冷沖壓Cr12MoV模塊定位銷孔工藝探討
2021-05-28 07:40:00薛永科吳杰趙向兵強毅劉樂
金屬加工(冷加工) 2021年5期
薛永科,吳杰,趙向兵,強毅,劉樂
陜西重型汽車有限公司 陜西西安 710200
1 序言
冷沖壓模具有表面質量好、質量輕且成本低的優點,冷沖壓工藝在機械制造業中應用廣泛,成為現代汽車、拖拉機、電器、儀表、飛機、導彈以及各種民用輕工業中的主要工藝之一。目前,大量產品均可通過鋼板沖壓直接生產,部分機械設備常常以沖壓件所占比例作為評價結構是否先進的指標之一。工業發達的國家對冷沖壓生產工藝的發展很重視,很多國家(包括英國、美國、法國和日本等)的模具工業產值已超過機床工業,作為冷沖壓原材料的鋼帶和鋼板占全部品種的67%,通過冷沖壓技術加工產品已成為現代工業生產的重要手段和發展方向。
2 正確加工模具銷孔的重要性
冷沖壓模具在設計、工藝和制造過程中,對模具關鍵部件的刃口、型面、間隙和定位要求特別高,針對冷沖壓模塊自身定位銷孔工藝的探究如下。
在進行工藝設計時,對空冷鋼(7CrSIMnMoV)或MoCr鑄鐵等需要表面火焰淬火處理的材質,冷沖壓實型鑄造模具的凸模、凹模、凸凹模和鑲塊上的定位銷孔在進行表面熱處理前,給模塊上的銷釘預孔留0.2mm的合鉆鉸余量,然后分別與模板組裝,進行合鉆鉸銷孔。通過裝銷釘定位后進行數控加工,保證刃口、型面和間隙精度。通過模具鉗工對刃口型面進行拋光,最后進行表面火焰淬火處理至50~55HRC。不需要熱處理的灰鑄鐵、45鋼和Cr12MoV等材質,其定位銷孔進行一次合鉆鉸工藝完全可以保證冷沖壓模具在靜、動態驗證和實際沖壓工作過程中的定位穩定可靠。
以前鑲塊為Cr12MoV材質的實型鑄造模具的凸模、凹模、凸凹模上各設計有一組銷孔,在制造維修模具時,先將模塊按設計銷孔大小鉆預孔,留0.2mm余量,在淬火前裝配在模板上,合鉆鉸銷孔,等數銑加工鉗修完成后,再拆卸進行真空淬火處理。由于熱處理會導致Cr12MoV材質模塊局部間隙及銷孔變化,等調試好間隙再合鉆鉸銷孔并裝銷定位,會導致凸凹模銷孔在與模板孔進行最后合鉆鉸時發生錯位,因此該組銷孔無法保證模具在動態驗證或工作時凸凹模正確均勻的工作間隙,從而造成制件出現毛刺。為了保證銷孔的正確定位功能,給出兩種重新加工模具鋼淬火后銷孔的方法:一是通過線切割將原有兩銷孔加大重新配銷釘;二是給原銷孔配車堵,組焊、打磨后重新合鉆鉸新銷孔。但這兩種方法都費時費事,事倍功半。
3 Cr12MoV模塊定位銷孔的創新加工方法
Cr12MoV材質的模具需要進行真空熱處理至56~60HRC,雖然模塊變形小,但實際仍需要考慮會發生的相應熱處理變形。凸模、凹模、凸凹模和鑲塊的刃口、型面需要分別單邊留0.6~0.8mm以便進行真空淬火前后的精加工。模塊的定位銷孔在真空淬火前后會發生孔位的偏移,其孔徑也會發生微小的縮孔。如果采用常規的銷孔加工方法,會造成模板上的孔位擴大變形而錯位,導致模具在動態驗證和實際沖壓過程中模塊定位失效,致使模具的間隙失穩而發生變異,沖壓制件出現毛刺、變形等缺陷,最后只能維修模具。為了改變現狀,避免人力和財物的極大浪費,采用多種創新的模塊定位銷孔工藝方案,解決了模塊銷孔的定位難題,具體如下所述。
(1)方法一 如圖1、圖2所示,無窩座或擋墻的拼接模塊與模座合鉆鉸出比設計圖樣小一規格的銷孔(≤4mm),第一次數銑加工型面及刃口時,在熱處理前僅將模塊上的銷孔擴鉆鉸至與設計圖樣銷孔規格一致,而在模塊真空淬火后精加工前,模板上的銷孔才與模塊進行最終合鉆鉸。該方法需要在真空淬火后二次數銑精加工前,配合使用階梯定位銷;或者在第一次數銑后,手工劃模塊外形線,作為裝配定位參照。

圖1 無窩座或擋墻模塊結構示意
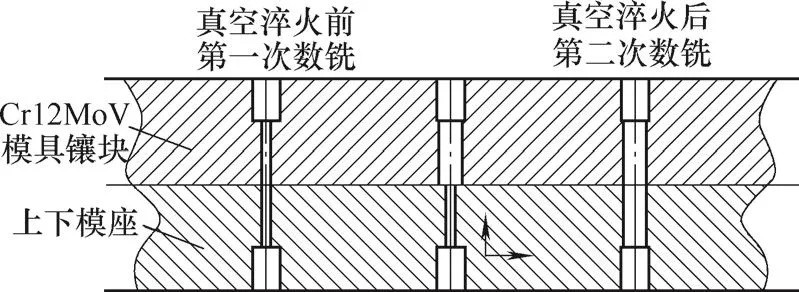
圖2 無窩座或擋墻模塊的銷孔加工示意
(2)方法二 如圖3、圖4所示,有擋墻或窩座的鑲塊在真空淬火前第一次數銑時,僅用螺栓與模座裝配緊固,在淬火前按設計孔徑大小僅單獨鉆鉸模塊上的銷孔,在模座上暫不進行合鉆鉸銷孔。模塊由于受到擋墻或窩座及自身X、Y方向及螺栓Z方向6個自由度的限制,無法平移和旋轉,因此數銑粗加工刃口和型面留量均勻,可以滿足真空淬火后精加工的鑲塊定位需求。此方法同樣適用于淬火后線切割加工刃口的模塊,在模塊真空淬火后精加工前,模板上的銷孔與模座裝配后進行最終合鉆鉸。

圖3 有擋墻或窩座模塊的結構示意

圖4 有擋墻或窩座模塊的銷孔加工示意
(3)方法三 如圖5、圖6所示,針對側模塊、上模塊上的盲銷孔,先將模座上的銷孔與模塊合鉆鉸至比設計圖樣小一規格。在數銑加工后真空淬火前,將模塊上的銷孔擴大至比設計圖樣大一個規格(≥6mm),在真空淬火后,給模塊上擴大后的兩銷孔配入帶放氣扁孔的45鋼軟堵。在第二次數銑精加工前,以模座之前加工的兩銷孔為基準,與模塊進行合鉆鉸,使兩銷孔與設計圖樣的銷孔大小一致。銷釘可選用GB120-86 B型帶通氣平面的圓柱銷。
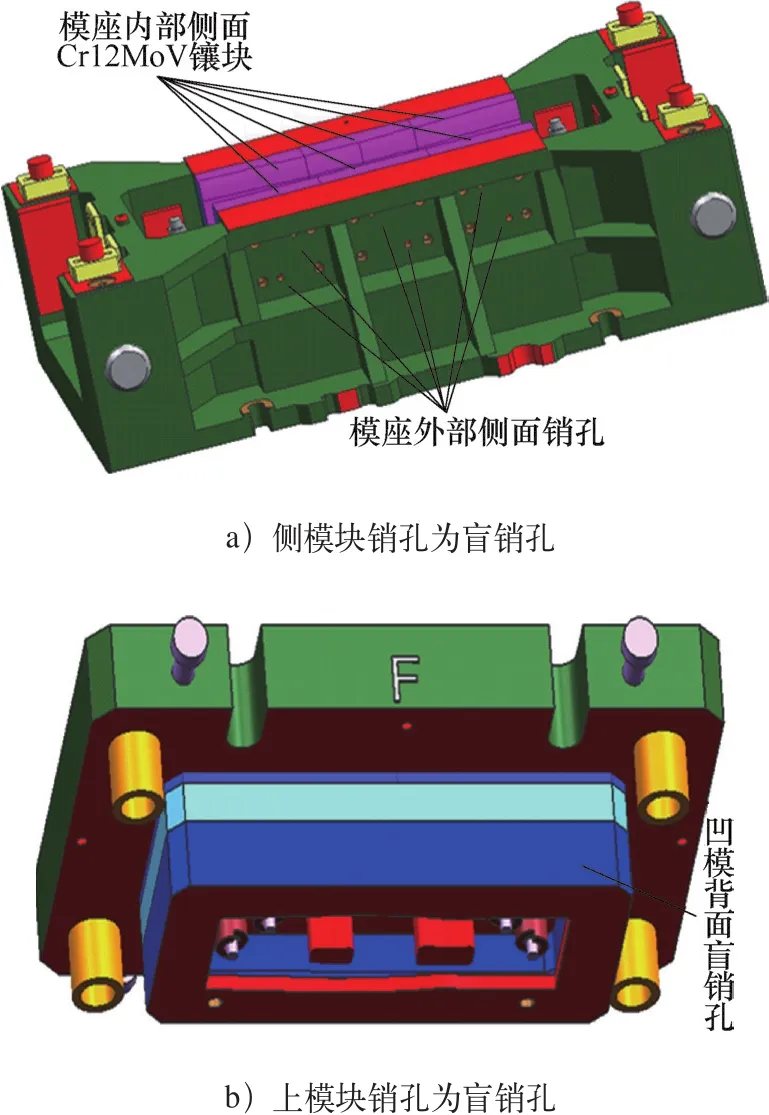
圖5 側模塊或上模塊銷孔為盲銷孔結構示意
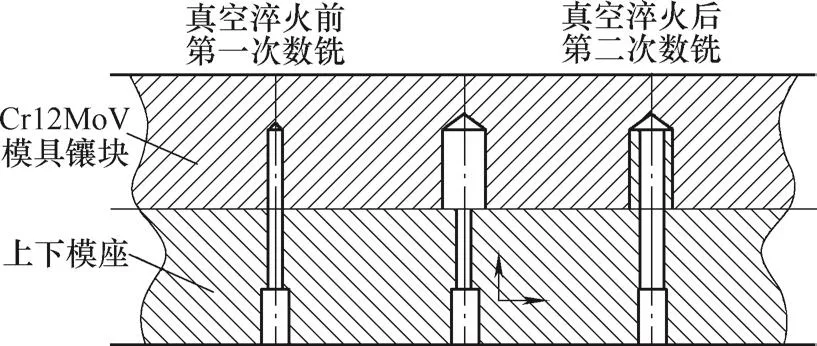
圖6 側模塊或上模塊銷孔均為盲銷孔的加工示意
(4)方法四 對于上模塊盲銷孔數模結構,除了按方法三進行加工,還可以將上模盲銷孔加工為通銷孔。所有的通銷孔既可以采用鉆鉸加工的方法,也可以利用能夠保證銷孔公差的慢走絲線切割進行加工。為了防止上模沖壓振動導致銷釘松動掉落現象的發生,可以把上模銷孔加工為帶螺塞的形式,也可以在通銷孔端頭裝入合適的開口彈性套,拆卸時可以讓拔銷器連著銷釘將其拔帶出來。為了克服真空淬火變形對銷孔垂直度的影響,可以先用圓柱銷試裝,對有問題的銷孔用鉸刀先鉸孔,再與模座裝配,然后進行保證垂直度和孔徑的最終合鉆鉸加工。
4 結束語
通過對模具工藝設計與制造維修的推廣應用和驗證,以上針對Cr12MoV材質模具設計的模塊銷孔創新工藝方案合理高效,配合Cr12MoV材質的熱處理廠家對真空淬火質量進行有效控制,解決了Cr12MoV模塊銷孔定位的棘手難題,值得在生產中嘗試推廣和應用。