提高工業(yè)管道焊接質(zhì)量的探討
2021-05-25 02:36:32葛守文
建材與裝飾 2021年14期
葛守文
(山西省工業(yè)設(shè)備安裝集團(tuán)有限公司,山西太原 030032)
0 引言
就當(dāng)前現(xiàn)狀而言, 由于受到技術(shù)因素以及客觀因素的影響,工業(yè)管道焊接還存在一些難點問題,對工業(yè)管道焊接質(zhì)量要點進(jìn)行分析,探索出科學(xué)有效的焊接技術(shù)策略意義重大。
1 焊接質(zhì)量干擾的原因分析
1.1 焊接工藝評定
這是評價焊接質(zhì)量水平的重要工藝技術(shù)文件,能夠了解焊接質(zhì)量水平,明確具體的焊接材料以及焊接方式等。焊接實施環(huán)節(jié),對于特定條件下,結(jié)合工藝要求,做好焊接試驗分析。焊接結(jié)束后,根據(jù)特定的程序,檢測焊接試驗的質(zhì)量,然后按照必要的標(biāo)準(zhǔn)做好評價分析;焊接工藝評定是安裝單位進(jìn)行焊接作業(yè)、焊接管理體系建設(shè)的重要基礎(chǔ)條件。目前我國對于焊接工藝評價有著強(qiáng)制性規(guī)定,對于壓力管道來說,只有焊接工藝評定合格才能投入實際焊接作業(yè)。
1.2 焊接方法
焊接方法不通過,給焊接質(zhì)量的影響也會有所差異。焊條電弧焊所使用的電流很多情況下都是固定的,這也是當(dāng)前使用極為普遍的焊接方式,設(shè)備簡單、操作方便,焊接之后要及時清理焊渣,工作效率較差,極易導(dǎo)致未熔合、未焊透、氣孔等問題的發(fā)生。鎢極氬弧焊的方式?jīng)]有清渣的工序,可以實現(xiàn)全位置焊接,但是焊接的效率相對較低。藥芯焊絲電弧焊的工作效率是很高的,但是粉劑容易產(chǎn)生嚴(yán)重的粉塵危害的問題。目前來說,壓力管道焊接作業(yè)時,根據(jù)需要采用氬弧焊打底、焊條焊蓋面的方法,這樣可以保證焊接結(jié)構(gòu)的速度快,且焊接質(zhì)量比較高。
1.3 焊接人員
壓力管道焊接的工作者,取得特種設(shè)備操作證才能進(jìn)入崗位中開展焊接工作,所持有的焊接項目種類和焊接作業(yè)的實際情況是相符合的,焊工證處于有效期內(nèi),每四年進(jìn)行一次復(fù)審。大型管道現(xiàn)場安裝焊接需要做好焊接質(zhì)量檢查,具備較高專業(yè)素質(zhì)的焊工可以結(jié)合不同條件、不同設(shè)備、不同工藝進(jìn)行焊接,保證焊接質(zhì)量合格,還能分析不合格的原因,及時做出改進(jìn),促進(jìn)整體的焊接質(zhì)量水平達(dá)標(biāo)。
1.4 焊接材料
焊接材料的類型比較多,比如焊條、焊絲、焊帶、焊劑等,不同焊接方法,根據(jù)需要確定合適的焊接作業(yè)材料,這樣才能提升焊接的質(zhì)量,滿足焊接工藝技術(shù)標(biāo)準(zhǔn),也能夠保證工業(yè)管道的運(yùn)行更加的安全、穩(wěn)定。此外,任何一種焊接材料在使用前都有質(zhì)量證明文件,且經(jīng)過必要的焊材復(fù)驗,全部合格才能投入到焊接作業(yè)中使用。
1.5 焊接環(huán)境的分析
焊接環(huán)境主要指的是焊接實施環(huán)節(jié)的外部自然環(huán)境,主要指的是環(huán)境溫度、濕度、風(fēng)速等方面的要素,只有施焊環(huán)境符合要求,才能保證焊接質(zhì)量合格,滿足工業(yè)管道的運(yùn)行需要。施焊環(huán)境的溫度對于焊接接頭的質(zhì)量、外觀產(chǎn)生影響,也會關(guān)系到焊接結(jié)構(gòu)的金屬組織以及力學(xué)性能方面,同時會影響焊機(jī)的運(yùn)行效果。因此,加強(qiáng)施焊環(huán)境的分析與控制,對于工業(yè)管道焊接質(zhì)量的提升有一定的促進(jìn)作用。
2 壓力管道焊接作業(yè)時進(jìn)行的質(zhì)量管控措施分析
2.1 焊接開始前實施的質(zhì)量管控工作
(1)采取科學(xué)合理的焊接施工材料。鋼管、焊材等運(yùn)輸?shù)阶鳂I(yè)現(xiàn)場之前,材料管理人員按照不同名稱、規(guī)格、型號、數(shù)量等進(jìn)行分別驗收,檢查質(zhì)量證明文件的正確性、完整性以及和材料的一致性,經(jīng)過檢測完全達(dá)到標(biāo)準(zhǔn)要求的焊接材料,進(jìn)行等級入賬。材料存放環(huán)境嚴(yán)格控制,如果不得不采取露天存放方式,應(yīng)該有覆蓋處理。堿性焊條在使用前,需要做好烘干處理,加熱溫度為350~400℃之間,保溫1~2h,還要準(zhǔn)備保溫桶,達(dá)到焊接材料的溫度標(biāo)準(zhǔn)要求。
(2)保證焊接環(huán)境合理。這是給焊接質(zhì)量造成影響的主要因素,需要保證溫度、濕度、風(fēng)速等符合要求,確保焊縫的外觀質(zhì)量和性能符合技術(shù)標(biāo)準(zhǔn),達(dá)到規(guī)定的要求。具體來說,焊接環(huán)境存在下述幾種情況禁止施焊:①工業(yè)管道表面潮濕、降雨天氣或者環(huán)境相對濕度超過80%,不能進(jìn)行防護(hù)的情況;②焊接環(huán)節(jié)風(fēng)速超出標(biāo)準(zhǔn)要求,比如手工焊、埋弧焊的溫度在8m/s 以上;二氧化碳保護(hù)焊的風(fēng)速在2m/s 以上時,且整個焊接過程并未采取任何措施進(jìn)行防風(fēng)處理;③施焊現(xiàn)場環(huán)境溫度較低,低于鋼材臨界冷裂參數(shù)值,沒有進(jìn)行預(yù)熱或者保溫處理時禁止施焊。
(3)焊接設(shè)備的質(zhì)量控制。工業(yè)管道在焊接作業(yè)中,使用的設(shè)備比較多,最為常見的是焊條電弧焊機(jī)、氬弧焊焊機(jī)、氣瓶、流量計、焊接材料、烘干設(shè)備等等,保證全部設(shè)備都達(dá)到運(yùn)行功能性和穩(wěn)定性的要求,各項數(shù)據(jù)正確的顯示,現(xiàn)場接地更加可靠和穩(wěn)定,焊機(jī)電流、電壓調(diào)整到最佳狀態(tài)中。
(4)選擇合適焊接工藝與方法。①工業(yè)管道焊接工作開始前,深入了解設(shè)計圖紙和焊接工藝規(guī)范,根據(jù)現(xiàn)場情況制定焊接工藝評定,然后編制符合焊接現(xiàn)場情況的工藝技術(shù)文件,確定合適的焊接方法、焊接材料以及焊接技術(shù)參數(shù),保證焊接工作順利進(jìn)行,也能夠提高焊接的質(zhì)量。如果工業(yè)管道的材質(zhì)是首次焊接,需要先編制焊接工藝評定指導(dǎo)書,然后做好材料的焊接工藝評定試驗,經(jīng)過多項指標(biāo)的檢查完全符合焊接工藝標(biāo)準(zhǔn),符合該材質(zhì)的焊接需要,再進(jìn)行焊接作業(yè),達(dá)到要求后進(jìn)行工藝評定報告的編制,進(jìn)而指導(dǎo)現(xiàn)場的焊接施工;②焊接作業(yè)前,焊接工藝師對于焊接人員進(jìn)行技術(shù)交底,讓焊接人員掌握焊接設(shè)備選擇、焊接材料確定、焊接參數(shù)調(diào)整等方面的要求,還要掌握無損檢測的標(biāo)準(zhǔn),并且進(jìn)行技術(shù)交底記錄,確保現(xiàn)場焊接施工可以順利的進(jìn)行,提高焊接工藝水平,保證工業(yè)管道的運(yùn)行質(zhì)量。
(5)焊接人員需持證上崗。工業(yè)管道一般都是壓力管道,結(jié)合不同等級,可以分為低、中、高壓三種情況。壓力管道焊接作業(yè)人員按照當(dāng)前我國發(fā)布的國家標(biāo)準(zhǔn)進(jìn)行考試,掌握一定的焊接技術(shù),考試合格發(fā)放相關(guān)焊接方式的焊工證,且證件處于有效期內(nèi)才能從事規(guī)定焊接項目的焊接作業(yè),這是保證焊接質(zhì)量的關(guān)鍵性措施。
2.2 焊接施工過程的質(zhì)量控制
(1)坡口加工及組對。①坡口加工:如果條件允許,應(yīng)該采取機(jī)械的方式進(jìn)行坡口加工,根據(jù)焊接工藝卡片上規(guī)定的坡口形式和尺寸,保證斷面和管子軸線是垂直設(shè)置的,預(yù)留的鈍邊符合焊接工藝要求。坡口位置、焊接接頭兩側(cè)20~40mm 范圍內(nèi)進(jìn)行打磨處理,露出金屬光澤為合格標(biāo)準(zhǔn)。坡口加工的4h 內(nèi)進(jìn)行焊接作業(yè),如果坡口污染嚴(yán)重,要再次清理處理;②組對定位:管接頭組對開始前,需要保證坡口加工質(zhì)量合格,清理后達(dá)到標(biāo)準(zhǔn)要求,定位焊結(jié)合管徑明確具體的定位焊點數(shù)、長度以及厚度尺寸,選擇使用和根部焊道完全一致的焊接工藝和材料,同時選擇合適焊接工人進(jìn)行焊接施工。管道組對間隙達(dá)標(biāo),定位時應(yīng)該保證管道內(nèi)外壁是平齊的,錯邊量控制在壁厚的10%以內(nèi),如果兩側(cè)的壁厚不同,應(yīng)該采取削薄的方式進(jìn)行處理。
(2)焊接中的質(zhì)量控制。焊接是嚴(yán)格執(zhí)行焊接工藝規(guī)定和要求,選擇應(yīng)用最佳的運(yùn)條方式,焊接環(huán)節(jié)隨時了解熔池以及焊縫的結(jié)構(gòu),禁止存在管口振動、應(yīng)力存在的情況下焊接。如果發(fā)現(xiàn)存在氣孔、夾渣、裂紋等缺陷,要及時停止焊接施工,分析了解形成原因,清除問題后繼續(xù)進(jìn)行焊接施工。
(3)焊接清理。焊接作業(yè)環(huán)節(jié)要做好各個層、道之間清理,保證不會有焊渣、氧化物等,防止出現(xiàn)夾渣、未熔合等問題,焊接完成后進(jìn)行兩側(cè)熔渣、飛濺物的清除處理,達(dá)到焊縫的美觀性和焊接質(zhì)量。
2.3 焊接后檢查檢驗的質(zhì)量控制
(1)焊縫外觀檢查。焊縫的外觀質(zhì)量檢測在無損檢測、耐壓實驗前開展,保證各個焊縫部位上的外觀質(zhì)量合格,焊縫余高達(dá)標(biāo)、焊縫寬度合格等,通過檢驗尺、樣板、量規(guī)等進(jìn)行檢測,做好各項數(shù)據(jù)的記錄。同時,外觀檢測之后保證焊縫部位沒有任何裂紋、氣孔、夾渣等問題,且沒有熔渣、飛濺物等,咬邊量、焊縫余高全部都達(dá)到技術(shù)標(biāo)準(zhǔn)的要求。
(2)焊縫內(nèi)部質(zhì)量的檢驗。內(nèi)部質(zhì)量檢測是非常重要的工作,實現(xiàn)焊縫的全面質(zhì)量檢查,最常見的方式就是內(nèi)窺鏡、滲透、超聲、射線等。由具備專業(yè)素質(zhì)的無損檢測人員開展檢測工作,形成檢測報告,做好各項記錄。無損檢測結(jié)束后,工作單位要在管線圖進(jìn)行編號,明確管道材料、焊縫部位以及焊工代號等。檢驗人員需要及時進(jìn)行RT 底片檢查,然后編制焊縫無損檢測報告。如果存在缺陷需要及時返修處理,焊接工藝師處于返修工藝,做好施焊結(jié)露,且要做好審查管理,為返修質(zhì)量提升奠定基礎(chǔ),如圖1所示。
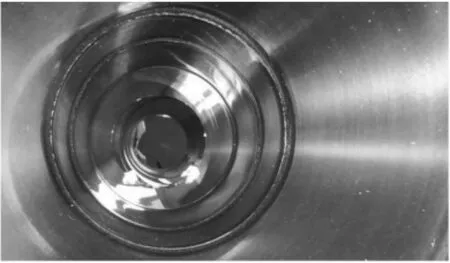
圖1 工業(yè)內(nèi)窺鏡在管道焊接質(zhì)量檢測效果
(3)試驗。試驗環(huán)節(jié)是將管道和設(shè)備連接起來進(jìn)行的,檢測整個管道是否達(dá)到運(yùn)行質(zhì)量要求,各方面性能是否合格。一般來說,會選擇使用水壓、氣壓的方法進(jìn)行,執(zhí)行檢驗工藝和程序標(biāo)準(zhǔn),做好各個環(huán)節(jié)的參數(shù)記錄;對于管道內(nèi)是劇毒、有毒、易燃流體的情況,做好氣密性檢測;真空管道壓力試驗后,還要做好真空試驗。
3 焊接返修的質(zhì)量控制
工業(yè)管道工程焊接結(jié)束后,進(jìn)行無損檢測,如果發(fā)現(xiàn)有任何質(zhì)量問題,及時進(jìn)行返修處理。返修是焊接工藝師確定分析焊接缺陷問題,掌握焊接質(zhì)量缺陷的形成原因,然后確定返修焊接工藝標(biāo)準(zhǔn),經(jīng)過焊接責(zé)任師批準(zhǔn)進(jìn)行,但是要注意,同一焊縫返修次數(shù)最多為兩次。焊縫返修后,執(zhí)行標(biāo)準(zhǔn)進(jìn)行無損檢測。如果工業(yè)管道有焊后熱處理的要求,通常在熱處理前完成返修處理,如果在熱處理焊縫后進(jìn)行返修,在焊接后還要再次進(jìn)行熱處理。
4 結(jié)語
工業(yè)管道的連接主要方式就是焊接,其對于整個管道安裝質(zhì)量有著重要的影響,需要加大力度管理焊接的過程中,人員、材料、設(shè)備等都要達(dá)到標(biāo)準(zhǔn),同時加強(qiáng)焊接環(huán)境的控制,組織有針對性的質(zhì)量控制措施,提高焊接質(zhì)量水平,保證工業(yè)管道的性能滿足要求,為我國工業(yè)領(lǐng)域發(fā)展起積極的促進(jìn)作用。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
故事大王(2016年7期)2016-09-22 17:30:08
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03