乳化炸藥鋼帶冷卻機乳化基質布料厚度調節裝置的改進
2021-06-03 07:43:16李勝萍包舒揚
煤礦爆破 2021年1期
李勝萍,包舒揚
(1.撫順礦業集團有限責任公司十一廠,遼寧 撫順113003;2.重慶順安爆破器材有限公司,重慶400711)
0 引言
冷卻乳化基質的目的是要保證在乳化炸藥生產過程中,將高溫乳化基質冷卻并達到敏化工藝要求的溫度。利用鋼帶將乳化后的高溫乳化基質進行冷卻是炸藥生產中的主要工藝之一,其工作原理是在鋼帶勻速移動過程中,通過特殊的碾壓布料裝置,將尚處于可流動狀態的高溫乳化基質均勻地碾壓分布。鋼帶背面設有向上噴淋的冷卻及回水裝置,使均勻分布在鋼帶上面的乳化基質在被輸送至卸料端的過程中得到連續冷卻。冷卻后的乳化基質落入敏化機進行敏化。乳化炸藥鋼帶冷卻機已被列入民用爆炸物品專用設備目錄,廣泛應用在中低溫敏化的乳化炸藥生產線上[1-2]。
乳化基質產能、初始溫度、冷卻水溫度、冷卻水噴水口流量、數量和鋼帶運動速度、布料厚度等都會影響乳化基質的冷卻效果,其中,乳化基質布料厚度的調整是一個重要的控制過程。
“十四五”行業發展規劃提出“工藝流程數據可視化、生產數據在線采集、安全參數自動檢測工藝裝備”,但是目前,乳化基質布料厚度一般采用人工調節。為適應少人化、無人化作業要求,降低工人勞動強度,通過對乳化基質布料裝置的改進,實現在控制室內遠程自動調節乳化基質布料厚度。
1 改進方案
乳化炸藥鋼帶冷卻機主要由碾壓布料裝置、鋼帶輸送裝置、噴水裝置、下料裝置、動力機構和機架構成。乳化基質布料厚度調整是通過布料裝置實現的。布料裝置上設有料層控制裝置,由壓輥、調節手輪和調節絲桿組成[3]。
鋼帶上乳化基質布料厚度一般采用人工調節壓輥與鋼帶的距離,達到控制乳化基質布料所需厚度的目的,距離調整好后,將調節手輪及調節絲桿固定即可保證乳化基質布料厚度,且保持不變。布料裝置有兩組壓輥,前壓輥作用是將從乳化器出來的乳化基質初步分散鋪開,與鋼帶距離有較多間隙,一般人為調整至正常生產后不再做調整。后壓輥作用主要決定乳化基質的需求厚度,人為調節絲桿使壓輥至需要高度,使得乳化基質滿足生產厚度,本次改進主要針對此部分進行。
本方案在原有裝置不變的前提下,增設布料厚度調節裝置、布料厚度檢測裝置,選配滿足行業規范要求的自動調節設備,通過PLC控制自動調節裝置實現布料厚度遠程調節,即用布料厚度調節裝置代替調節手輪及調節絲桿,調節壓輥與鋼帶的距離。根據布料厚度檢測裝置反饋的壓輥與鋼帶之間的距離信號,由PLC控制布料厚度檢測裝置啟停,達到自動調節布料厚度的目的。
1.1 布料厚度調節裝置
1.1.1 線性驅動器的選擇
布料厚度調節裝置的主要部件擬采用線性驅動器。線性驅動器包括電動推桿、氣動執行機構及電液推桿。電動推桿作為執行機構不僅可減少采用氣動執行機構所需的氣源裝置和輔助設備,也可減少執行機構的重量。采用電動推桿執行機構,在改變控制開度時,需要供電,在達到所需開度時就可不再供電,電動推桿執行機構比氣動執行機構有明顯節能優點。電動推桿具有體積小、精度高、完全同步、自鎖性能好等優點,電機直接驅動,不需要管道的氣源、油路,現已大量用于汽車、軍工、紡織、污水處理等各類行業設備上,是成熟產品[4-5]。基于電動推桿以上優點,此方案采用電動推桿作為布料厚度調節裝置的主要部件。
1.1.2 電動推桿的工作原理
方案擬選用的工業型電動推桿,由驅動電機、減速齒輪、螺桿、渦輪、導套、推桿、滑座、彈簧、外殼及微動控制開關等組成,如圖1所示。電機通過傳動齒輪變速,帶動絲桿螺母轉動,完成原人工調節手輪帶動調節絲桿調整布料厚度的功能。
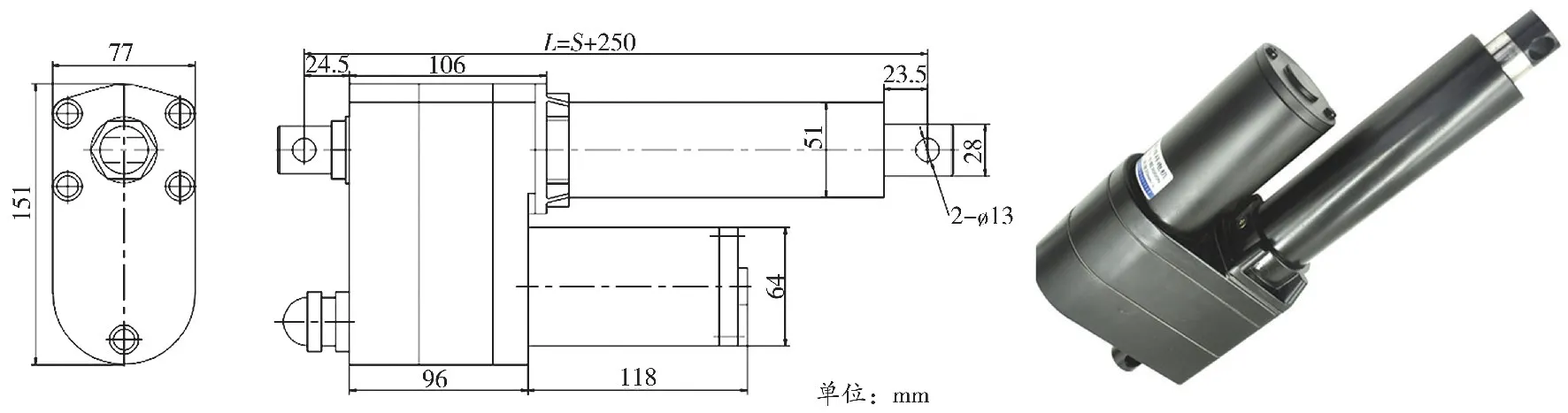
圖1 工業型電動推桿
1.1.3 電動推桿的應用
電動推桿采用不銹鋼伸縮管,能夠耐受乳化基質制備酸堿腐蝕及高溫環境;采用梯形絲杠傳動系統,具有機械自鎖力;使用過載保護離合器進行行程中間和末端保護;帶有過熱、過載保護裝置。
電動推桿內置限位開關,伸到頭縮到底自動停止,中間任意斷電即停止。推桿通過正負極對調控制伸縮。低極限位檢測裝置確保電動推桿運行到該位置時自動停止運行,確保布料壓輥不損傷鋼帶,為保證生產安全,防止乳化基質在鋼帶上殉爆,鋼帶上乳化基質厚度必須滿足防殉爆要求(一般不得高于20 mm)。高極限位檢測裝置確保電動推桿運行到該位置時自動停止運行。根據布料厚度和調節高度所需扭力的大小,選用電動推桿的行程為50 mm、推力為1 200 N。
電動推桿采用2套接觸器控制電機正反運行,從而使電動推桿伸長或縮短,達到控制布料壓輥與鋼帶之間距離的目的,2套接觸器互鎖連接,確保不會同時接通,保證安全。
1.2 布料厚度檢測裝置
布料厚度檢測裝置由具有DC4-20MA模擬信號輸出功能的電感式距離傳感器、組態王軟件、PLC控制組成。電感式傳感器的傳統電路——線圈振蕩器產生高頻磁場,并通過感應面向外發送,進入磁場區域的任何金屬都會吸收能量,傳感器內置的電子設備探測到磁場的變化并計算出金屬吸收能量的多少,自動換算成距離。將該傳感器安裝在壓輥上,可精確檢測壓輥與鋼帶之間的距離。在組態王軟件上設置藥層厚度,根據傳感器檢測信號,由PLC程序驅動電動推桿的電機,調節壓輥與鋼帶之間的距離。
2 控制原理
根據乳化炸藥生產線通信要求,可采用PLC控制,用組態王軟件創建人機界面。在人機界面上設定鋼帶乳化基質布料厚度,與電感式距離傳感器檢測到的布料壓輥與鋼帶之間的實際距離進行比較。若實際值偏大,電動推桿正轉接觸器得電吸合,電動推桿正轉運行,推桿伸長,直至實際值與設定值一致或在設定偏差范圍之內時,電動推桿正轉接觸器失電斷開,電動推桿停止運行;若實際值偏小,電動推桿反轉接觸器得電吸合,電動推桿反轉運行,推桿縮短,直至實際值與設定值一致或在設定偏差范圍之內時,電動推桿反轉接觸器失電斷開,電動推桿停止運行。通過上述方式達到控制鋼帶乳化基質布料厚度恒定的目的。程序控制框如圖2所示。
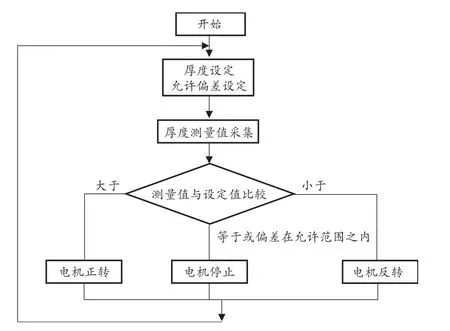
圖2 程序控制框
電動推桿正反向控制采用接觸器控制電機正反運行,從而使電動推桿伸縮。其電路原理如圖3所示。
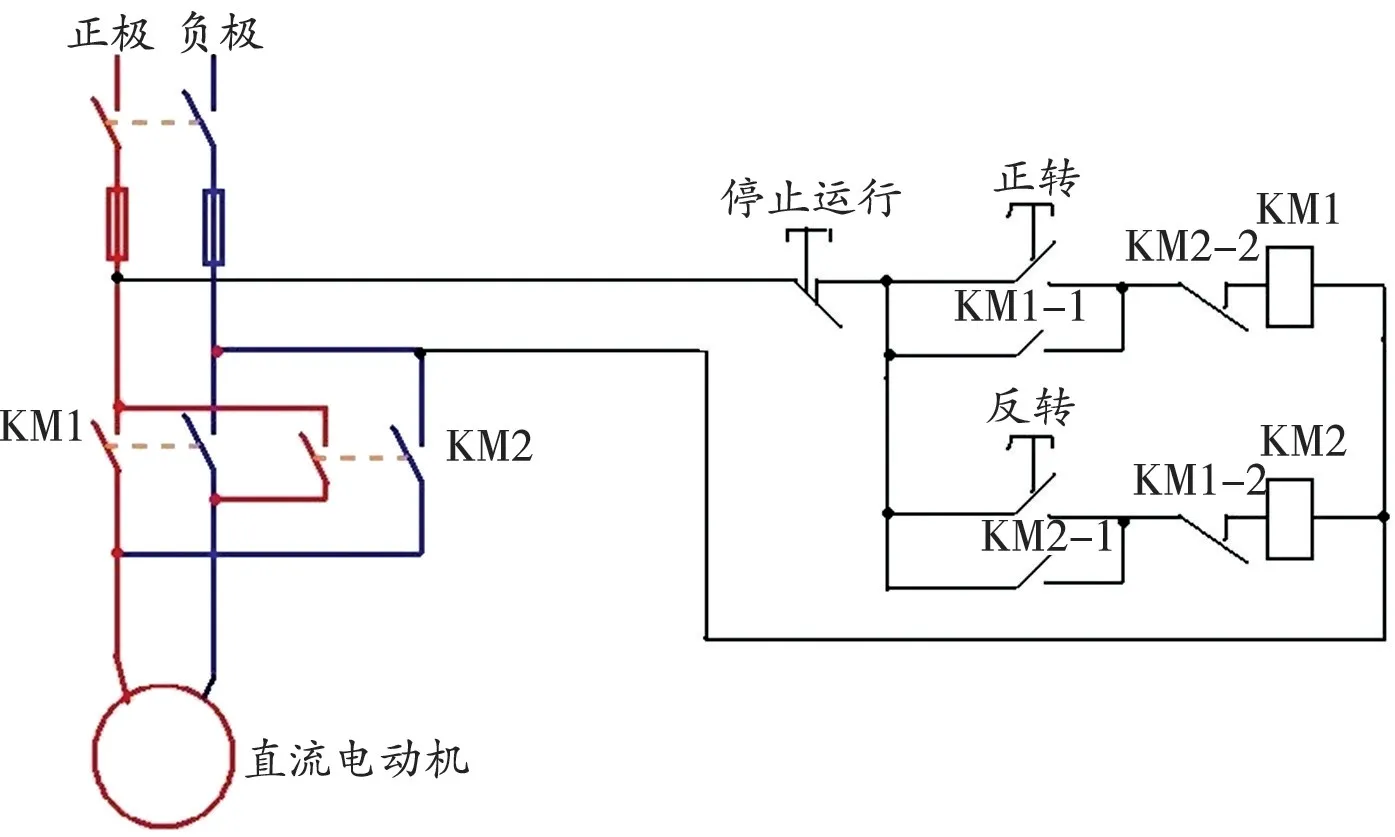
圖3 電路原理
3 部件安裝與調試方案
調試操作,將后壓輥調整到合適位置,拆除升降機兩側手輪,調節絲桿換成調節桿,將兩組電動推桿分別裝在壓輥兩側的支架上,推桿與調節桿中心垂直相對,通過聯軸器連接。調節桿、電動推桿支架和聯軸器根據現場實際進行專項設計。安裝好后,調整電動推桿內置限位開關位置,低極限位確保布料壓輥不損傷鋼帶;高極限位確保鋼帶上乳化基質厚度必須滿足防殉爆要求(一般不得高于20 mm)。
控制系統安裝調試方案:按圖3要求,安裝好電動推桿的啟停、正反運動電路。將2個DW-AD-519型電感式距離傳感器分別安裝在后壓輥兩端。將電動推桿、電感式距離傳感器信號分別安裝到系統PLC上。使用前,標定好電感式傳感器與鋼帶的距離信號參數。按照圖2要求,編制好電動推桿啟停程序。在組態王軟件上設置布料厚度,檢測是否達到自動調節布料厚度的目的。
4 結論
1)電動推桿和電感式距離傳感器是現代自動控制應用中比較成熟的技術,應用在乳化炸藥連續化生產線中,對提高自動化程度具有重要意義。
2)根據生產需要,遠程自動調節乳化基質布料厚度,減少人員操作,是實現炸藥生產線少人化或無人化的一個重要節點。
3)配合冷卻水溫度、開關自動檢測、控制改造,完全可以做到乳化、冷卻過程現場無人化操作。