機匣類零件數控磨拋加工技術研究
2021-05-26 06:51:16孫玉民康靖宇宋亮鵬趙世鵬
中國新技術新產品 2021年5期
關鍵詞:特征
孫玉民 康靖宇 宋亮鵬 趙世鵬
(中國航發沈陽黎明航空發動機有限責任公司,遼寧 沈陽 110043)
0 引言
目前,機匣類零件在數控機床上加工后會產生較多的飛邊毛刺,機加產生的毛刺是指零部件在加工過程中所派生出多余的部分,這些多出的部分可以統稱為毛刺,產生過程包括車、銑、鉆以及鉸等多種加工方法[1]。部分飛邊毛刺無法在數控機床上使用正反倒角刀、倒圓刀、球銑刀等刀具進行加工去除,需要由打磨鉗工進行手動磨拋。隨著生產任務的增加,打磨鉗工的工作量逐漸累積,且手動磨拋的質量穩定性較差,存在加工遺漏的問題。
該研究通過尋找并試驗數控磨拋加工方法,完成對特殊位置飛邊毛刺的數控去除,減少了打磨鉗工的工作量,提高了磨拋加工的質量穩定性,為自動化加工進行拓展及技術儲備。
1 機匣類零件概述
機匣類零件通常存在多種類型的加工特征,例如凸臺、型腔、深槽以及型面等,這些特征的加工過程中材料去除量大,加工后會殘留大量的飛邊毛刺,如圖1所示,手動去除困難;同時加工過程中存在較多的鉗工拋修工序,這些工序全部由鉗工操作者進行手動加工,大量的人為干預導致批生產零件的表面質量及制造符合性一直得不到穩定的控制,零件修磨返工率高,表面粗糙度一般為Ra12.5~Ra6.3,無法滿足大批量生產的需求。

圖1 機加后殘留飛邊毛刺示意圖
該研究通過對數控磨拋方法的研究及應用,實現機匣類零件大部分共性特征鉗工打磨內容的數控加工轉產,用數控拋光打磨加工技術代替傳統的鉗工打磨,提高了零件質量穩定性及制造符合性,以滿足生產過程自動化要求。
2 難點分析
目前現場打磨去毛刺工作大部分由鉗加工操作者手動去除,缺少數控磨拋的加工經驗,以及對相關工具加工參數及加工效果的了解。
進行數控磨拋加工,其選用的磨拋工具及其運行的參數對磨拋加工效果有最直接的影響。針對不同的加工特征及不同的技術需求,選擇合適的磨拋工具及其加工運行參數,是實現自動化磨拋的關鍵。針對不同的特征結構,可以選用端面刷、圓周刷、內孔刷、打磨盤、砂帶以及球頭刀等磨拋工具;針對不同的技術要求,可以通過控制磨拋工具的旋轉速度、進給速度、壓緊量以及走刀次數等,得到不同的去除量及表面質量。
3 磨拋特征分析
對該機匣類零件的全部鉗加工打磨位置進行分析,確定磨拋特征類型,并確定其初設加工方案。通過梳理目前的工藝狀態,初步確定能夠由數控磨拋加工的鉗工特征為:機加位置倒圓倒角特征、加工面向非加工面過渡特征、機加邊緣飛邊毛刺特征、接刀痕特征。
3.1 機加位置倒圓倒角特征
該類特征大部分可以通過數控設備加工達到要求,但是個別受到設備、加工位置、工具工裝限制的部位,仍然需要鉗工手動進行工作,如圖2所示。針對“機加位置倒圓倒角特征”余量小、精度要求高、不可對周邊位置產生不利影響等特點,制定加工方案為使用倒圓刀或鋼毛刷對銳邊進行倒圓加工,使用倒角刀對孔及型面的倒角進行加工。
3.2 加工面向非加工面過渡特征
該類特征存在于大部分鑄造零件中,由于鑄件存在大量非加工表面,必然會產生大量的過渡特征,因此過渡位置的處理較為困難。針對“加工面向非加工面過渡特征”存在較為廣泛、涉及面積較大、通常會有銳邊殘留等特點,初步制定加工方案:首先使用千葉輪對交接位置的銳邊進行打磨,使交接位置的過渡圓滑;其次使用柔性刷對表面進行拋修,保證表面質量。
3.3 機加邊緣飛邊毛刺特征
該類特征通常是由于加工位置尺寸復雜、無法通過機械加工方法有效去除的位置,該類型特征位于機加表面交接處,受到兩側加工面的影響,但通常余量較小。針對“機加表面飛邊毛刺特征”位于機加交接面、余量小、精度要求高以及位置復雜等特點,制定加工方案:存在一定余量的位置使用銼刀去除菱角,余量較小時使用鋼毛刷進行銳邊拋光。
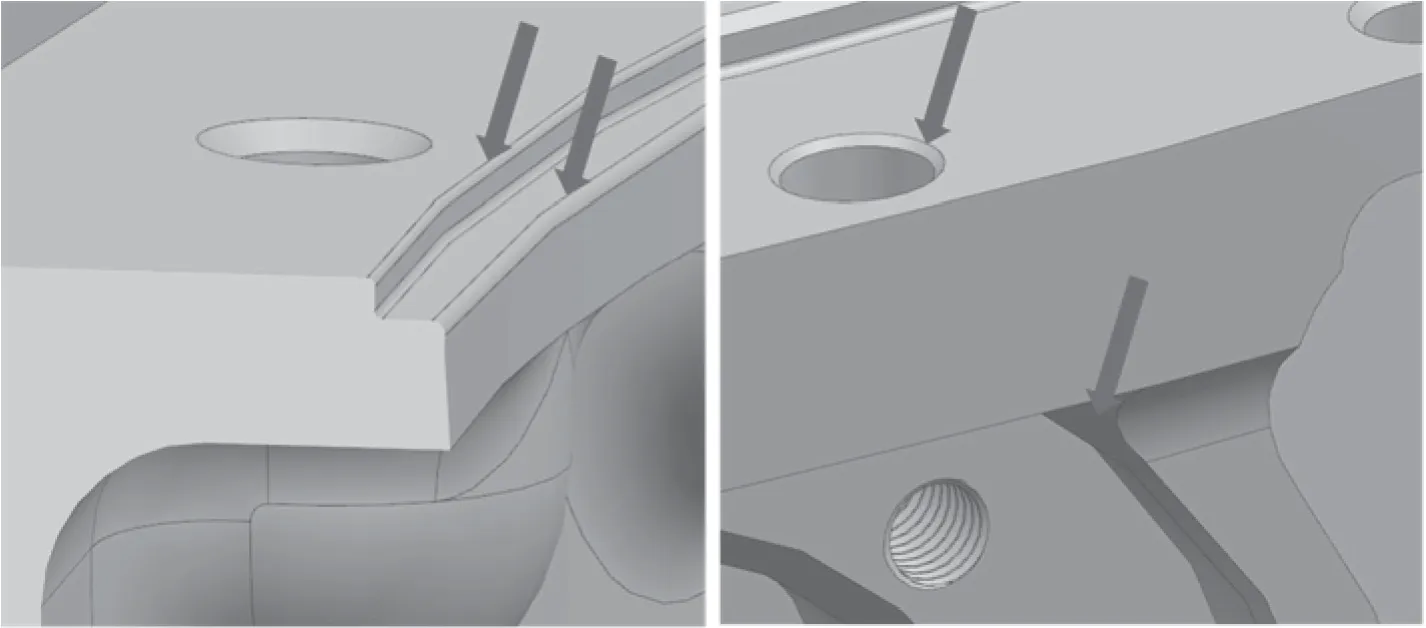
圖2 機加位置倒圓倒角特征
3.4 接刀痕特征
該類特征存在于2次加工刀路的交叉位置,接刀痕通常位于平面,相對較為明顯,但余量較小。針對“接刀痕特征”表面開闊、余量小以及影響外觀等特點,制定加工方案為使用砂帶對接刀痕整體進行拋修,然后使用鋼毛刷對表面進行拋修。
4 加工工具試驗
4.1 現有工具試驗與分析
數控機床主要使用的是正反倒角刀、專用倒圓刀和球銑刀等,受刀具結構尺寸的限制,無法實現復雜型面的加工,尤其對于鑄造件、焊接件等尺寸不固定的位置,使用該類刀具進行數控加工極易導致相關尺寸超差。
打磨鉗工主要使用手動磨拋工具進行零件光整加工,分為3類:1)直接抓持類工具。2)安裝在手持式氣磨機類硬接觸工具。3)安裝在手持式氣磨機類軟接觸工具。
初步試驗內容為嘗試是否可以使用鉗工工具在數控設備進行仿形加工,通過現場加工驗證得出:1)銼刀、砂紙和油石等直接抓持類工具無法在數控設備使用,排除該類工具。2)硬接觸類工具在機床上與零件接觸時震動過大,弊端同球銑刀且質量更差。3)軟接觸類工具的刀柄位置精度不足,回轉時偏擺較大,且尺寸控制效果差。
由于數控機床不具備鉗工的視覺識別能力和多維度力控能力,在現有條件下直接使用鉗工工具進行數控磨拋加工,不具備可行性。如果計劃實現數控機床自動磨拋,在不進行設備改造的前提下,需要選擇1種兼顧切削力與適應性的磨拋工具。
4.2 數控磨拋工具探索
現有的鉗工磨拋工具無法使用,需要繼續探索可以應用于數控機床的工具。
通過與加工刀具及磨拋工具的相關技術人員交流,進行了纖維刷、銅絲刷、尼龍刷、碳化硅/氧化鋁磨盤、橡膠旋風輪、羊毛刷等工具的試驗。纖維刷加工適應性較好,磨損較低,但是切削力較差,不能對飛邊進行有效加工,可以去除微小的二次毛刺。銅絲刷的加工適應性較好,切削力一般,磨損較為嚴重,由于工具整體規格較小、黃銅絲較少,在加工過程中黃銅絲斷裂損耗過快。尼龍刷同樣存在切削力較差的問題,對于飛邊類特征加工效果差。其余磨拋工具均為光整用工具,可以在數控機床上使用,但是只在表面光整方面有效,飛邊毛刺去除能力依然較差,工具在加工過程中被飛邊割傷嚴重。
綜上所述:在數控機床去除非特定尺寸位置的飛邊毛刺,需要選用具備一定適應性的工具,但具備適應能力的工具又通常存在切削力低及自身強度差的缺陷。
根據試驗總結的經驗,繼續探索并試驗新型數控磨拋工具。
金剛石磨盤類工具,其內圈為金屬材質、外圈為橡膠材質、表面鑲嵌一層金剛石磨料的盤形打磨輪;刀柄后部有臺階,更換刀具可定刀長;前端磨盤可快換,提高工具更換速度;磨盤直徑有φ16 mm、φ3 mm、φ36 mm、φ54 mm等規格。該工具面層的金剛石磨料具備較好的切削能力、外圈的橡膠具備一定的適應能力,可實現飛邊的去除;但磨損較快,當面層磨料損傷后基本失去切削能力,且適應性有限,當面對尺寸偏差大的位置時效果不佳。
陶瓷纖維研磨刷類工具如圖3所示,其由陶瓷材料及氧化鋁纖維制成,是新型無機陶瓷纖維,具有高強度、穩定性好和耐高溫等優良性能[2]。每根線材有近千個切削刃,以研磨顆粒做成的尼龍刷的切削材料含有率僅為20%,陶瓷纖維刷的切削材料含有率約為80%,具有非常高的切削能力;其主要用于去除飛邊毛刺、進行表面研磨等工作,質量穩定性高、加工效率高。
陶瓷纖維研磨刷具有切削力高、切削力穩定持續和線材不變形等特點。其磨拋加工的優勢包括可以適應大多數材料,不產生二次毛刺,提高加工表面的表面粗糙度,可干濕兩用(濕式加工更有利于提高表面粗糙度及延長工具的壽命),其在加工橫向毛刺時,逆銑加工比順銑加工效果更佳。

圖3 陶瓷纖維研磨刷示意圖
陶瓷纖維研磨刷加工參數設定:該工具有嚴格的加工參數要求,針對不同的去除量及表面粗糙度需求,應選用適宜的加工參數,加工參數選用見表1,加工時不可超過其規定的轉速上限。
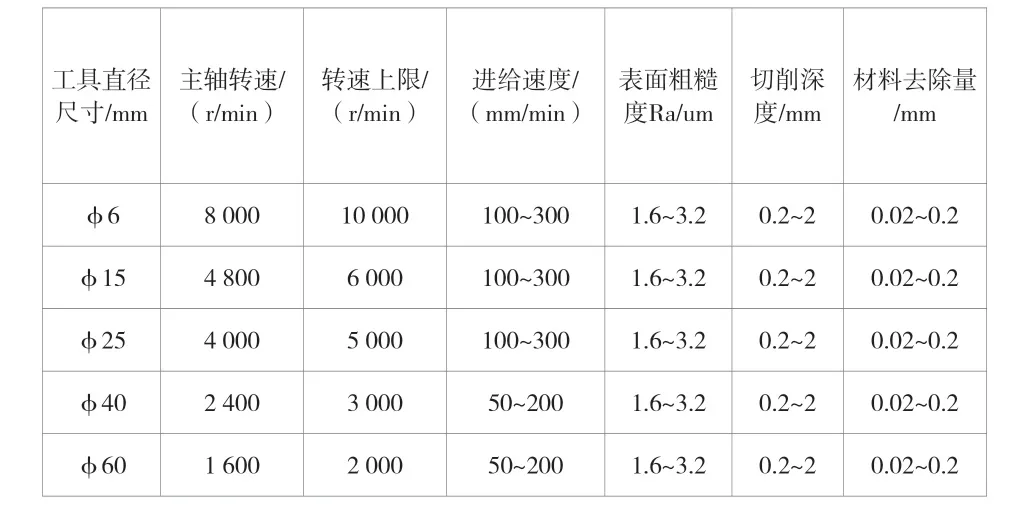
表1 陶瓷纖維端面刷加工參數表
陶瓷纖維內孔專用刷也是陶瓷纖維刷的1種,通過主軸回轉產生的離心力進行磨拋切削加工,設定的主軸轉速必須達到8000 rpm以上,內孔刷可以去除零件內側貫穿孔邊緣的飛邊毛刺,刷子靜止時的直徑尺寸D適用于加工的孔徑尺寸為1.7D~2.7D。
使用方法有4個:1)在工具未旋轉狀態下深入孔內,工具最前端經過待加工交叉孔。2)在經過交叉孔的位置旋轉工具。3)沿工具軸線方往復運動。4)停止工具的旋轉,退出工具。
球頭去毛刺銑刀使用AlTiCrN材料制作的球頭去毛刺銑刀。AlTiCrN涂層能夠顯著提升刀具的耐磨性能[3],該球頭去毛刺銑刀具有高耐熱性、高強度以及長壽命等特點,適用于機加后尺寸較為固定、尺寸形狀較為復雜的型面的正反倒角光整。
4.3 數控磨拋工具的應用
綜合考慮工具的適用性、零件特征種類、數控設備自身條件等因素,應遵循:“使用盡量少種類的工具、用盡量高的加工效率、去除盡量多的飛邊毛刺”原則,選用較為通用的磨拋工具,使用較少的設備刀位及占機時間。
根據每臺加工中心主要加工零件的特點,配備各類陶瓷纖維研磨刷、球頭去毛刺銑刀等相適用的工具,將數控磨拋加工技術應用于生產。
陶瓷纖維研磨刷、球頭去毛刺銑刀以及其他磨拋工具均有其明確的尺寸規格,在程序編制時,按照常規數控加工編程方式編制其加工程序;對于刷類軟接觸工具,需在刀長方向按要求相應增加過切量。
根據目前工段主要加工零件的結構特征,將磨拋內容進行分類并匹配相適應的工具,進行現場加工試驗:1)對于各類安裝座邊緣、支板銳邊的毛刺,空間較為開闊的,均可以選用陶瓷纖維端面刷進行加工去除。陶瓷纖維端面刷可以較好地適應由鑄造、焊接等因素導致的實際尺寸不確定的問題,按理論邊緣位置進行加工,基本可實現該類特征飛邊毛刺的去除,但是尺寸偏差可能會導致加工效果差異,可以適當調整上刀量進行調整。2)對于各類安裝邊側面的毛刺,空間狹小、不便于刀具端面接觸的,可酌情選用陶瓷纖維周向刷進行加工去除。3)對于各類正、反倒角,可選用球頭去毛刺銑刀進行銑加工去除,若尺寸范圍合適,可實現使用一把刀具對多種規格孔口的正、反尖邊進行倒鈍加工。
5 結論
通過尋找并試驗各種類型數控機床用的磨拋加工工具,實現了在數控機床上對特殊位置的飛邊毛刺進行自動化去除,減少了打磨鉗工的工作量,提高了磨拋加工的質量穩定性。通過對數控機床用磨拋工具的探索與試驗,得到可用于生產需求的工具,為自動化磨拋加工進行了技術儲備;得到各類磨拋工具的數控加工效果,使用方法及加工參數,可以根據實際需求選用相應的工具進行生產。
猜你喜歡
數學小靈通·3-4年級(2024年2期)2024-05-15 02:02:28
中學生數理化(高中版.高考數學)(2022年3期)2022-04-26 14:04:16
數學年刊A輯(中文版)(2020年1期)2020-05-19 00:30:36
空間科學學報(2020年2期)2020-04-01 03:50:40
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
中等數學(2019年8期)2019-11-25 01:38:14
當代陜西(2019年10期)2019-06-03 10:12:04
新聞傳播(2018年11期)2018-08-29 08:15:24
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
廣西科技大學學報(2016年1期)2016-06-22 13:10:38
