制造復合材料用預制體發展概況
2021-06-02 11:49:24葉軼
玻璃纖維 2021年2期
英文 preform 的譯名較多,現在用得較多的是“預制體”或“預成形體”,用作動詞時意為“預成形”。
預制體是一種預成形的纖維組合體,是用以制造復合材料制品的近似精確仿形或精確仿形的增強材料形式。其纖維以一、二或三個維度排列,其形狀、輪廓和厚度與復合材料最終制品大致相同。傳統上,預制體是用單獨的模具和成形工藝制成,而非采用最終制品的模具。通過選擇和結合任意數量的不同形狀和取向的增強纖維層,預制體可以做得極其接近復雜制件的形狀。由于預制體可實現很高的生產效率及其他優點,迄今已經開發了多種預制體技術,并逐步實現自動化生產。
美國 AGFM 公司研發部經理 Dan Buckley 表示:“預制體的制造速度比金屬沖壓的速度快,只需幾秒鐘。”“與許多業內人士的想法相反,預制體可以節省制造器件的成本。”
相關專家認為:過去,預制體受到的重視嚴重不足。事實上,它比模塑工藝更重要,但它常常被忽視。鑒于目前汽車輕量化的推動,新的預制體技術正在走向成熟。
短切纖維預制體
預制體的應用已有近80年的歷史。然而,在其發展歷程中,絕大多數預制體是用短切玻璃纖維制成的。利用真空把這些短切玻璃纖維收集在旋轉的多孔金屬模具上,形成近似最終制品的形狀。在預制體上噴射樹脂粘結劑,把纖維保持在一起,然后加熱固化,使得預制體在后面的模塑作業中便于搬運。
美國福特汽車公司、法國 Sotira 復合材料公司和英國 Aston Martin 公司合作開發了一種預制體技術,與樹脂傳遞模塑(RTM)配合,每年為 Aston Martin幾種汽車生產近5萬個復合材料零部件。這種工藝技術現在被稱為福特可編程預成形工藝或F3P。
福特公司長期倡導復合材料,20多年前就開始研究預制體技術。它對短切纖維預制體的研究始于20世紀90年代初,當時由美國能源部與福特、通用汽車和克萊斯勒共同贊助的“下一代汽車伙伴關系”致力于展示皮卡車廂用結構復合材料的自動化生產。確定的工藝是“P4”法(P4意為Programmable Powdered Preforming Process,即“可編程粉末預成形工藝”)。此工藝最初由位于比利時巴蒂斯的歐文斯科寧復合材料解決方案公司與瑞典Aplicator System 公司共同開發,后者制造了自動化的玻璃纖維無捻粗紗組合噴槍。
在P4工藝中,玻璃纖維被切短,與粉末粘結劑(通常質量分數為3%~5%)一起由機械臂噴射到一個被抽成部分真空的、形狀類似制件的網模上。隨后,對預制體加壓,同時使熱空氣通過網模,以熔化粘結劑。當預制體完全壓實時,向網模通入冷空氣以冷卻和固化粘結劑,然后從網模中取出預制體,放入樹脂灌注模具中。
圖1所示為一臺六軸機械臂把短切纖維和粘結劑噴射到網模上,以制造預制體。
P4工藝獲得了美國空軍的資助,以研究該工藝使用短切碳纖維來制造航空航天器件的可行性。
后來,福特公司把P4工藝升級為 F3P 工藝。
另據2020年初的一篇報道,位于德國的帝人碳纖維歐洲公司開發了一種稱為 part via preform(PvP)的工藝。該工藝的開發旨在用含粘結劑的碳纖維粗紗取代成本更高、勞動密集型的紡織技術。這些粗紗被切短并噴入預成形模具中,在那里粘結劑被固化而形成預制體。然后預制體被修剪成近似精確形狀。由于預制件是干燥的,它可以立即被送到 HP-RTM 壓機進行灌注和最終成型。使用 PvP消除了購買干織物、加入粘結劑、裁剪織物和固化粘結劑等步驟,或者消除了購買、切割、疊層和模塑預浸料的需要。

圖1 P4工藝(來源:CW, Sara Black)
織造預制體
含隨機取向纖維的短切纖維預制體具有各向同性的特性。雖然可以調整噴射模式,使纖維在某種程度上排列和定向,但這種預制體的承載性能通常受到短纖維長度的限制。為了獲得更好的制件性能,需要使用連續纖維,采用機織、編織或縫編等工藝來制造預制體。
用于樹脂傳遞模塑(RTM)的3D 機織物的成功一例是美國Albany Engineered Composites公司生產的預制體,它們用來制造碳纖維增強塑料飛機風扇葉片和風扇罩。預制體各層之間通過連鎖纖維連接,使結構的貫層特性與其面內特性更相似。這樣的三維機織預制體使得復合材料葉片沒有任何未增強的薄弱平面,并消除了傳統復合材料中離散織物層那樣的分層風險。
這種預制體采用巨大的織機織造,織機中含有提花機構。每臺織機可以接納多達8448根經紗。

圖2 碳纖維預制體織機
碳纖維織物廠商 Sigmatex 公司利用3D 機織技術來生產近似精確仿形預制體。這些預制體可用樹脂傳遞模塑等成型工藝以極高的效率制造復合材料器件。該公司還可以混搭使用不同類型的纖維來提高制品性能。
在將3D機織物用于航空發動機風扇罩之前,美國通用航空公司使用了由 A&P 技術公司制造的編織預制體來制造GEnx發動機,該發動機已于2012年投產。那時,編織預制體也被用于自行車車架和其他體育用品以及汽車和卡車器件的 RTM 成型。汽車器件的一個例子是寶馬7系列的車頂縱梁。
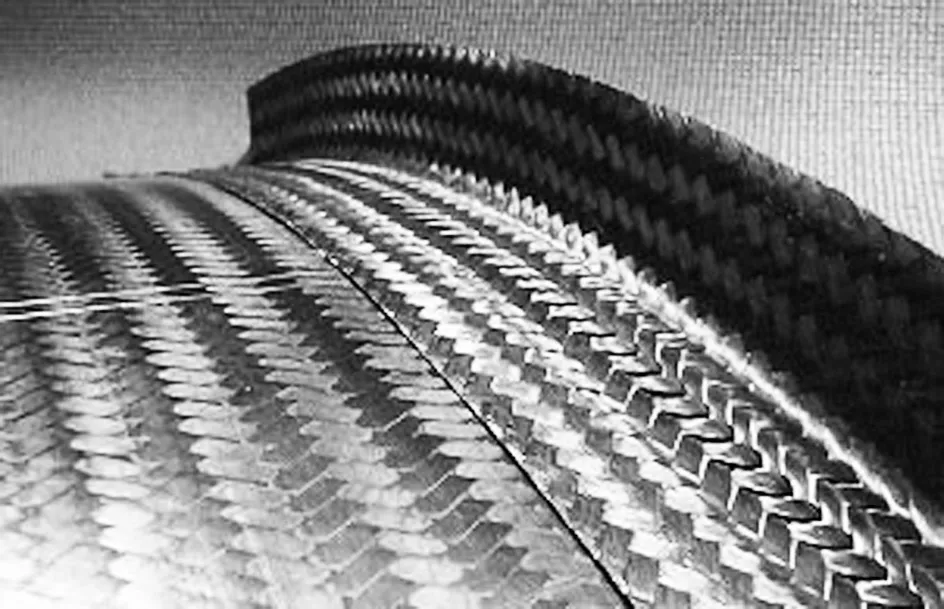
圖3 編織預制體(來源:A&P Technologies)
為降低復合材料的制造成本,使用低成本無屈曲織物(NCF)的樹脂傳遞模塑(RTM)是一個非常有前景的選擇。預制體對于獲得最佳和可重復的力學性能至關重要。
德國亞琛 RWTH 大學的紡織技術研究所(ITA)進行了多年的預制體研發。在一個示范項目中,ITA 使用了德國 Liba Maschinenfabrik 公司提供的多軸向襯緯機來制造多軸向無屈曲織物。機器進行了改裝,改變了織物的局部厚度,增加了 Z 向增強材料,并造成切口來加入額外的織物和氈。其結果,該機可以制成完全符合要求的近似精確仿形預制體 (被稱為“特制 NCF”)。
疊層織物預制體
在21世紀初,開始使用疊層織物作為 RTM 用的預制體,但這些預制體大多是手工鋪疊的,它們用于航空航天用途。例如德國 Compositence 公司介紹了如下方法:碳纖維粗紗首先被織成無屈曲織物(縫編織物),然后按所需形狀切割,疊放,注入樹脂粘結劑并使其預固化而形成預制體。
另一個項目使用玻璃纖維/碳纖維混搭雙軸向織物來制造汽車前保險杠。織物被鋪放在一個位于梭臺上的預制體陰模中,隨后梭具將陰模移送到氣動的“成形模板”下面,模板從上面壓縮疊層。造形后,梭具把模具移送到第三個位置,直接位于三個高強度燈之下,進行大約17 s的光固化。據介紹,預制體中各部位的粘結劑用量可以變化,單個燈可以瞄準預制體的特定區域,以優化局部剛度。還可以把熱成型的表層插入預制體模具中,形成定制的飾面。
除了干粘織物外,還可把預浸料疊層用作 RTM工藝的預制體。使用這種方法制造的器件,包括一架直升機的頂部和空客 A320飛機的7.4 m長襟翼(當時仍用手工鋪層)。
近年,航空航天制造商尋求實現這種預成形方法的自動化,美國 Composite Alliance 公司因其能夠從干粘織物或預浸料生產3D 預制體的自動化單元贏得了2016年美國復合材料/先進材料展覽會的創新獎。它具有智能自動化的疊層功能,使用帶有特殊夾具的機器人抓取、鋪放和折疊鋪層,形成三維形狀,然后通過集成的攝像頭控制系統進行進一步加工,以確保質量、可重復性和準確性。
縫合織物預制體
縫合技術是使用縫線把多層織物結合成準三維或三維織物或使分離的數片織物連接成整體織物的預制體制備技術。
初創于2016年的美國 Seriforge 公司對縫合二維織物的技術進行了自動化更新,其基本轉變是把3D 織物預制體與傳統的織機制造理念相分離,而轉向3D 打印模式,在3D 打印模式中,多種不同的2D材料(如機織物或單向織物、薄氈、薄膜等)被切割,定向,堆疊,然后用碳纖維或其他紗線縫合和 Z向加固。可使用多種纖維來制作預制體,但目前使用碳纖維是最普遍的。Seriforge 采用現代數字化技術,在自動切割、定向和將二維材料縫合成三維預制體的過程中,可以加快速度并減少誤差。
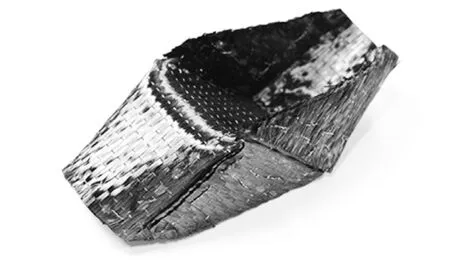
圖4 縫合3D預制體(來源:Seriforge)
自動鋪纖/鋪帶/鋪片預制體
現在,以自動鋪帶(ATL)和自動鋪纖(AFP)技術為基礎的預成形工藝選項有很多,可使用干燥和/或浸漬的增強材料,在很短的時間內制成預制體。
德國 Compositence 公司專門進行碳纖維、玻璃纖維和其他纖維類型的預制體制造。該公司獨特的自動鋪纖技術,主要針對航空航天、移動出行、風能等大批量應用市場。該公司稱,機械化的預制體制造方法,如自動鋪纖(AFP)或纖維纏繞,可以省去織物織造、切割和手工疊層的預成形步驟。這兩種預成形技術都依靠電腦控制的機器來鋪設碳纖維粗紗或預浸料,使其直接形成產品所需的形狀。
獲得專利的 Compositence 技術,包括硬件(如裝有專用纖維擠出頭的機器人伺服臂)以及軟件。軟件的設計允許用戶在預成形開始前輸入必要的參數。一旦參數到位,機器臂就會精確地遵循它們的指令。
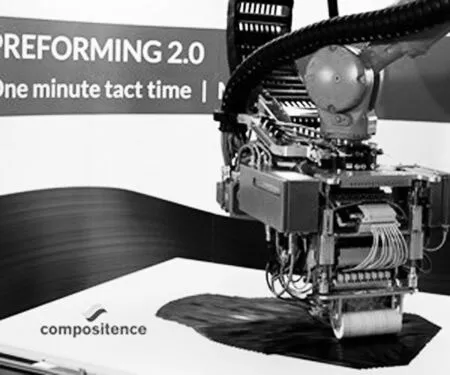
圖5 自動鋪纖(來源:Compositence)
法國Coriolis復合材料公司利用低成本、高精度的六軸機器人開發了自動鋪纖機器人系統。該公司由3名工程師建立,在制造復合材料制品和預制體的機器、材料和工藝開發方面擁有20年的經驗。
該公司最初的業務面向工業和汽車用途,后來發展到航空航天領域。它為奧迪A8汽車的車身 B 柱制造了由干燥單向碳纖維制造的扁平預制體,還在DYNAFIB 項目中用玻璃纖維/聚酰胺熱塑性預浸帶制成預制體,然后經包覆成型制成發動機座。
該公司在全世界安裝了50多臺機器,其系統能夠:
·鋪放連續和不連續纖維。
·以相同的速度鋪放干燥纖維、熱塑性材料和熱固性材料。
·鋪放單帶和多帶,最多可同時鋪放32條帶。
·制成2D、2.5D 和復雜3D 形狀。

圖6 AFP機在鋪放含粘結劑的碳纖維絲束,制造奧迪R8汽車B柱預制體(來源:Coriolis Composites)
德國迪芬巴赫公司的 Fiberforge Relay 系統使用改進的自動鋪帶形式,用單向增強的熱塑性帶制備預制體,然后模塑成制品。
這種可大量生產預制體的系統分兩步作業。在第一步中,系統把碳纖維和/或玻璃纖維單向預浸帶鋪成近似精確仿形的復合材料疊層。據稱這是世界上最快的鋪帶系統,鋪帶周期時間為1 s。預浸帶可按規定的圖型鋪放,可以在鋪層中混用不同材料的帶,甚至帶的寬度和厚度也可以改變。在第二步中,系統利用真空輔助技術將疊層固結成近似精確仿形的預制體。系統可以同時處理幾個疊層,周期時間極短。
迪芬巴赫的 Fiberforge Relay 系統已被一些復合材料制造商用來生產航空航天用的熱塑性復合材料器件。
由空客集團原創,德國 Cevotec 公司進一步研發的纖維片鋪放工藝(fibre patch placement,縮寫為FPP),通過修改 ATL/AFP 工藝,將附有粘結劑的單向碳纖維帶切割成特定長度的片段,并由機器人把這些片段沿著計算好的荷載路徑精確鋪放在3D 模具上,形成即可模塑的真正3D 精確仿形預制體。當時鋪放的單向碳纖維片段的一種尺寸是20 mm寬×60 mm長×0.1 mm 厚。使用的碳纖維原帶的寬度是15~40 mm ,單位面積重量為60~180 g/m2,碳纖維帶上加有熱塑性纖網作為粘結劑。預制體隨后采用標準的真空灌注或樹脂傳遞模塑工藝來模塑成型為最終制品。自動化過程能夠快速制成非常復雜的結構。例如,Cevotec 公司與一家領先的醫療設備OEM 合作,使用FPP在30 min 內制造出一個整體式碳纖維矯形器具預制體,而這之前需要40多塊分散的預浸料和1.5 h 的手鋪時間。
據介紹,FPP可生產高度優化的預制體,與連續織物預制體相比,剛度提高150%,廢料減少50%。例如,Cevotec 生產了一種碳纖維滑雪板預制體,實現了彎曲和扭轉性能的優化以及制造過程中的零廢料。
2020年初,Cevotec 公司宣布了 FPP 在滿足航空航天工業對復雜和大型航空結構的需求方面取得的進展。SAMBA Step L 是 Cevotec SAMBA 系列中最大的體系,它可以鋪放最大為200 mm×300 mm的纖維片,與最初的20 mm×60 mm 片相比,擴大了50倍。另外,該公司于2016年3月投產的一條 FPP生產線還使用了更寬和更厚的碳纖維帶。相關人士說:“厚度會影響生產速度,也影響預制體的力學性能。高性能制件將使用更薄的帶,而工業和娛樂產品預制體則需要平衡厚度與性能。”
大纖維片在彎曲表面上的順利沉積是通過一種特殊的輥鋪作業來實現。這種新的鋪片方法對提高大型制品的質量和有效防止制品夾氣有重要作用。
纖維鋪縫預制體
纖維鋪縫技術(TFP)是1992年由德國萊布尼茨聚合物研究所(IPF)發明的。到2013年,TFP 也被用于復合材料預制體的自動化制造。TFP 須有一種底材(通常是薄氈或機織物,對熱塑性復合材料來說,則可用與基體相容的箔材)。連續的絲束或粗紗被精確地鋪放并縫合到底材上。該過程是自動化的,可實現高生產率和可重復性。起初,縫合是用工業繡花機完成的,但現在 TFP 使用特制的縫紉機,通過旋轉一個固定的縫紉裝置和使用計算機數控(CNC)移動底材,把連續的絲束或粗紗定位在任何方向。制得的干纖維預制體可以使用RTM或真空袋樹脂灌注法模塑成型。也可以使用熱塑性樹脂預浸絲束或與熱塑性長絲復合的絲束來制造預制體。熱塑性預制體可以通過壓縮成型制成制品,也可以作為注塑成型的嵌件。
TFP 的纖維被鋪成扁平形,但很容易做成3D精確仿形預制體。實現這一點的一種方法是采用選擇性縫合,也就是說,在特定長度段上鋪放的纖維不用縫合,使得在預制體中存在纖維不受縫合限制的區域,因此這部分纖維可以在任何方向上自由移動,以便形成在纖維排列中沒有褶皺或扭曲的最終3D 預制體。
TFP 預制體的精確仿形也避免了其他預成形過程中常見的材料浪費。在針織和機織過程中,由于紡織機械對纖維取向的限制,許多材料在形成最終結構時浪費了。TFP 沒有這些限制,因此可以把纖維只鋪放在需要的地方。
TFP 的應用一例是空客漢堡公司的 A350 XWB飛機碳纖維復合材料窗框。它們兼用選擇性縫合和結構性縫合(直上直下縫合),內部用玻璃纖維襯里,以防止鋁接口的電偶腐蝕。然后將扁平的 TFP預制體成形為截面為 L 形的無褶皺橢圓形。選擇性縫合使纖維能夠很容易重新塑形,同時保持直線排列。結構性縫合有助于承受窗框周邊的負荷。據介紹,利用 TFP,可以通過巧妙地設計縫合線來改善鋪覆性。“可以避免纖維交叉處的開口,這種開口在傳統的機織和針織增強材料中很常見。”
另一個應用例是德國萊布尼茨聚合物研究所研制的輕重量反曲弓,此產品在2017年“JEC世界”展會上贏得了創新獎。過去質量為1000~1350 g的碳纖維增強塑料弓與鋁合金弓(950~1400 g)相比,質量幾乎未減輕。然而,使用TFP碳纖維預制體并在設計中采用拓撲優化,將弓的質量減少了40%,輕至600 g。制造過程產生的廢物也大大減少。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
銅業工程(2015年4期)2015-12-29 02:48:39
應用化工(2014年10期)2014-08-16 13:11:29