機床導軌直線度安裝檢測方法及原理分析
2021-05-28 07:39:56劉文化
金屬加工(冷加工) 2021年5期
劉文化
江西吉米立機械科技有限公司 江西吉安 343100
1 序言
數控機床的制造行業,不乏國家或行業頒布的各種技術條件,這些標準文件側重在機床裝配完成后對性能的檢測考評,具體到機床裝配過程質量的把控,更多的是靠各個機床廠家內部工藝的控制,而再具體到零部件的安裝方法,往往只停留在有經驗的技術人員頭腦里,那些看似簡單平常的操作,或許是決定機床質量的關鍵。
本文以線軌版數控銑床為例,把機床直線導軌的安裝劃分為部件本體找水平、基準軌的直線度、非基準軌對基準軌的平行度和部件組裝4個步驟,詳細闡述檢測方法及內在原理。
2 部件本體找水平
研究運動,首先要選好參照物,最常見的就是笛卡爾三維直角坐標系,由于它的基礎是水平面,所以機床的安裝首先是找水平,工具就是水平儀。
水平儀的讀數是一格水泡0.02/1000,這是1個傾斜度值,或者說是角度,兩點之間的高度差還需要乘以跨度距離。
3點決定1個平面,截面形狀小、剛性較好的部件,比如立式銑床的底座,可以采用3點預調整方法快速建立水平面。3個參考點的選取原則:所在位置剛性足夠,3點連線組成的面積盡量大,優先采用等腰三角形。最后注意適當增加3點以外的輔助支撐。
長寬比很大的零件,例如龍門銑床底座,在長度方向剛性弱,不能使用3點方法。需要結合長度方向導軌直線度的安裝來完成底座找水平。
水平精度值可參考GB 50271—2009《金屬切削機床安裝工程施工及驗收規范》,對平面銑床的安裝規定工作臺置于行程中央,并在工作臺中央位置縱橫向放置水平儀檢測,其讀數應≤0.04/1000;對龍門銑床預調安裝要求床身縱橫兩個方向放置水平儀,在床身導軌的立柱連接處、多段床身接縫處及全長兩端頭均進行檢測,其讀數應≤0.04/1000。
3 基準軌的直線度
直線運動看似簡單,其實其精度在三維直角坐標系里被劃分為了6個誤差分量,分別是沿3個坐標的線性誤差和繞3個坐標的偏角誤差。用1個人走路的動作來形象概況,可劃分為:走直、走正、走準。
走直:考察直線運動在與前進方向垂直的兩個方向的偏差量,即走路的高低起伏、左右移動,這一項是直線度的檢測內容。走正:考察前進的姿態,即行進過程中身體的俯仰、偏擺和扭曲,這一項往往是被忽視的直線運動的角度偏差的檢測內容。之所以要考慮這一項,是因為移動部件不是質點,而是空間輪廓,“走直″是把運動質點化,而輪廓越大,選擇不同的質點進行檢測,得到的數據差別越大,所以需要考察前進過程中姿態是否有變化。走準:這是數控機床的特征,用數控指令落實到實際行走軌跡,通常采用雙頻激光干涉儀檢測其位置精度。
機床的每個直線運動軸是通過兩個或以上導軌構成,其中1個導軌為基準導軌,其余導軌為非基準導軌。機床安裝的第二步就是基準軌的直線度檢測。
直線度檢測方法具體如下所述。
1)大理石平尺拖表法,適合短行程。其原理是用基準直線的平行度誤差來反應導軌的安裝直線度。優點是操作方便快捷,可以連續即時讀數。
2)自準直儀測量法,適合長行程。其原理是把行程分割為有限個點,以每個點上的姿態,作為運動趨勢,將所有的趨勢連成一條線,近似代表運動的曲線,再對曲線進行直線性分析。反過來可以說是在運動曲線上等距選點做切線,切線連接起來近似代表曲線。
老款的自準直儀,還需要通過記錄目鏡下的讀數,再人工繪圖處理得到結果。新款的自準直儀,已經可以在電腦上自動生成誤差曲線,得到偏差數值。
有時候采用大理石平尺拖表和自準直儀測量兩種方法得到的結果會不同,如何衡量誰更準確,可以先用機體的加工方式預估安裝面引起的“走正”誤差是否不容忽視,然后看誰更單純的檢測前文所述的“走直”,誰的檢測過程更能排除“走正”的偏擺引起的讀數誤差。偏擺誤差是1個角度值,因此,檢測基準距離運動位置越遠,誤差越大。大理石平尺拖表法,因為平尺與導軌之間有距離,就包含了“走正”偏擺的誤差因素。這一點可以從把平尺放置到與導軌不同距離位置,可能檢測出不同的直線度偏差得以印證。
3)水平儀測直線度。自準直儀通過光線的直線傳播、鏡面反射而獲得檢測點的運動趨勢,可以測量垂直和水平兩個方向直線度;而水平儀也可以通過地心引力引起的水泡變化,獲得行程檢測點在垂直面內的運動趨勢。這樣,通過水平儀也可以檢測直線度在垂直方向的高低起伏的分量。
水平儀的檢測精度可能受到質疑,水平儀水泡一格0.02/1000,這是刻度分辨率,折合到角度是0.072″,按我們肉眼能分辨0.5格來計算,分辨率就是0.01/1000,折合為0.036″。
對比筆者公司使用的一款自準直儀,其分辨率為0.1″,比水平儀還差,但是它通過目視鏡的細分刻度,可以讓我們分辨出0.01″的顯示分辨率;其實就類似于把水平儀的刻度,再進行10等分,用放大鏡去觀察。
可見水平儀更多的是用讀數人的眼睛判斷精度,自準直儀顯示的分辨率相當于你要能用眼睛分辨出0.14格水泡變化,通常肉眼是達不到的。
將水平儀讀數轉換為直線度,簡陋的辦法是用坐標紙,或者自己畫滿方格的紙。從紙的左邊開始,第一條豎線是起點,往右一格豎線是第一次測量水平儀的變動,再往右一格豎線,是第二個測量位置的變動,水平讀數變高一格,就按相對值往上標一格,重復操作,直到把全部位置點標出來;再把首尾點用直線連接,觀察所有測量點中,離這條首尾連線最遠的那點,量出它距離連線豎方向差幾格,在連線上下各找1個最遠點。比如結果是M、N格。
然后,計算一下一格誤差:0.02/1000×跨距。最大的誤差(M+N)×(0.02/1000×跨距)就是全行程的直線度誤差。
可以用Excel電子表格,編好格式后,輸入水平儀讀數,見表1,得到直線度誤差,并畫出圖形(見圖1)。
4)平尺+水平儀混用法。沒有自準直儀,如何測量長行程導軌直線度?挪動平尺逐段拖表,理論上是正確的。但是有兩個誤差疊加:①挪動平尺時,兩次的平尺位置需要有一小段重疊,因重疊部位拖表精度的一致,可將兩次平尺的位置視同1個標準的長平尺,屬于用小段距離精度延伸“借用”于長距離,等比例放大誤差。②導軌運動的“偏擺”直接造成拖表平尺上平面的誤差。平尺與導軌間距越大,誤差越大。不過,運動“偏擺”對拖表平尺立面的誤差很小。從圖2中可看出,滑塊的“偏擺”引起的A誤差很大,并且與測量距離成正比放大,而引起的B誤差較小。
因此更好的辦法是用水平儀+平尺混用,各取優勢,利用水平儀測量垂直面內的直線度;拖動平尺,測量水平面內的直線度。
測量床身安裝面的直線度時,由于加工面是精磨的剛性連續面,所以測量跨距不用太密。可以是線軌滑塊長度的數倍,這樣能提高效率。安裝線軌的時候,由于每顆螺釘的松緊都會對直線度的變化有影響,所以測量跨距要加密。
用滑塊拖表平尺觀察水平面內直線度的同時,在滑塊上沿運動方向放置水平儀,讓水平儀的讀數波動在可控范圍內。這樣,線軌水平面內的偏差可以直接通過線軌壓塊來調整。理論上安裝面合格,線軌合格,只要螺釘擰正了,線軌垂直面內的偏差就應該合格。數據上,通過觀察水平儀的讀數恒定即可。從直線導軌的一頭到另外一頭,直線度的兩個分量,拖表和水平儀同時讀數,一次性調整即可完成。
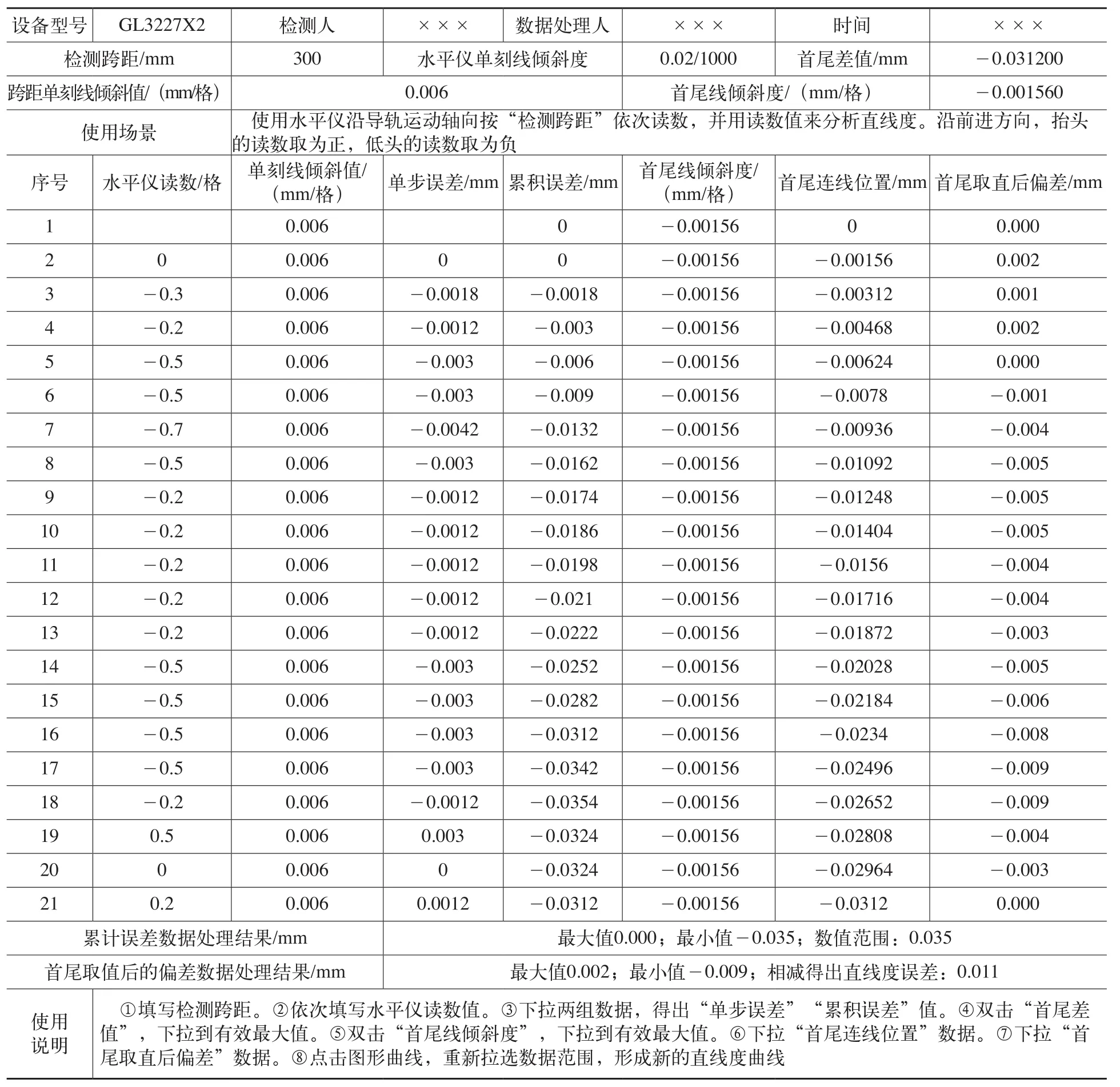
表1 水平儀測直線度的數據處理
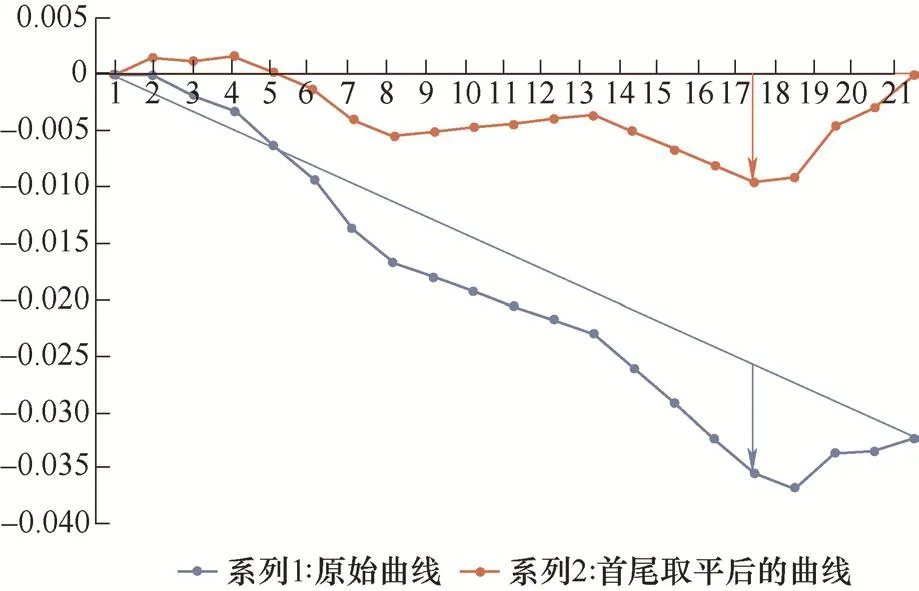
圖1 直線度曲線
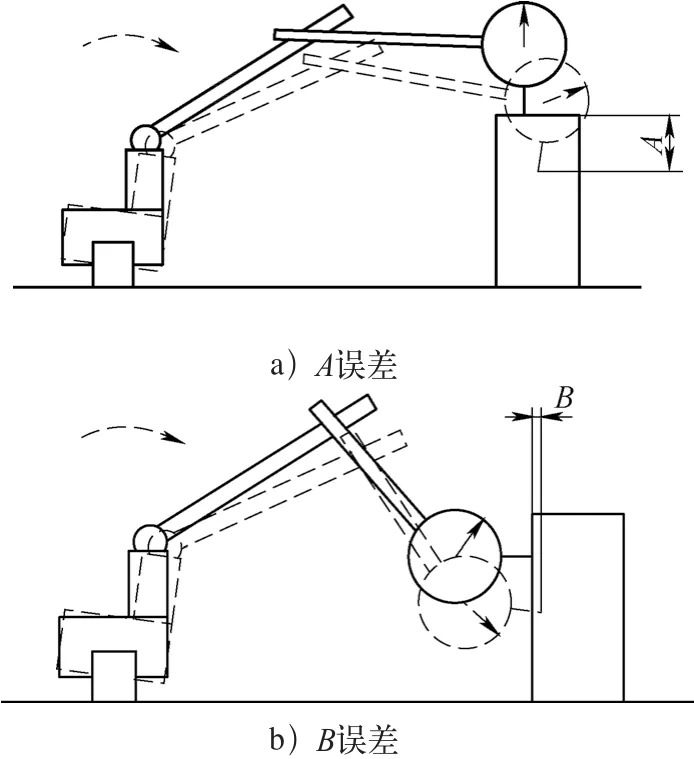
圖2 滑塊偏擺引起的誤差
4 非基準軌對基準軌的平行度
基準導軌直線度合格以后,非基準導軌需要調試與之平行。檢測方法:①以基準軌為基準直接對非基準軌拖表,只適合小跨距。②大理石平尺拖表,適合短行程。基準軌和非基準軌通過拖表,均平行于大理石平尺。③采用跨越式工裝板;適合大跨距、長行程。
生產現場比較常見的方式是將磁力表座緊固在基準導軌滑塊上,跨距較大時,通過在滑塊上固定一塊剛性板,使百分表(千分表)表針探測到非基準導軌上,推動滑塊直接讀數。
同樣如上述分析,受到基準滑塊運動“偏擺”的影響,這種方法對垂直面內的平行度偏差不準確。當導軌跨距大、基準導軌安裝面平面度不佳的情況下,平行度的這項誤差尤其失真。
為此,在大跨距、長行程的情況下,推薦采用如圖3所示的跨越式工裝板,工裝板在基準軌滑塊上固定,在非基準軌滑塊上是浮動支撐(松動連接);水平面內的平行度誤差,通過拖表測量;垂直面內的誤差,通過水平儀讀數測量。這個方法需要注意如何平穩地推動工裝板,筆者采用一根長度稍大于導軌跨距的方形鋁型材,同時推基準軌和非基準軌上的兩個滑塊,整個過程不去觸碰工裝板及上面的檢測儀器。水平儀的讀數需要按跨距換算成非基準軌對基準軌的偏差。
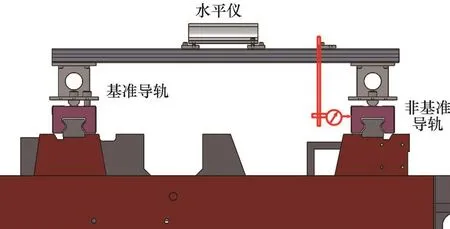
圖3 跨越式工裝板
平行度測量合格后,非基準軌不用單獨去測量直線度。
特殊情況:提前預估總裝之后可能出現的變形方向、變形量,部裝的基礎導軌給予反向彌補(牢記部裝的目標,是要讓總裝后的運動精度合格)。
5 部件組裝
移動部件通過多個導軌多個滑塊組裝后,整體移動的直線度才是向用戶交機時候的測量項目。理論上整體移動的誤差會被均化,誤差值會縮小約10%~30%。
部件移動的直線度完成后,還要增加一項前文說的直線運動的“走正”,即運動姿態的檢測項目。標準中的名稱為“移動軸線的角度偏差”,即軸線運動過程中姿態的俯仰、偏擺和扭曲程度。水平儀無法測量水平面內的扭曲,需要光學儀器,其他面內的誤差都可以用水平儀在全行程上多點讀數獲得。
在實踐中發現,國標規定的此項誤差是很容易達到的。引起這項誤差的源頭是兩根線軌的直線度、平行度雖然合格了,但是相互間偏差的方向有波動變化,造成部件移動過程中姿態的變化。基礎精度做得好的話,此項不會太差。短行程、剛性好的部件,此項不容易差。反之,行程越長、部件剛性越差,此項越容易有問題。
6 結束語
機床導軌的直線度安裝,首先部件擺放水平,其次基準導軌調直線度,然后非基準軌與之平行。檢測方法:①小行程(平尺最多挪一次)的直線度、平行度,推薦使用平尺拖表測量。②大行程的直線度,推薦首選使用自準直儀測量,其次水平儀+平尺拖表測量。③大行程的平行度,使用跨越工裝板+水平儀+拖表測量。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12