差動螺紋微調機構在鏜排上的應用
2021-05-28 07:39:58石浩鄒嗣明
金屬加工(冷加工) 2021年5期
石浩,鄒嗣明
宜賓普什聯動科技有限公司 四川宜賓 644007
1 序言
我公司承接的某小型柴油機缸體需要加工凸輪孔,如圖1所示。該缸體總長1200.15mm,有7組凸輪孔φ(82.65±0.013)mm,相鄰孔同軸度要求φ0.06mm,全長同軸度要求φ0.15mm,表面粗糙度值Ra=1.6μm。凸輪孔孔徑及同軸度要求高,加工難度大。
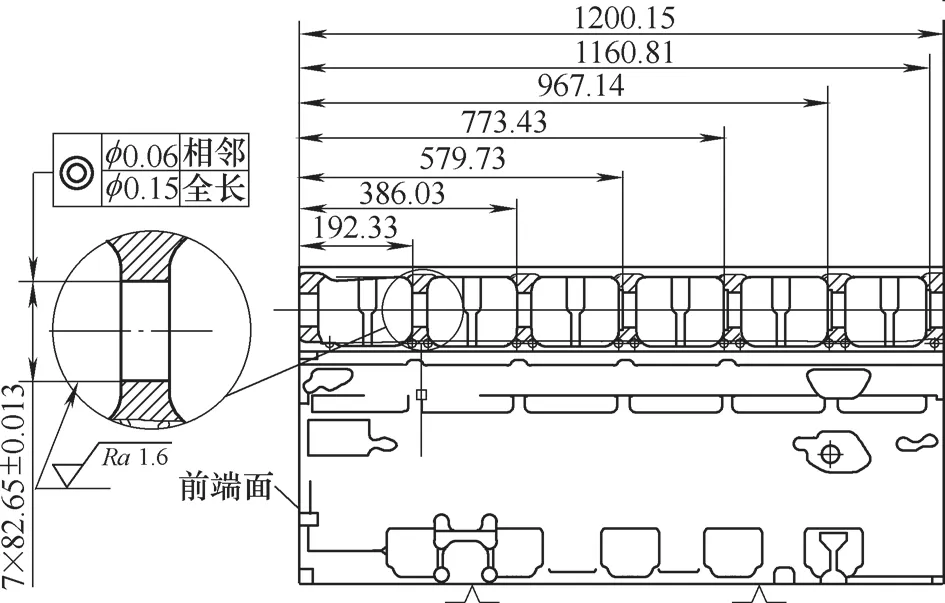
圖1 柴油機缸體凸輪孔
2 加工工藝方案分析
由于該缸體生產批量小,凸輪孔腔空間小,所以不適合采用鏜孔專機和附件角銑頭的加工方案。經過分析,鏜排在加工凸輪孔過程中可以實現多刀體同時切削、加工效率高和投資低的優點,因此采用鏜排配合專用工裝來加工此缸體。
使用鏜排加工凸輪孔時,傳統的做法是采用浮動鏜刀,即微調鏜刀和固定鏜刀,這兩種鏜刀對操作人員的技能和經驗要求比較高。在實際生產中,即便操作人員對此類操作經驗豐富,也會有孔徑超差的情況發生,無法控制加工質量。
傳統做法一般按以下步驟進行加工。第一步,操作人員需要先使用V形支座百分表量具在標準心棒上校表(見圖2),確定平頭百分表的零位。第二步,以V形支座百分表量具零位為參考,用敲擊或者使用調整螺釘頂鏜刀肩部的方法微調浮動鏜刀實現進、退刀(見圖3),并鎖緊緊定螺釘。第三步,進行試鏜,然后測量,再微調鏜刀,直至孔徑加工合格。這個過程只有高技能的操作人員進行精細操作,才能微調并試鏜成功,滿足凸輪孔孔徑尺寸及同軸度的加工要求。
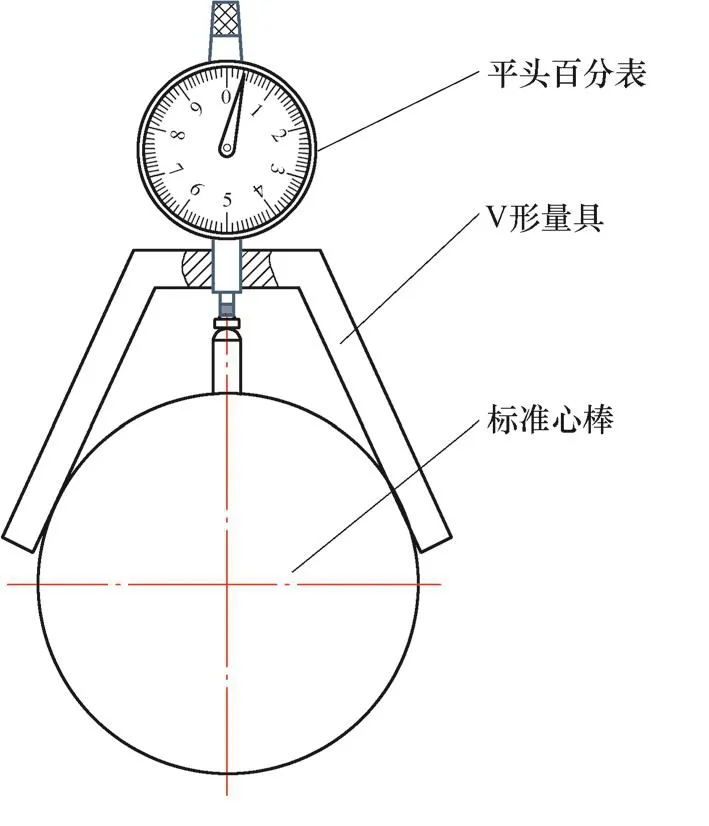
圖2 使用標準心棒校表
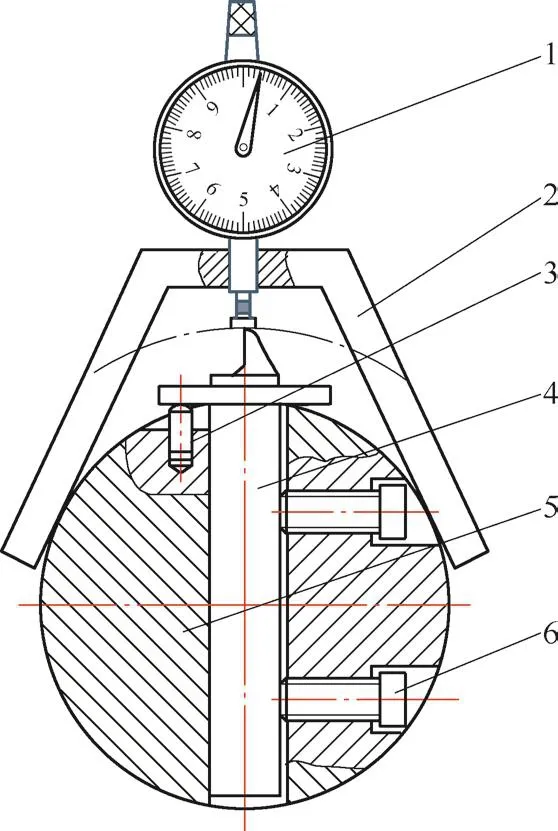
圖3 使用V形百分表量具微調鏜刀
如果沒有高技能的操作人員,可以從鏜刀的結構上考慮,實現微調進給量,從而降低對操作人員的技能要求,使凸輪孔孔徑公差可控。
目前市場上,一般采用國外專用微調精鏜單元(見圖4),實現微調進給量。比如山特維克可樂滿系列精鏜單元可以實現精度0.01mm的進給,微調后切削時進給量穩定,很方便地實現孔徑尺寸公差的控制。但這些微調單元價格比較貴,而且1個鏜排至少同時需要7個微調精鏜單元,生產成本較高。

圖4 專用微調精鏜單元
由于專用微調精鏜單元價格比較高,因此可以考慮自制簡易的微調機構。根據差動螺紋能夠使用較大螺距的螺紋副實現微小位移,考慮使用差動螺紋聯接和傳動原理,自制簡易微調機構,來實現微調鏜刀進給量,滿足凸輪孔的加工要求。
3 差動螺紋微調機構
要實現微調鏜桿上的刀體,需要對鏜刀刀體、鏜桿上的刀體安裝孔以及差動螺釘3個部分進行結構設計。
(1)鏜刀刀體 由于鏜刀刀體是執行鏜孔的直接部件,要有足夠的剛性,所以對S20D-STGCL11F車刀刀桿進行改制,在車刀端部鉆攻M12×0.75mm的螺紋孔,在調整進給量時可以與差動螺釘聯接進行微調。改制完成后,鏜刀刀體(見圖5)可以安裝硬質合金可轉位車刀刀片進行精鏜。
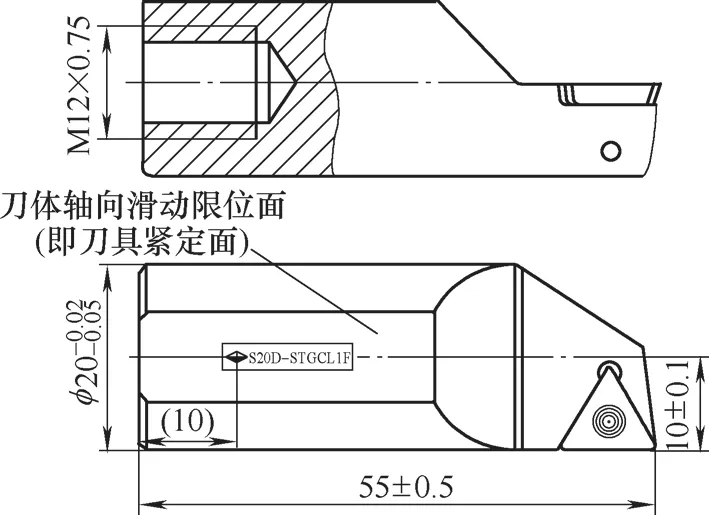
圖5 鏜刀刀體結構
(2)鏜桿上的刀體安裝孔 在鏜排鏜桿上設計7組鏜刀刀體安裝孔(見圖6),實現鏜刀刀體的支承及移動導向,孔距參考各組凸輪孔長度方向的間距,能夠同時切削7組凸輪孔。

圖6 鏜桿的7組鏜刀刀體安裝孔
鏜刀刀體安裝在刀體導向孔內,差動螺釘通過差動螺紋大孔M16×1mm與鏜刀刀體上的M12×0.75mm螺紋孔聯接,實現鏜刀在刀體導向孔內的直線移動,使用M8平頭螺釘從刀體側面鎖定孔,固定鏜刀刀體。
(3)差動螺釘 差動螺釘如圖7所示,以旋轉差動螺釘一圈為例,由于M16×1mm與M12×0.75mm的螺距差達到0.25mm,因此可以帶動鏜刀刀體直線移動0.25mm。在差動螺釘的端面上均勻雕刻了25個刻度,每旋轉1個刻度,可以調整鏜刀進、退刀0.01mm,實現鏜刀進給量的可視量化微調。
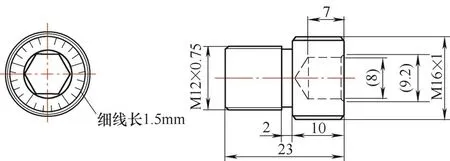
圖7 差動螺釘
4 差動螺紋微調機構在鏜排上的裝配及應用
(1)差動螺紋微調機構在鏜排上的裝配 鏜刀刀體裝配在鏜桿上的刀體導向孔內,差動螺釘通過鏜桿上的M16×1mm螺紋孔與鏜刀刀體端部的M12×0.75mm螺紋聯接,組成螺紋副聯動體,側面用緊定螺釘緊固鏜刀刀體,如圖8所示。

圖8 差動螺紋微調機構裝配
(2)差動螺紋微調機構在鏜排上的應用 根據V形支架百分表量具測量的數據,使用差動螺紋微調機構進行微調,實現刀體的微量進退。
需要進刀時,順時針旋轉差動螺釘即可,順時針旋轉一圈可以進刀0.25mm,如圖9所示。
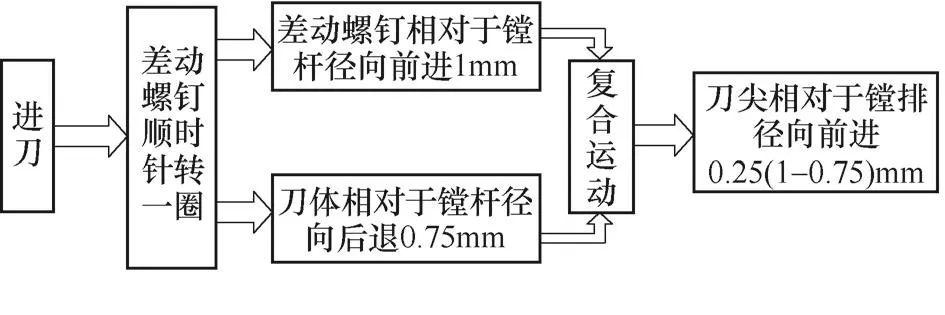
圖9 進刀流程
需要退刀時,逆時針旋轉差動螺釘即可,逆時針旋轉一圈可以退刀0.25mm,如圖10所示。
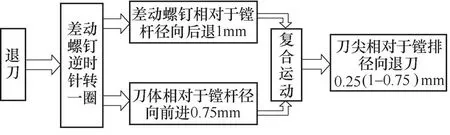
圖10 退刀流程
在差動螺釘端面還雕刻了25個刻度,每次順時針或逆時針旋轉差動螺釘1個刻度,可以進刀或者退刀0.01mm,然后固定鏜排上的緊定螺釘,實現鏜刀的進、退刀的量化微調。
5 結束語
加工小型柴油機缸體凸輪孔時,使用鏜排并配合自制差動螺紋微調機構完成。這種微調機構加工簡單,生產成本低,使用方便,可以實現相關螺紋副微量移動。操作人員只需要根據差動螺釘端部的刻度,調整差動螺釘,即可實現控制進、退刀,不僅降低了對操作人員的技能要求,而且提高了產品質量的穩定性。
目前已使用差動螺紋微調機構的鏜排對該缸體凸輪孔進行試制及小批量生產,加工質量能達到圖樣要求,取得了較好的經濟效益。