卷煙分揀在線圖像識別環節的差速輸送線設計
2021-06-05 04:10:16孫壯志鄢烈虎朱妍彥要學瑋
物流技術與應用 2021年4期
文 / 孫壯志 鄢烈虎 朱妍彥 要學瑋
為提高條煙分揀和打碼的精準性,煙草商業物流企業通常采用圖像識別技術,事先錄入模板,在線實時獲取條煙包裝圖像并比較,用于識別卷煙品規,與訂單比對,自動糾錯并打碼。
但條煙在到達識別區域前,通常需經過長距離傳輸和多次合流,導致識別設備獲取的圖像與模板庫圖像差別大,無法進行特征值的準確查找和對比,嚴重影響識別效果。因此,保證條煙在達到識別區域時的姿態與圖像模板姿態一致且不互相遮擋,是提升圖像識別效果的關鍵。
為此,本文提出一種具有煙姿調整功能的差速輸送線設計方案,給出條煙在圖像識別區域內的約束條件,建立條煙在輸送線過程中的數學模型。以某煙草物流中心為試點,設計三因素三水平正交試驗進行現場測試,以期提高識別準確率。
一、條件分析
在識別區域,讀碼器獲取條煙一維條碼圖案,視覺相機獲取條煙上表面的圖像圖案,通常要求圖像識別的準確率達到99.99%以上。與其它領域圖像識別模式類似,先提取物體特征,再對圖像執行基于特征的匹配。
對于一維條碼圖案,雖然能夠改善殘缺、畸形條碼圖案的識別效果,但條煙在到達識別區域時,其包裝上的一維條碼在讀碼器拍攝范圍內體現得越完整,識別效果越好。對于包裝圖案,需事先由人工將所有上線卷煙的上、下兩個表面錄入圖像識別系統,形成模板庫。因此,條煙在到達識別區域時,在線獲取的圖像與模板庫的圖像一致程度越高,則識別準確性越高。
因此,識別效果與條煙姿態關系密切,識別區域的輸送線應具備煙姿整理功能,使條煙在到達識別區域時符合兩個要求:
(1)長邊與分揀線邊緣垂直;
(2)卷煙須條條分離,間距在50mm左右。
二、輸送線設計
1.機械結構
差速輸送能夠自動調整煙姿,先讓條煙緊密排列,再逐條分開,采用先減速、再加速的方式設計分段輸送線,在輸送過程中自動調整條煙姿態。
第一段輸送皮帶的轉速(減速)小于分揀線皮帶轉速,減速后,前面的煙運行速度變慢,后面的煙運行速度快,能夠實現條煙聚攏。第二段輸送皮帶的轉速(加速)大于主輸送皮帶轉速,加速后,前面的煙運行速度快,與后面運行速度慢的煙拉開距離。識別段的條煙間距為50mm左右。
2.轉速數學模型
基于經典力學理論,分析條煙運動情況,如圖1,為輸送線轉速建立數學模型,求解加速輸送線和減速輸送線的最佳轉速。設減速輸送線的轉速為v1,加速輸送線轉速為v2,加速度為a,長度為B。當條煙運行到減速段末端時,即加速點,速度均為v1,在加速點到識別點間,先進行加速運動,運行距離為s1,到達勻速點后以速度勻速運行至識別點,運行距離為。設第一條煙從加速點到識別點耗時為,則:

由此建立兩條煙在識別點處間距的數學模型為:


帶入公式3,則條煙在識別點處間距的數學模型為:
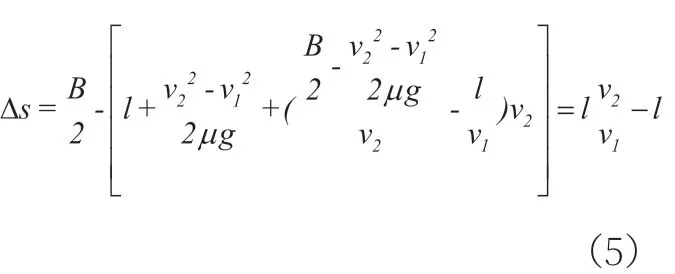
圖1 條煙運動示意圖

圖2 條煙加速度示意圖
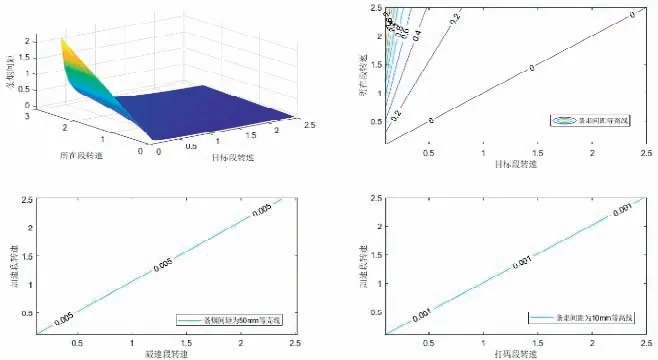
圖3 四個圖形
3.實例分析
以某煙草物流中心為例,結合式(5),給出具體計算結果。
(1)約束條件
①加速輸送線長度為1600mm。
②輸送線上表面采用凹槽的聚氨酯材質,屬于橡膠的一種。條煙外包裝為塑料材質,經檢索,兩者間摩擦系數可取范圍為[1,4],此處取1。
③上線卷煙為標準煙和細支煙,長度寬度范圍為[78,111]mm,此處取平均值95mm。
④重力加速度取9.8m/s2。
⑤分揀線主輸送線的轉速為72m/min,即1.2m/s。因此 取值范圍為(0,1.2),且為不影響分揀速度,應盡可能選取較大的值。
⑥ 取值范圍與打碼段輸送線轉速有關,且為不影響分揀速度,應盡可能選取較大的值。設打碼段輸送線轉速為v3。打碼位置在中點,到達該位置時兩條煙的間距與公式5類似,且滿足打碼機要求時間距應在10mm以上,且速度應盡可能慢,保證打碼效果清晰。即:
則:
(2) Matlab分析
將約束條件帶入式5、6,則:

使用Matlab生成曲面,繪制等高線,如圖3,返回50mm和10mm條煙間距的坐標值進行分析。
根據50mm和10mm等高線坐標導出三段輸送線轉速邊緣值,如表1。
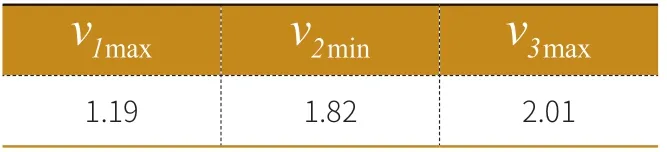
表1 三段輸送線轉速邊緣值
在滿足取值范圍和最小速度的要求下,可取值應根據分揀效率計算。三段輸送線長度總和為3m,以1.2m/s勻速通過時,需2.5s。因加速段和減速段的速度變化為0.01s和0.1s量級,因此,可以看作勻速運動通過計算極端通行時間:
因此, 的取值范圍為[0.67,2.01],取值越高,由通行速度越快,取值越低,打碼清晰度越好,因此可以優先從取值區域的中間部分選擇。則輸送線可取轉速值,如表2。

表2 三段輸送線轉速取值范圍
三、試驗驗證
1.試驗設計
為確定三段輸送皮帶的最佳轉速,以上述理論為基礎選擇轉速,進行了3因素3水平正交試驗,來考察煙姿合格率。煙姿合格的表現為:任意時刻停機時,加速輸送線上同時有3、4條煙存在,不能超過4條,不能小于3條。設計正交試驗表,共需進行9次試驗。其中:因素A(第一段輸送皮帶轉速):第一位級1.08m/s,第二位級1.10m/s,第三位級1.12m/s。因素B(第二段輸送皮帶轉速):第一位級2.08m/s,第二位級2.10m/s,第三位級2.12m/s。因素C(第三段輸送皮帶轉速):第一位級1.58m/s,第二位級1.60m/s,第三位級1.62m/s。
2.正交試驗結果(如表3)
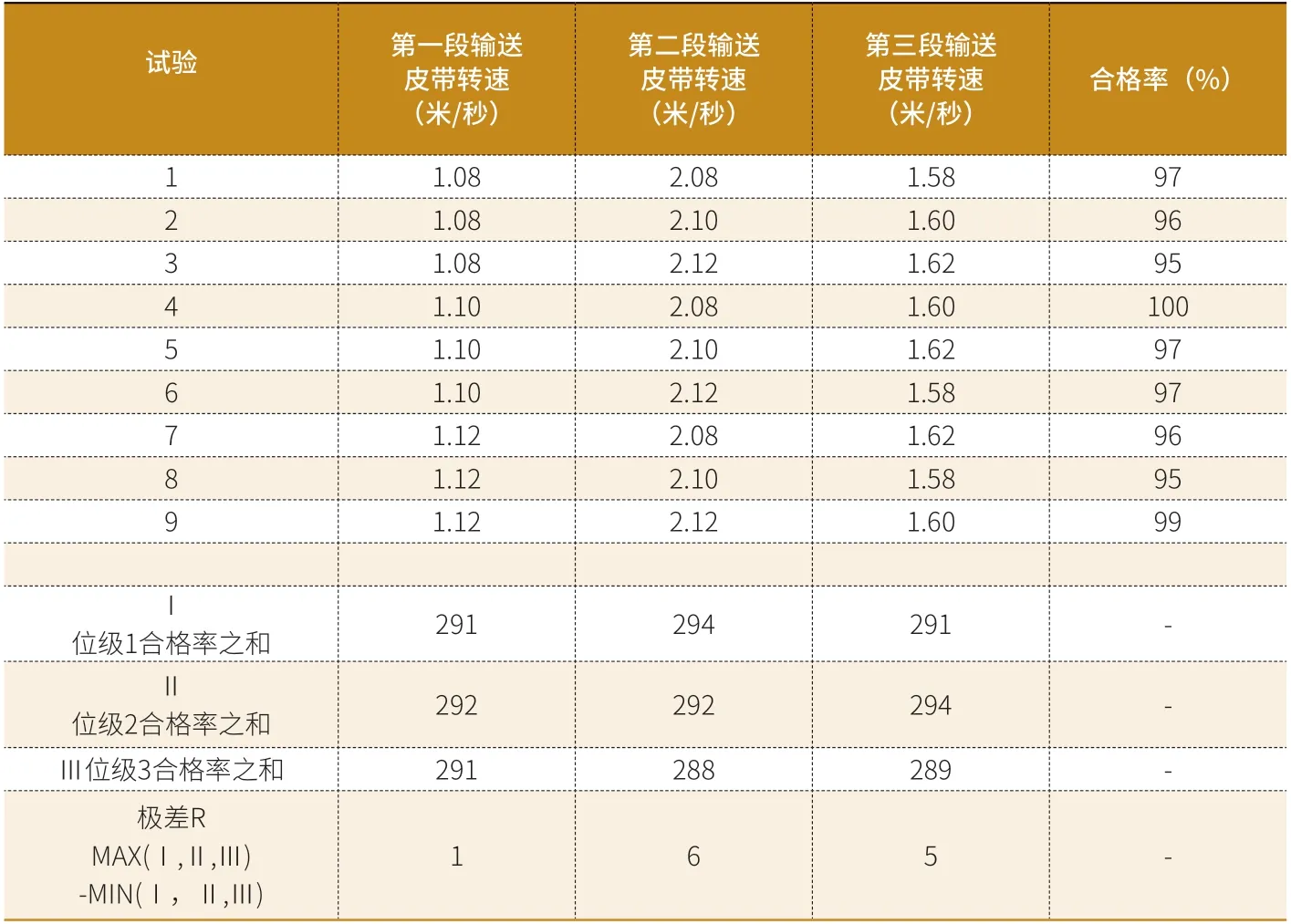
表3 正交試驗結果
3.結果分析
(1)直接比較9個試驗結果可知,A2B1C2的合格率最好,為100%。經計算,因素A在位級2時合格率最好,因素B在位級1時合格率最高,因素C在位級2時合格率最好,與直接看的結果一致。因此,將皮帶轉速設置為1.10m/s、2.08m/s、1.60m/s,即66m/min,125m/min,96m/min。

表4 2018年6月識別率統計
(2)R(B)的極差最大,為重要因素;R(A)的極差最小,為不重要因素。R(B)的極差最大,為最重要因素,因此在現場調試時調整加速段輸送線轉速是效果最為明顯的。
4.使用情況
將上述結果應用于實際作業環境,在2018年6月統計識別率情況,見表4,圖像識別率均高于99.99%,滿足設計要求。
四、結束語
本文提出使用差速輸送線的方式實現煙姿的自動調整,對提高卷煙分揀在線圖像識別準確率具有重要意義,以某煙草物流中心為例進行了結果驗證和分析,實現識別準確率達99.99%以上的目標。給出的數學模型、取值方法、試驗方法、因素重要性分析方法等建立在經典力學、試驗設計、測試方法等通用理論基礎上,其研究思想和方法在其它差速輸送線設計中也具有參考價值。