斜齒對輥擠壓式杏核破殼裝置設計及壓輥強度分析
2021-06-04 09:03:32祝兆帥張佳喜楊莉玲毛吾蘭王毅超
食品與機械 2021年5期
關鍵詞:模態
祝兆帥 張佳喜 楊莉玲 毛吾蘭 王毅超
(1.新疆農業大學機電工程學院,新疆 烏魯木齊 830052;2.新疆農業科學院農業機械化研究所,新疆 烏魯木齊 830091)
杏屬薔薇科落葉喬木,是新疆重要的經濟樹種,具有悠久的栽培歷史。截至2019年底,新疆杏栽培面積11.126萬hm2,年產量93.309萬t,主要分布在貧困人口和少數民族相對集中的喀什、和田、阿克蘇等南疆地區[1-2]。杏仁可分為甜杏仁和苦杏仁兩種,營養價值非常高,含有豐富的蛋白質、不飽和脂肪酸、維生素、礦物質等多種營養成分,是很好的藥食兼用植物資源[3-4]。隨著人們健康意識的提高以及杏仁價值的開發,杏仁需求將不斷提升。
目前,中國杏核初加工技術落后,研發的杏核破殼機具種類少,杏核破殼以人工敲擊為主、機械加工為輔,效率低、勞動強度大、成本高。中國近幾年關于杏核破殼研究主要是研究其破殼物料特性及破殼間隙等方面,劉軍[5]研究了杏核破殼最佳截面;曹永政等[6]通過對杏核厚度、杏仁厚度、杏殼厚度、杏殼與杏仁間隙分布等破殼所需變形量進行了研究;王靜[7]對影響杏核開口的含水率及施力位置、方式等方面進行了研究。然而破殼裝置轉動造成的振動導致杏仁破損率高這一問題尚未見報道。
杏核破殼裝置結構的合理性直接影響機具的作業性能。試驗擬設計一種斜齒對輥式杏核破殼裝置,并運用ANSYS-Workbench軟件對主要部件——破殼壓輥進行模態分析,以期優化改善并穩定實際加工過程中裝置的作業性能,為破殼機具的結構優化提供一定的數據與理論參考,穩定并提高加工過程杏仁的整仁率。
1 結構組成及工作原理
1.1 結構組成
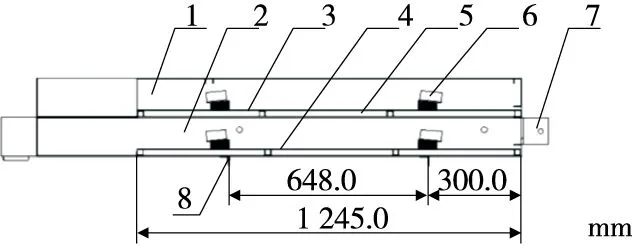
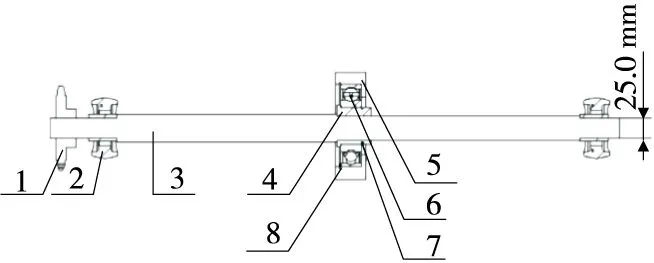
對輥擠壓式杏核破殼裝置設備結構如圖1所示。破殼裝置由可調節壓輥4與固定壓輥5組成,可調節壓輥4通過調節裝置2調整破殼間隙對杏核進行擠壓破殼,可調節壓輥4通過滑塊軸承固定安裝在機架1,在機架1上固定有平行安裝的固定壓輥5和可調節壓輥4;擺臂裝置11固定在機架1兩側并與上振動篩7、下振動篩10相連,偏心傳動裝置12固定在機架1左端的傳動軸處,擺臂裝置11與偏心傳動裝置12共同作用將上、下層振動篩7和10懸置于機架1內[8]。
1.2 工作原理
斜齒對輥擠壓式杏核破殼裝置由電機6驅動,通過皮帶帶動固定壓輥5旋轉,偏心傳動裝置10和可調節壓輥4在鏈條的作用下協同工作,以保證裝置穩定有效地運轉。破殼之前,根據較厚杏核的尺寸調節破殼壓輥間隙,杏核由喂料口3送入裝置內部,在固定壓輥5和可調節壓輥4聯合對輥擠壓揉搓綜合作用下進行破殼,上、下層振動篩7和10對破殼之后的物料進行篩分,下層振動篩10將上層振動篩7篩出的破殼后的杏仁及碎殼傾斜振動輸送至下出料口9(收集),未破殼的杏核由上層振動篩7振動輸運至上出料口8(收集),破殼過程中產生的零碎物料由下層振動篩10篩出。
1.3 技術參數
斜齒對輥擠壓式杏核破殼裝置的主要性能參數及技術參數如表1所示。
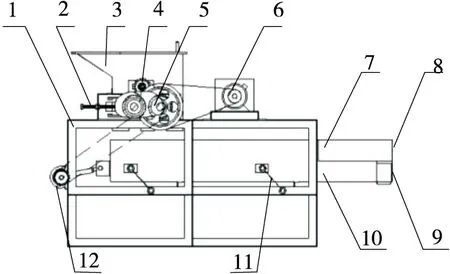
1.機架 2.調節裝置 3.喂料口 4.可調節壓輥 5.固定壓輥 6.電機 7.上層振動篩 8.上出料口 9.下出料口 10.下層振動篩 11.擺臂裝置 12.偏心傳動裝置圖1 斜齒對輥擠壓式杏核破殼裝置結構簡圖Figure 1 Structure diagram of apricot core shell breaking device with helical teeth
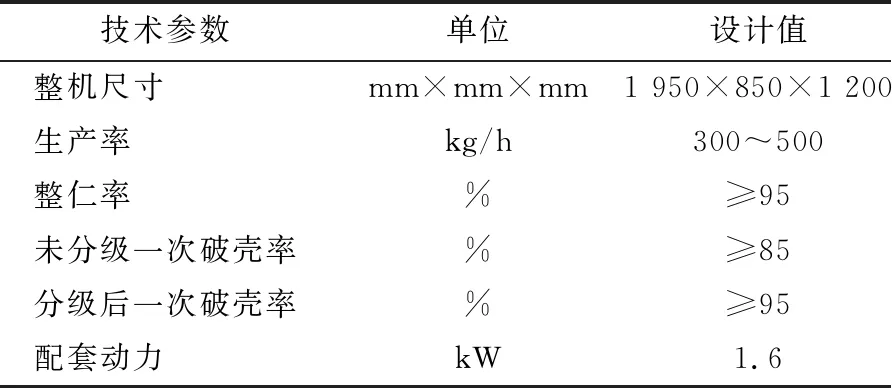
表1 斜齒對輥擠壓式杏核破殼裝置主要參數Table 1 Main parameters of apricot kernel shell breaking device with helical teeth
2 關鍵部件設計
2.1 破殼壓輥
2.1.1 破殼壓輥設計 破殼裝置由可調節壓輥和固定壓輥組成,二者外徑相同、差異轉速、轉向相對。壓輥的選定考慮到了形變恒定的裝置,該類裝置破殼部件完全地滿足四點加壓原理,擁有破殼效果好的優點。但也存在一些問題:① 杏核在進入動態工作的壓輥時,可能因產生滾動而影響破殼效果;② 破殼裝置具有恒定的間隙,無法滿足不同尺寸的杏核破殼需求。因此,將動輥設置成可調節壓輥,可以根據不同的杏核尺寸進行適當的破殼間隙變化調整,同時對壓送部位進行工藝處理,增大其摩擦力以防止杏核的不良滾動[9]。
兩相對轉動的輥上部開有斜向齒槽,以便二者產生速度差。杏核破殼所需的揉搓擠壓剪切力,是通過可調節壓輥上的斜向齒槽和壓輥自身的速度差產生,極大地提高了機具的破殼效果[10]。
兩個壓輥的直徑和與杏核直接接觸的相關情況,決定了杏核最終能否順利進入固定壓輥和可調節壓輥的間隙中。杏核進入兩輥擠壓間隙的方向是沿著杏核厚度方向垂直于擠壓輥軸線(圖3)。為了保證杏核被擠壓破殼點位于兩擠壓輥間,杏核需先被兩輥夾住[11],再被卷至兩輥的間隙中進行擠壓破殼。整個運動受力過程中,每一個杏核都要受到3個力的協同作用,受力情況如圖3所示。兩擠壓輥與杏核表面間的摩擦力的合力、兩擠壓輥對杏核正壓力的合力、杏核自身的重力共同作用在通過被擠壓杏核重心的鉛垂線上;兩擠壓輥與杏核表面間的摩擦力的合力2fRcosα,作用力方向向下;兩擠壓輥對杏核正壓力的合力2Rsinα,作用力方向向上。由式(1)可以得出α值。
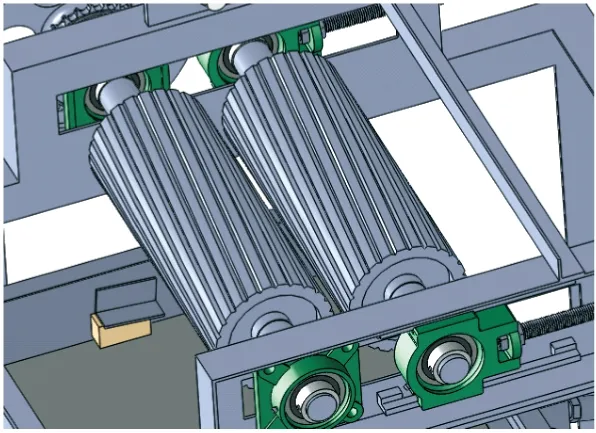
圖2 杏核破殼裝置示意圖Figure 2 Schematic diagram of apricot kernel shell breaking device
2fRcosα>2Rsinα-mg,
(1)
式中:
f——兩壓輥和杏核表面之間的摩擦系數;
R——兩壓輥對杏核的正壓力,MPa;
α——喂入角(兩壓輥中心線和正壓力R的夾角),°;
m——杏核質量,g;
g——重力加速度,m/s2。
將式(1)移項得到:
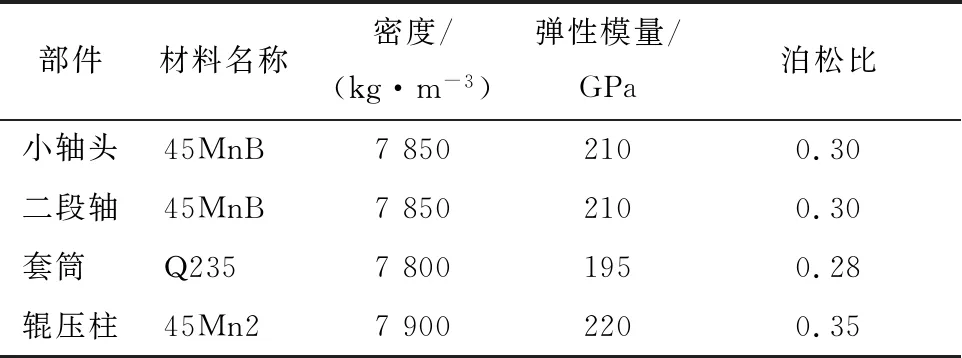
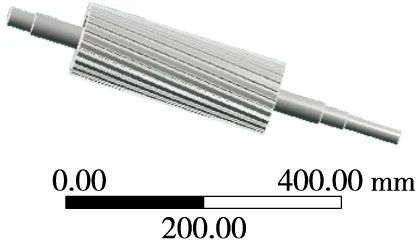
2Rsinα-2fRcosα (2) (3) 將f=tgφ代入式(2)后得到 (4) 式中: φ——兩壓輥和杏核表面之間的摩擦角,°。 圖3 杏核進入擠壓間隙受力圖Figure 3 Stress diagram of apricot nucleus entering extrusion gap 通常情況下,落入兩輥工作喂入間隙中的杏核受到了兩輥上部杏核堆積物料一定向下的壓力,對杏核進入喂入口兩輥間隙有促進作用,因此兩輥外徑小于計算參數,喂入角α可能出現大于計算值的情況。 2.1.2 破殼壓輥間隙分析 沿著被破碎杏核的厚度方向垂直于粉碎壓輥和可調節壓輥軸線喂入口間隙,兩輥間隙的大小是直接影響到試驗指標杏核破殼破碎率、整仁率的關鍵因素之一,兩輥喂入口間隙為 η≤m+2h, (5) η≤M-δ, (6) 式中: η——兩壓輥間隙,mm; m——被破碎杏仁的厚度,mm; h——被破碎杏仁沿厚度方向的殼厚,mm; δ——被破碎杏仁的仁殼內壁間隙寬度,mm,約為0.7~1.5 mm; M——杏核的寬度,mm。 為了保證被破碎杏仁的完整性,需使進入兩輥喂入口的杏仁受到的破碎擠壓力趨近于0,即兩輥喂入口間隙為最大值η=m+2h或η=M-δ時,此時杏核被破殼的效果最為理想。但有時杏核可以完整地通過兩輥間隙,此時η 篩面支架和篩面作為一個整體將上、下層振動篩連接在一起,再通過壓緊螺栓連接固定于篩體內部,使分篩面和分篩面支架成為一個整體,有助于整個分篩機構裝卸。由于被破碎杏核的寬度有很大差異,但兩輥喂入口間隙設置好后是恒定不變的,最終被破碎杏核經過機具前幾步作業處理后可得到3種不同結果:① 遠小于兩輥喂入口間隙的被破殼杏核完整通過其中;② 遠大于兩輥喂入口間隙的杏核則被擠壓破碎,并且杏仁也被碾碎;③ 杏核與兩輥喂入口間隙相適應,則杏核被破殼后取出完整杏仁。因此根據被破殼杏核大小尺寸對兩輥進行設計,還應對上、下分篩面按照不同大小的杏仁進行合理設計以達到較好的破碎和篩分效果[13]。雙層振動篩示意圖如圖4所示。 偏心傳動裝置由鏈輪1、帶座軸承2、偏心傳動軸3、偏心軸套4、傳動軸承座5等構成,其兩端分別與振動篩和傳動軸固定相連。上、下層振動篩的往復振動通過擺臂裝置和偏心傳動裝置協同作用下形成的系統得以實現,其整體結構如圖5所示。 1.上層振動篩 2.下層振動篩 3.長孔篩 4.方格網篩 5.篩面支架 6.篩面壓緊裝置 7.傳動座 8.篩體加強筋圖4 雙層振動篩示意圖Figure 4 Schematic diagram of double-layer vibrating screen 1.鏈輪 2.帶座軸承 3.偏心傳動軸 4.偏心軸套 5.傳動軸承座 6.深溝球軸承 7.軸用彈性擋圈 8.孔用彈性擋圈圖5 偏心傳動裝置結構示意圖Figure 5 Schematic diagram of eccentric transmission device 為了保證機具工況的穩定性、避免機具產生共振,通過對主要工作部件——破殼壓輥的模態分析來確定其模態屬性,以及輥軸轉動與其激勵頻率的關系。 運用SolidWorks軟件初步建立破殼壓輥的三維模型實體(見圖6),為提高計算效率,在不對計算結果產生差異的前提下對三維實體模型進行簡化[14]。將該實體模型導入至ANSYS-Workbench19.0有限元軟件內,其各部件的材料屬性按表2設定。 表2 破殼壓輥各部件材料屬性Table 2 Material properties of various parts of the shell-breaking roller 圖6 粉碎壓輥三維模型簡圖Figure 6 Three-dimensional model diagram of crushing roller 對三維簡化模型進行網格劃分,網格大小為10 mm,共計產生103 413個模型網格節點,181 789個模型實體單元,網格劃分結果如圖7所示。因模態分析是分析物體自身振動情況,所以無須添加外載荷,根據實際生產工況,在破殼壓輥的軸承和壓輥軸的相連處施加固定約束[15]。 圖7 粉碎壓輥的有限元網格劃分Figure 7 Finite element mesh division of crushing roller 通過對破殼壓輥的模態分析確定關鍵部件結構的振型和固有頻率,即系統內的振動特性。因為實體結構的動態特性受到低階振動的影響較大,大多數情況下僅需考慮5~10階振型,施加固定約束之后,只提取破殼壓輥的前6階固有頻率和振型[16-17],固有頻率結果及變形量見表3,破殼壓輥前6階模態分析振型云圖如圖8所示。 由圖8可知,第1、2階模態分析振型中,壓輥整體出現徑向拉伸形變,且右側變形最大,中部漸小;第3、4階模態振型中,破殼壓輥兩側彎曲變形較大,且右端變形最大,左端漸小;第5階模態振型中,壓輥中部變形位移達到最大;第6階段模態振型中,破殼壓輥整體做軸向振動。 綜合圖8和表3明顯看出,破殼壓輥第1階和第2階、第4階和第5階的振型皆近似,但模態振型的方向有所不同。 圖8 破殼壓輥各階頻率振型云圖Figure 8 Vibration shape cloud diagram of each order frequency of the broken shell roller 因此,試驗中破殼壓輥設計的工況轉速為350~450 r/min,轉換成工況的頻率后為5.83~7.50 Hz,遠遠小于破殼壓輥最小階振型的固有頻率(17.258 Hz),所以機具不會在工作中發生共振現象。 在新疆農業科學院農業機械化研究所加工生產樣機,展開性能可靠性試驗對破殼機具各項指標進行考察。 試驗材料采用當季采摘的喀什地區英吉沙縣色買提杏的杏核。按厚度尺寸大小區間9~10,10~11,11~12 mm 分成3組。設定破殼輥轉速350~450 r/min、破殼輥喂入口間隙7~11 mm、喂料速度250~350 kg/h,依照現行的新疆維吾爾自治區地方林果農藝要求對樣機進行試驗。 4.2.1 整仁率 按式(7)計算。 (7) 式中: ρ——整仁率,%; M1——未破損仁總質量,g; M——杏仁總質量,g。 4.2.2 破殼率 按式(8)計算。 (8) 式中: η——破殼率,%; M2——未破殼杏核總質量,g; M3——杏核取樣總質量,g。 斜齒對輥擠壓式杏核破殼裝置主要性能測試結果如表3所示,未分級杏核破殼率均值為86.46%,整仁率均值為82.73%;分級后杏核破殼率均值為98.18%,整仁率均值為95.95%。通過測試結果可知,分級后的杏核破殼率及整仁率明顯優于未分級的效果,采用試驗裝置進行杏核破殼前,應先對杏核按尺寸進行分級。 表3 主要性能指標測試結果?Table 3 Test results of main performance indexes (1) 針對杏核破殼裝置破殼率、整仁率不高的問題,設計了一種斜齒對輥擠壓式杏核破殼裝置。根據間隙寬度和物料直徑3種比例,分析喂入角不同時,杏核分別受到多個方向的共點力,得出杏核沿垂直于兩輥軸線方向喂入受壓時,所需要的破殼擠壓力較小,斜向齒槽和壓輥自身的速度差產生的揉搓擠壓剪切力可以有效促進破殼工況。 (2) 由于主要運動部件對裝置整體工況振動頻率影響較大,通過三維軟件Ansys Workbench建立斜齒對輥擠壓式杏核破殼裝置的參數化模型,采用Ansys計算模塊求解破殼壓輥有限元實體模型的前6階模型振型及其模態頻率,并經過理論計算與模態試驗對比,分析破殼裝置固有頻率與工況激勵頻率之間的關系,其1階振型的固有頻率17.258 Hz與壓輥設計計算的工況頻率5.830~7.500 Hz相差較大,說明在破殼工作時,可以很好地避免共振產生。 (3) 利用組合試驗法分析裝置在不同喂料速度、破殼輥間隙、破殼輥轉速下的工況,尺寸不同的杏核破殼情況不同,該裝置對杏核未分級的破殼率均值為86.46%,整仁率均值為82.73%;分級后破殼率均值為98.18%,整仁率均值為95.95%,分級后裝置工況穩定、試驗指標較好,完全滿足斜齒對輥擠壓式杏核破殼裝置的工況要求。

2.2 上、下雙層振動篩
2.3 偏心傳動裝置
3 破殼壓輥強度分析
3.1 破殼壓輥模型的建立及網格劃分
3.2 破殼壓輥模態分析
4 試驗與分析
4.1 試驗方法
4.2 測試指標
4.3 試驗結果與分析
5 結論
猜你喜歡
成都信息工程大學學報(2022年4期)2022-11-18 07:31:14中國傳媒大學學報(自然科學版)(2021年1期)2021-06-09 08:43:12工程與建設(2019年1期)2019-09-03 01:12:12廣州大學學報(自然科學版)(2016年2期)2017-01-15 13:43:00廣西科技大學學報(2016年1期)2016-06-22 13:10:37湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07上海電機學院學報(2015年4期)2015-02-28 14:30:00計算物理(2014年2期)2014-03-11 17:01:39振動工程學報(2014年4期)2014-03-01 01:15:31電影新作(2014年1期)2014-02-27 09:07:36