550 A,焊接選用電壓為33~36 V;
(4)背面使用TS-309MoL 焊條完成剩余碳鋼層、以及過渡層的焊接;焊條的直徑為3.2 mm,焊接選用電流為90~100 A,焊接選用電壓為22~25 V;
(5)最后進(jìn)行不銹鋼層的焊接,焊接材料選用TS-316L 焊條,焊條的直徑為3.2 mm,焊接選用電流為100~110 A,焊接選用電壓為23~26 V。
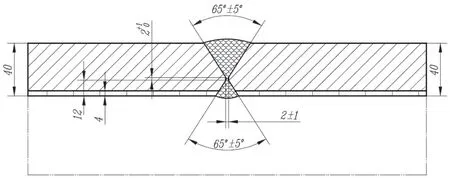
圖1 坡口形式
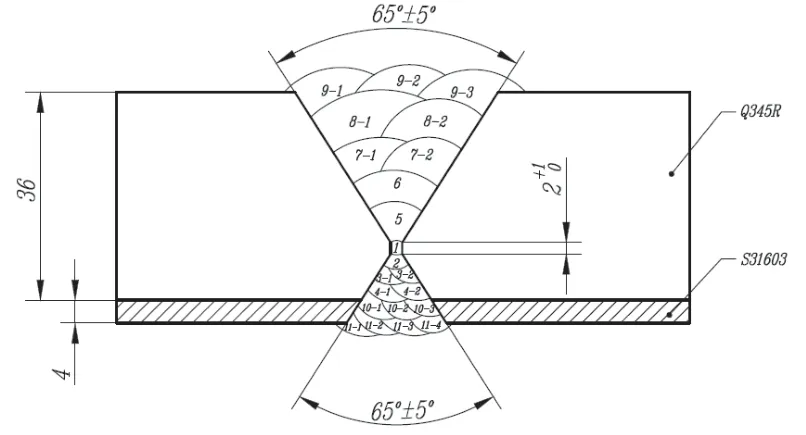
圖2 焊接順序
2 焊接缺陷分析
按照工藝進(jìn)行復(fù)合鋼板后置洗滌器的焊接,在焊后48 h,對焊縫進(jìn)行射線探傷(RT),探傷比例為100%。焊縫內(nèi)出現(xiàn)氣孔、夾渣、未融合、裂紋等焊接缺陷,3 臺后置洗滌器缺陷長度分別為307 mm、480 mm、398 mm(表1)。經(jīng)過核查焊接工藝、焊接人員資質(zhì)及能力、焊材管控、焊接記錄等過程文件,針對缺陷出現(xiàn)的原因進(jìn)行分析。
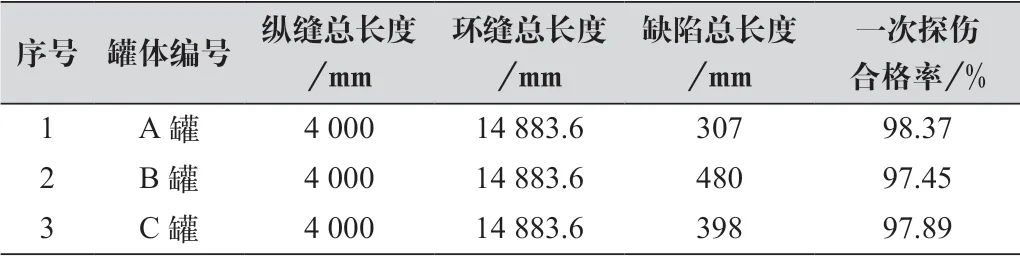
表1 缺陷情況統(tǒng)計
氣孔、夾渣、未融合產(chǎn)生的原因為:擔(dān)心清根后,導(dǎo)致外坡口的焊接出現(xiàn)焊穿,故在清根時,局部打磨不徹底,坡口夾角小,焊接電流過小。根據(jù)焊材烘干記錄及工藝文件,CHE507RH焊條烘干溫度為350 ℃,根據(jù)大西洋公司官網(wǎng),本焊條的建議烘干溫度為380~400 ℃。CHF101R 焊劑的烘干溫度為200 ℃,根據(jù)相關(guān)資料,本焊劑的烘干建議溫度為300 ℃。故有可能因為焊接材料的烘干未滿足要求,導(dǎo)致氣孔等的產(chǎn)生。連續(xù)性夾渣、未融合產(chǎn)生的原因為:因第一道埋弧焊使用規(guī)格為Φ4.0 的焊絲、焊接時電流為500 A,焊接電壓35 V,此工藝參數(shù)是針對清根效果滿足要求的情況下實施的焊接.但是在實際施焊時,清根效果不理想,施焊過程中,轉(zhuǎn)動時容器筒體會向一個方向縱向移動,焊接人員根據(jù)經(jīng)驗進(jìn)行微調(diào)焊絲與焊縫的中心,由于氣刨后使得焊縫處理不規(guī)則,導(dǎo)致埋弧焊時焊劑覆蓋無法保證焊絲正處于焊道中心位置。
針對出現(xiàn)裂紋的原因進(jìn)行核查,重點考慮因素如下[2]:(1)裂紋出現(xiàn)在碳鋼與不銹鋼復(fù)合層連接處,分析原因可能為卷管過程中材料本身出現(xiàn)裂紋;(2)若裂紋出現(xiàn)在碳鋼與復(fù)合層連接上下3 mm 處,有可能為過渡層的焊接問題。針對裂紋進(jìn)行細(xì)致的UT 復(fù)查和現(xiàn)場實際打磨確認(rèn),缺陷位置均位于碳鋼層(25~28 mm),發(fā)現(xiàn)為碳鋼層焊接出現(xiàn)的焊接缺陷。經(jīng)過分析,原因為打底清根后,在內(nèi)口焊肉僅剩余2 mm 的情況下就進(jìn)行外口填充,由于焊接收縮及應(yīng)力釋放導(dǎo)致出現(xiàn)焊接裂紋。
3 返修處理方案
3.1 缺陷定位及清除
(1)返修前需確定缺陷位置,采取射線檢測和超聲波檢測綜合定位等方式對缺陷進(jìn)行定位。根據(jù)射線探傷結(jié)果顯示,缺陷位置均位于碳鋼層(25~28 mm),故返修在碳鋼層進(jìn)行;
(2)缺陷的清除,采用碳弧氣刨清除氣孔、夾渣、未融合等缺陷。針對裂紋,若缺陷深度較淺,必須采用砂輪機(jī)進(jìn)行打磨。若缺陷深度較大,考慮到返修的工作效率,可采用氣刨至缺陷上方3 mm 處時,改用砂輪機(jī)打磨,方式為由上至下打磨。磨削成U 形,槽長大于60 mm。最底部的槽寬3 mm 以上,磨削長度要延伸100 mm 以上。打磨過程中要密切觀測,打磨至肉眼看不到缺陷為止,再進(jìn)行PT/MT 檢測,直至檢測不到裂紋或者其他缺陷為止。打磨時要控制在合適的深度,平緩圓滑過渡,不能影響原有的過渡層焊縫[3]。
3.2 焊接返修
3.2.1 焊工資格的審查
(1)電焊工的焊接資格必須滿足焊接返修的需要,具備相應(yīng)的資格證書,在規(guī)定的資質(zhì)范圍內(nèi)進(jìn)行施焊,并在有效期內(nèi)合格。
(2)基于焊接返修次數(shù)的限制,要專門安排探傷后未發(fā)現(xiàn)缺陷的、技術(shù)過硬的焊工負(fù)責(zé)本次返修,在施焊前進(jìn)行充分的練習(xí),確保焊接時可一次滿足要求。
3.2.2 焊接返修實施
(1)結(jié)合返修工況,充分考慮焊接坡口、厚度等因素,制定合格的返修焊接工藝。嚴(yán)格按照返修工藝進(jìn)行,控制層間溫度、做好焊前預(yù)熱等措施。
(2)在進(jìn)行施焊前,要確保焊條烘干、焊口打磨干凈、坡口角度合理、層間清理徹底、焊道分布合理等,焊前清理要祛除油污、鐵銹等。
(3)焊接返修時,要充分考慮焊接環(huán)境的影響,包括風(fēng)速、濕度等,若不滿足要求,要做好相應(yīng)的防護(hù)措施。
(4)焊接時,認(rèn)真清理焊渣,并及時進(jìn)行檢查。層、道焊接時,出現(xiàn)了缺陷,要予以清除,并進(jìn)行補(bǔ)焊,確保控制好層、道間的焊接質(zhì)量。
(5)補(bǔ)焊按照既定的焊接返修工藝進(jìn)行,本次返修區(qū)域在碳鋼層,故按照返修焊接工藝,使用CHE507RH 焊條進(jìn)行返修并將焊縫表面修磨整齊。當(dāng)坡口根部觸及不銹鋼層的焊縫金屬時,則需用TS-309MoL 焊條完成至少進(jìn)行兩層打底,進(jìn)行堆焊,確保覆蓋碳鋼層后再使用CHE507RH 焊條進(jìn)行焊接。堆焊完成后,要檢查焊接質(zhì)量,不能存在裂紋、夾渣等缺陷,避免返修時產(chǎn)生新的缺陷。
3.3 返修后的檢測
(1)外觀檢測:進(jìn)行目視檢測,確保所有的焊接接頭表面不能存在氣孔、裂紋、夾渣等缺陷;
(2)焊后24 h,進(jìn)行MT 檢測,要求滿足磁粉檢測(MT)Ⅰ級要求;
(3)焊后48 h 進(jìn)行射線探傷,檢測返修效果。
對于返修部位的檢測,焊后48 h 后,對返修部位及其兩端延伸20%長度范圍內(nèi)進(jìn)行射線探傷,核實缺陷是否被清除及有無新的缺陷產(chǎn)生。經(jīng)過返修處理,清除了焊接缺陷,無新的缺陷產(chǎn)生,滿足了質(zhì)量要求。
4 結(jié)語
焊接是復(fù)合鋼板后置洗滌器制造的重要環(huán)節(jié),本文針對后置洗滌器焊接時出現(xiàn)的焊接缺陷進(jìn)行了定位和分析,并提出了解決措施。在實際焊接過程中,為了有效防止焊接缺陷產(chǎn)生,要制定合理的焊接工藝,對過渡層焊接予以重點管控。在返修時,要有效的進(jìn)行缺陷定位和清除,嚴(yán)格執(zhí)行返修方案,焊后對返修部位及其兩端延伸20%長度范圍內(nèi)進(jìn)行射線探傷,消除缺陷的同時,避免產(chǎn)生新的缺陷。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03