鈦合金攪拌摩擦焊研究現狀
2021-06-05 01:12:34張智峰劉正濤謝細明熊思勇楊紅發姚麗璇
精密成形工程 2021年3期
張智峰,劉正濤,謝細明,熊思勇,楊紅發,姚麗璇
鈦合金攪拌摩擦焊研究現狀
張智峰1,劉正濤2,謝細明3,熊思勇1,楊紅發1,姚麗璇1
(1. 中國核動力研究設計院核反應堆系統設計技術重點實驗室,成都 610213;2. 中國兵器工業第五九研究所,重慶 400039;3. 中國核動力研究設計院設計所可靠性工程技術研發中心,成都 610213)
攪拌摩擦焊是目前鈦合金焊接技術研究的熱點。從攪拌頭材料與結構設計、焊接工藝與組織性能關系、焊接過程數值仿真等方面綜述了鈦合金攪拌摩擦焊國內外研究現狀。以現有的研究結果來看,攪拌摩擦焊是實現鈦合金高強可靠連接的有效途徑,選擇合適的焊接參數和焊后熱處理工藝可獲得高質量鈦合金焊接接頭;但由于對鈦合金用高溫高強高耐磨攪拌頭研制不足,以及對焊接過程多物理場表征技術、數值仿真、輔助焊接工藝等研究較少,限制了其研究進展和應用。
攪拌摩擦焊;鈦合金;現狀及展望
鈦合金具有密度小、強度高、比剛度高、耐高溫和耐蝕性好等優點,是實現航空航天、軌道交通、武器裝備等領域結構件輕量化的關鍵材料。攪拌摩擦焊(FSW)屬于固相焊,具有焊接變形小、接頭強度高、無熔焊冶金缺陷等優點,是實現鈦合金高強可靠連接的有效途徑。鈦合金攪拌摩擦焊技術已成為國內外研究熱點。文中就鈦合金FSW攪拌頭材料與結構設計、焊接工藝與組織性能關系、焊接過程數值仿真等方面的成果進行例舉和分析,并展望鈦合金FSW未來研究方向,以期為FSW在鈦合金加工領域的研究和應用起到理論支撐作用。
1 攪拌頭設計
攪拌摩擦焊接過程中,攪拌頭與被焊件直接接觸,在強烈的熱-機作用下實現接頭連接,攪拌頭是攪拌摩擦焊技術的關鍵構件[1],因此,選擇適合的攪拌頭材料,并設計合理的攪拌頭結構是攪拌摩擦焊接技術的關鍵[2]。
1.1 攪拌頭材料
攪拌摩擦焊焊接溫度比熔焊低,但其峰值溫度仍達到母材熔點的80%以上,對鈦合金攪拌摩擦焊而言,其峰值溫度將達到1000 ℃以上,因此要求攪拌頭材料具有良好的綜合性能,如熔點高、高溫強韌性好、疲勞性能和耐磨性能優異等[3—5]。國內外學者針對鈦合金攪拌頭材料進行了大量研究,以研究較多的TC4鈦合金為例,其常用攪拌頭材料及使用情況如表1所示。
表1 TC4鈦合金常用攪拌頭材料及使用情況
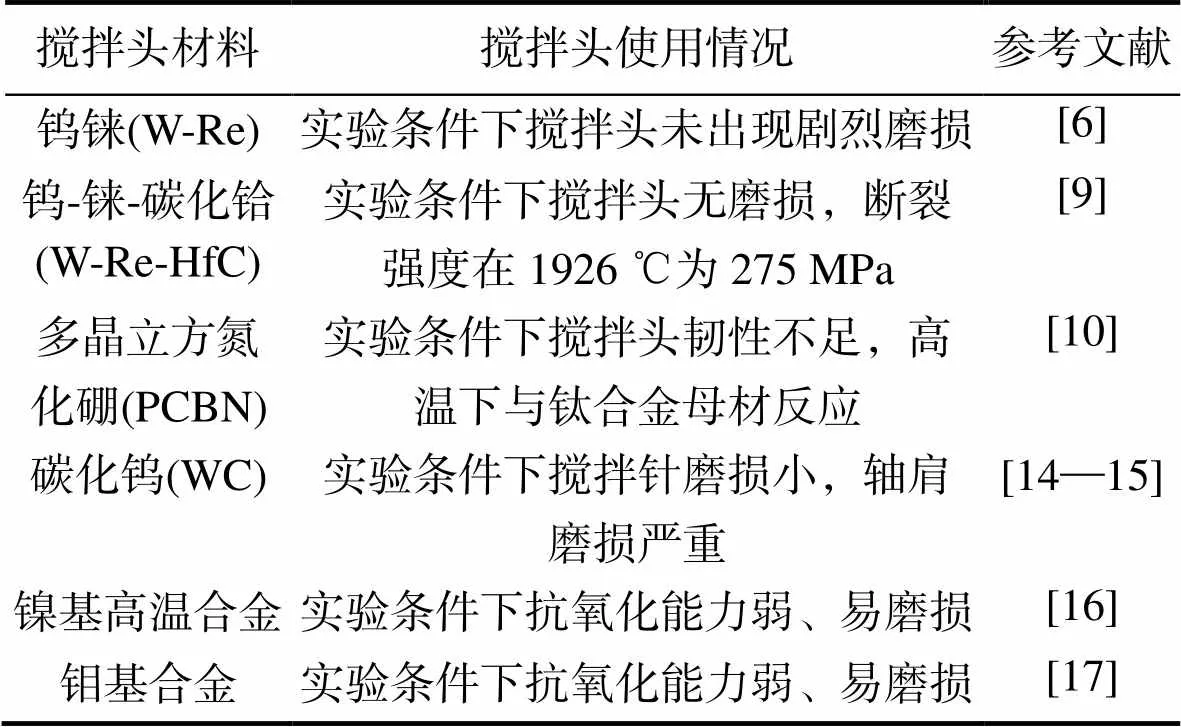
Tab.1 Common materials and application of TC4 titanium alloy FSW tool
W-Re合金因其具有優異的高溫強韌性、耐磨性,成為當前鈦合金FSW最主要的攪拌頭材料之一。W. Gan[6]研究表明,W-25%Re合金在1000 ℃的屈服強度仍有800 MPa,具有較好的高溫耐磨損性能。LI[7]和Zhou[8]采用W-3%Re(質量分數)攪拌頭實現了軋制退火態的TC4鈦板無缺陷焊接。除了在W中添加Re元素以外,還可以添加一定量的HfC增強顆粒,改善攪拌頭焊接使用性能。Thompson[9]對比了W-25%Re和W-20%Re-10%HfC(質量分數)兩種材料的攪拌頭在焊接過程中的表現,結果表明,W-25%Re(質量分數)攪拌頭輕微磨損,而W-20%Re-10%HfC(質量分數)攪拌頭幾乎無磨損,斷裂強度在1926 ℃下仍達到275 MPa。HfC的加入減緩了攪拌頭再結晶速度,細化了晶粒,攪拌頭的耐磨性、高溫強度均有提高。
多晶立方氮化硼(PCBN)具有優異的高溫強度和耐磨性能,是實現鈦合金等高熔點合金FSW常用的攪拌頭材料。PCBN脆性大,在焊接過程中容易發生突然斷裂,并且在長時高溫焊接條件下,也會與鈦合金母材發生化學反應導致磨損加重。Hanke等[10]研究認為,PCBN的粘結劑在高溫下會發生軟化,BN晶粒發生擴散并逐漸溶解在鈦合金母材中,降低其耐磨性能。Zhang[11]采用PCBN攪拌頭后,發現在焊縫頂部表面有PCBN碎片及TiB,同樣說明了PCBN在焊接過程中與鈦合金母材發生了反應。有研究者將PCBN與W-Re合金相結合,制成PCBN/W-Re復合材料制造攪拌頭材料,W-Re的加入有助于提高攪拌頭的韌性,從而減少攪拌頭磨損[12—13]。
FALL[14]使用碳化鎢(WC)作為鈦合金FSW攪拌頭時,發現軸肩邊緣磨損較攪拌針更嚴重,主要是因為軸肩溫度更高,在高溫下容易氧化生成氧化鎢,從而降低其耐磨損性能。Seighalani[15]采用WC作為攪拌針,分別換用高速鋼和鎢作為軸肩后,發現其軸肩磨損依然嚴重。以上說明攪拌頭軸肩比攪拌針的使用環境更加惡劣,對其高溫耐磨性能要求更高。
除了以上材料,鎳基高溫合金、銥合金、鉬基合金等材料也用于制作攪拌頭。謝飛飛[16]采用定向凝固的DZ22鎳基合金制作攪拌頭焊接鈦合金,結果發現,焊縫成形較好,但鎳基合金在高溫下磨損較快,在焊接400 mm后攪拌頭磨損失效。銥合金在高溫下的耐氧化性能、耐磨損性能都較強,比較適合用于制作鈦合金攪拌頭,但加工難度較大,限制了其應用。王快設[17]選用鉬合金制作攪拌頭焊接鈦合金時發現,其高溫易氧化的特性導致焊接過程中磨損嚴重,同樣限制了其應用。
當前攪拌頭材料普遍存在成本高、制備工藝不成熟、焊接鈦合金等高熔點金屬使用壽命短等問題。急需開展低成本、長壽命鈦合金FSW用攪拌頭材料研究。
1.2 攪拌頭結構
攪拌頭由軸肩和攪拌針組成。軸肩的作用是封閉焊縫塑性區域并提供較大的頂鍛力,此外,還通過與焊接工件劇烈摩擦提供焊接所需的主要熱量,因此,軸肩結構對焊縫成形有重要影響。針對鈦合金FSW,軸肩常用的結構有平面形、內凹形和同心圓形,試驗表明,同心圓軸肩結構更有利于材料流動,可避免攪拌摩擦焊根部缺陷,是鈦合金攪拌摩擦焊最主要的軸肩結構[18]。攪拌針的作用是使塑性金屬流動以填充對接間隙形成焊縫,其結構主要有圓柱形、圓錐形和三角錐形[19]。鈦合金攪拌摩擦焊常用的攪拌針結構為圓錐形,其受力面積大,下壓力和摩擦產熱均較圓柱形攪拌針大,焊縫成形質量較好[20]。此外,由于塑性狀態的鈦合金粘性較大,一般不需要在攪拌針表面加工螺紋。
因鈦合金FSW用攪拌頭材料通常為耐高溫合金,成本高、難以加工,故一般采用分體式結構,如圖1a所示。夾持部位采用硬質合金,成本低、加工容易;攪拌頭采用W-Re等耐高溫合金,焊接磨損后可快速拆卸,降低成本。此外,為了解決攪拌頭在焊接高溫條件下氧化、磨損嚴重等問題,對攪拌頭進行了冷卻和氣體保護[21]。ZHOU[22]設計了一種帶有循環冷卻和氣體保護功能的輔助裝置(如圖1b所示),延長了攪拌頭壽命,并獲得了優質接頭。梁永紅[23]也研制了一種攪拌頭水冷保護系統(如圖1c所示),攪拌頭磨損情況得到改善,3 mm厚TC4鈦合金焊接0.5 m后,攪拌頭幾乎無磨損,實現了鈦合金的良好連接。
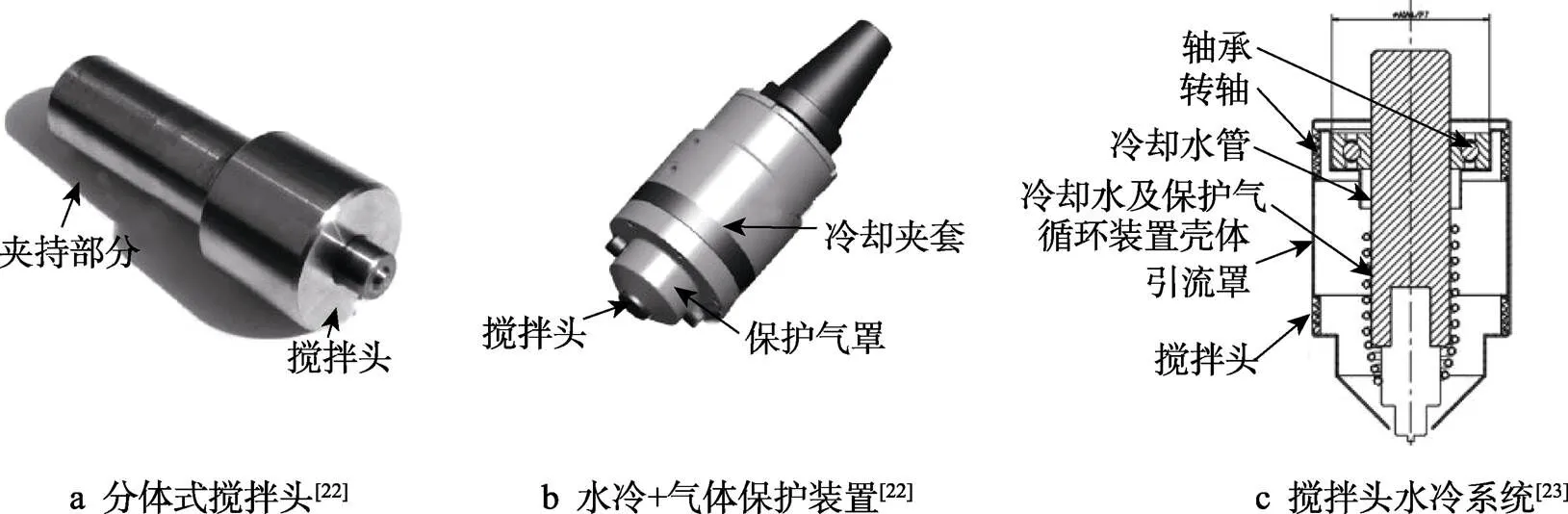
圖1 分體式攪拌頭及保護裝置
2 接頭顯微組織與性能
目前,國內外已有大量關于鈦合金FSW工藝與組織性能關系的文獻報道,其中TC4鈦合金為研究熱點。鈦合金FSW工藝對接頭組織和力學性能影響研究方面。Edwards[24]對TC4鈦合金進行FSW,研究表明,旋轉速度對焊縫峰值溫度影響較大,在較高的旋轉速度下峰值溫度可達到1200 ℃,板厚方向溫度梯度較大,而焊接速度僅影響焊縫在高溫下的作用時間。Edwards和Yoon等[24—25]對TC4鈦合金進行FSW發現,焊縫峰值溫度對接頭組織和抗拉強度有較大影響,當峰值溫度低于相轉變溫度時,此時焊核區為等軸相和片層狀+雙態組織,接頭抗拉強度比母材區高;當峰值溫度高于相轉變溫度時,焊核區可為完全層狀相組織,接頭抗拉強度低于母材,且隨著焊接速度的增大而增大。王月[26]在低于相轉變溫度下進行2.5 mm厚TC4鈦合金FSW,結果表明,隨著攪拌頭轉速從200 r/min降至100 r/min后,焊縫底部的撕裂型缺陷逐漸消失(如圖2所示),接頭抗拉強度系數也由89.5%提升至98.9%。鈦合金熱導率低,在高轉速高熱輸入下,沿板厚方向產生較大的溫度梯度,從而產生較大的焊接拉應力,當焊接拉應力大于材料的抗拉強度時;在焊核區內部產生體積缺陷。Mashinini[27]在不同焊接速度下對3 mm厚TC4鈦合金進行FSW,結果表明,隨著焊接速度增大,接頭抗拉強度逐漸降低;當焊接速度為40 mm/min和120 mm/min時,接頭抗拉強度分別為1040 MPa和1028 MPa,與母材強度相近;當焊接速度增大到200 mm/min時,接頭抗拉強度降至716 MPa,攪拌區出現孔洞缺陷(如圖3所示),主要是熱輸入不夠導致材料流動性較弱,因此產生未焊合缺陷。Kulkarni[28]在不同攪拌頭轉速和焊接速度下對Ti-54MFG/Ti-6242SG異種鈦合金進行FSW研究,結果表明,攪拌摩擦焊可實現異種鈦合金無缺陷連接,接頭強度系數達到母材90%以上,此外,攪拌轉速對接頭強度的影響大于焊接速度。
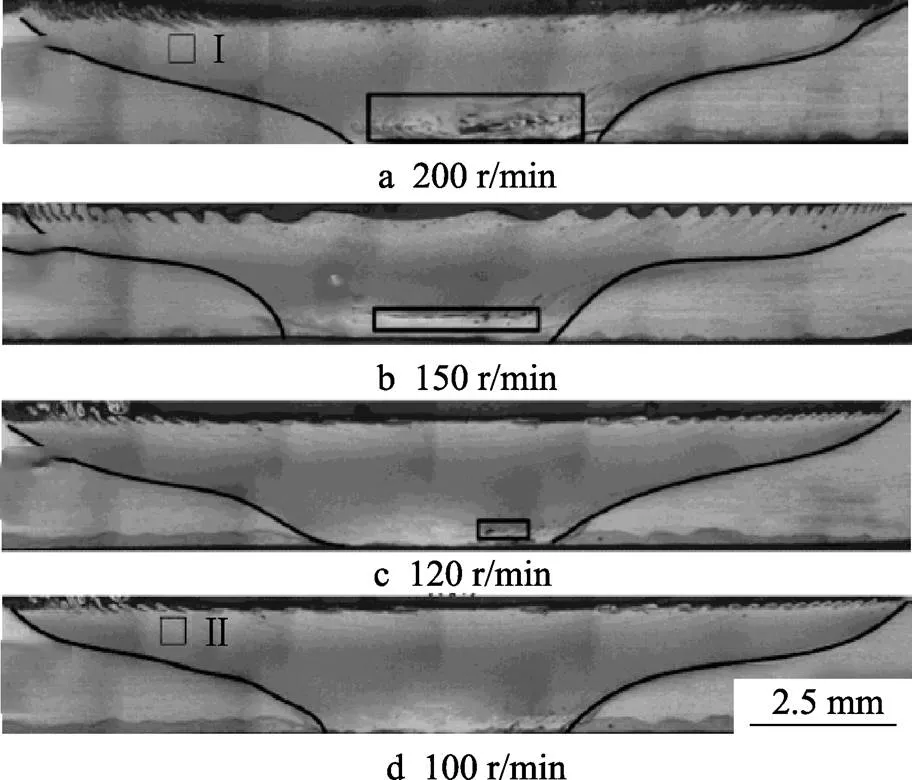
圖2 不同轉速下的橫截面形貌[26]
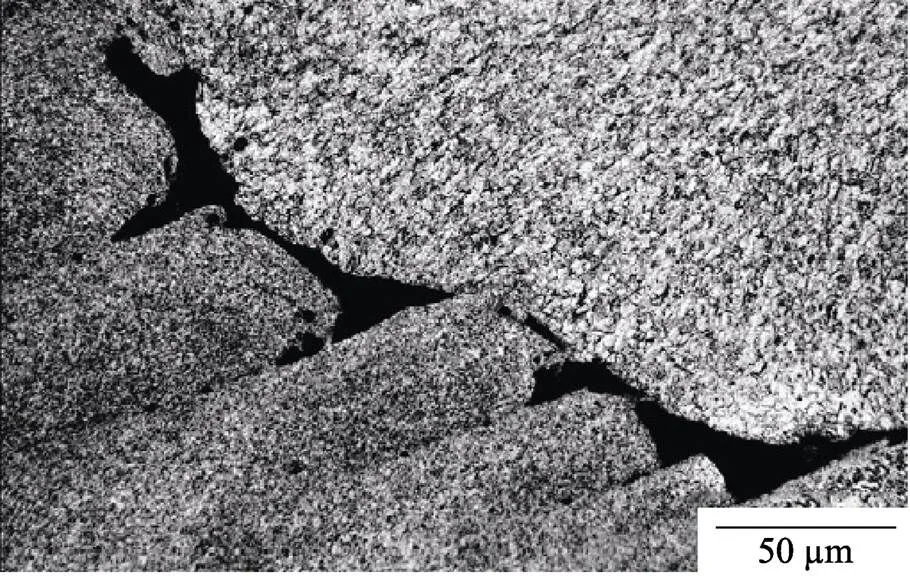
圖3 攪拌區孔洞缺陷[28]
李博[29]對3 mm厚TC4鈦合金進行FSW,圖4為不同工藝參數下TC4鈦合金焊核區顯微硬度分布特征,可以看出,焊核區平均硬度顯著高于母材區;隨著轉速提高硬度有所下降,主要原因是熱輸入增加導致組織粗化程度增加,而焊接速度增大,焊核區硬度先下降后上升,這是相析出比例降低的軟化作用和快速冷卻生成細針狀馬氏體產生內應力的強化作用相互交聯的結果。
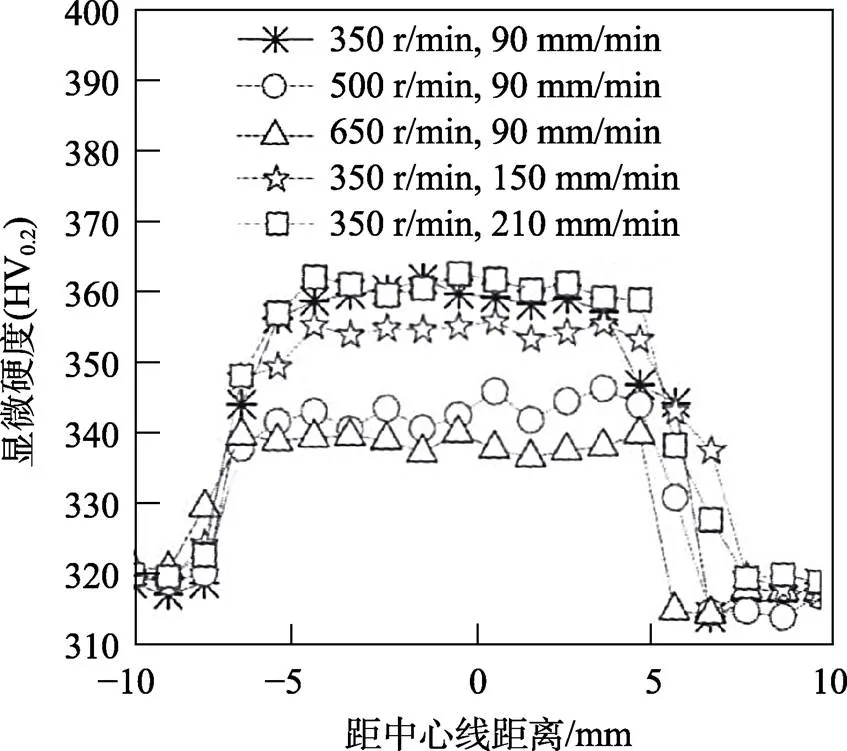
圖4 焊核區水平方向橫截面顯微硬度分布[29]
姬書得[30]對2 mm厚TC4鈦合金板FSW接頭拉伸斷口進行了分析。圖5—6為不同轉速下接頭拉伸斷口形貌,可以看出,沿接頭厚度方向的不同位置分布著不同數量和尺寸的韌窩,均表現為韌性斷裂。通過組織分析觀察到焊縫上表面至下表面中相的尺寸和數量呈先增大后減小的趨勢,散落分布的相在拉伸撕裂中形成韌窩,導致接頭斷面形貌由上表面到下表面變化為平整-粗糙-平整,韌窩尺寸先增大后減小;此外,隨著轉速增加,相尺寸和數量增加,導致韌窩尺寸、深度增大,表現出更好的力學性能。以上研究表明,針對鈦合金FSW,在合理的工藝參數范圍內選擇較小的旋轉速度和焊接速度有利于得到組織均勻、無缺陷、高強度的焊接接頭,接頭強化機制主要是焊后細晶強化和+復相強化。
鈦合金FSW接頭疲勞性能研究方面。Edwards等[31—33]研究TC4鈦合金FSW表明,鈦合金FSW焊接溫度比熔焊低,焊后冷卻速度較慢,接頭組織中相比例較熔焊接頭更多,表現出更好的疲勞性能;此外,熱處理對TC4鈦合金FSW疲勞性能有較大影響,TC4鈦合金FSW焊后接頭疲勞性能約為母材的50%,而對焊縫進行適當熱處理可提升接頭疲勞性能至母材的80%,并且接頭強度和塑性也有較大提升。MA[34]對比了空冷和快冷條件下TC4鈦合金FSW接頭疲勞性能,結果表明,焊后快冷接頭上表面,因接頭峰值溫度和沿厚度方向的溫度梯度降低,接頭組織更加細小均勻,具有較高的疲勞壽命。LIU[35]對2 mm厚TC4鈦合金進行FSW,其接頭疲勞極限強度為640.84 MPa,達到接頭抗拉強度的64.76%,表現出較好的疲勞性能。肖翰林[36]等在轉速為150 r/min、焊接速度為30 mm/min條件下對2 mm厚的TC4鈦合金進行FSW,接頭無內部缺陷,焊核區晶粒細小。接頭的疲勞裂紋萌生于焊件表面軸肩作用區域附近,裂紋經軸肩作用區向下擴展到熱影響區,并瞬斷于焊件背面母材區。疲勞裂紋產生和擴展規律如下:軸肩下壓在表面凹陷區域產生應力集中,同時高溫軸肩作用區存在較大殘余拉應力,因此在軸肩作用區更容易萌生裂紋;此外,焊核區晶粒細小不利于裂紋擴展,因此疲勞斷裂于熱影響區或母材區。
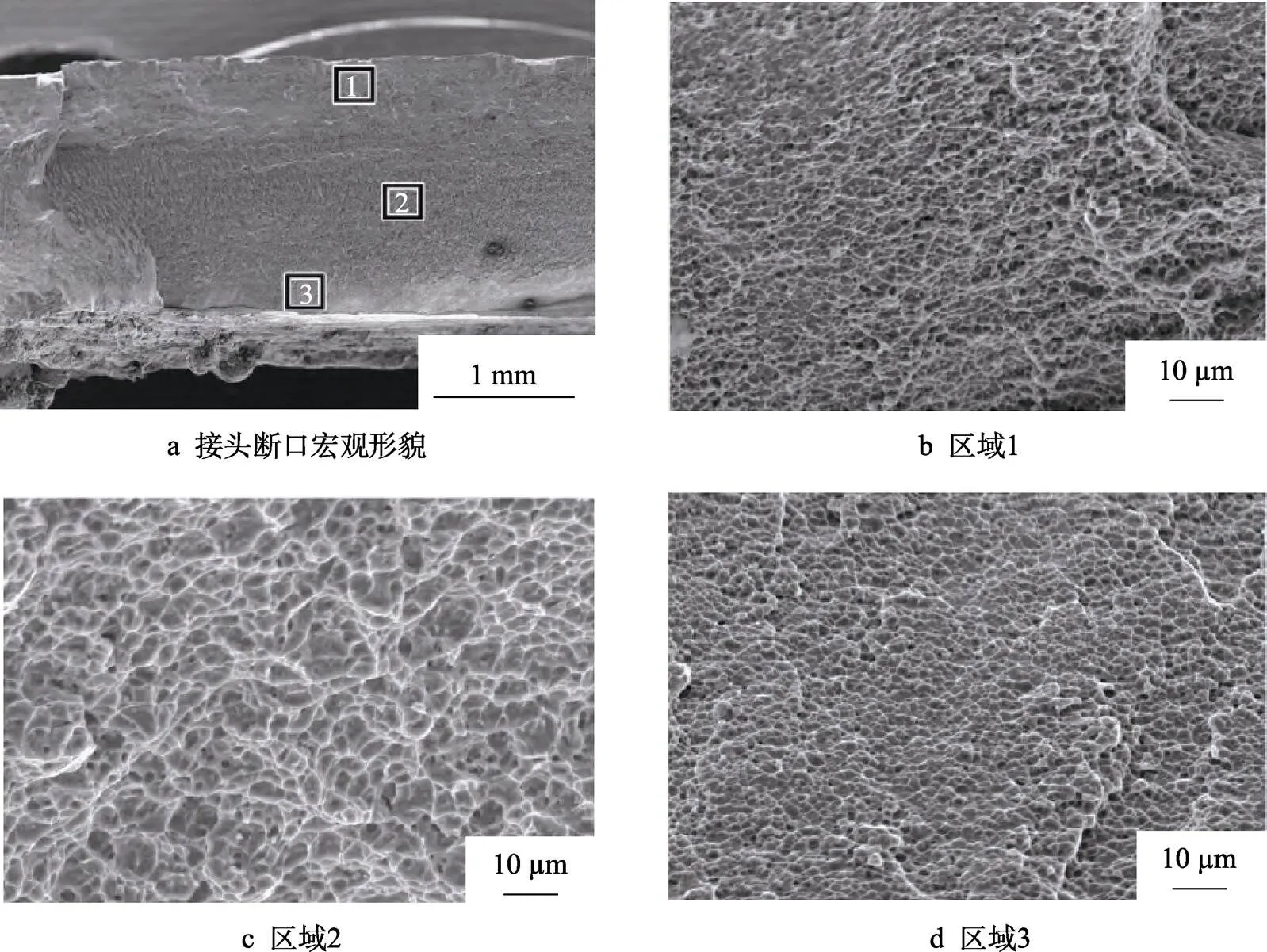
圖5 轉速為300 r/min時TC4鈦合金接頭斷口形貌[30]
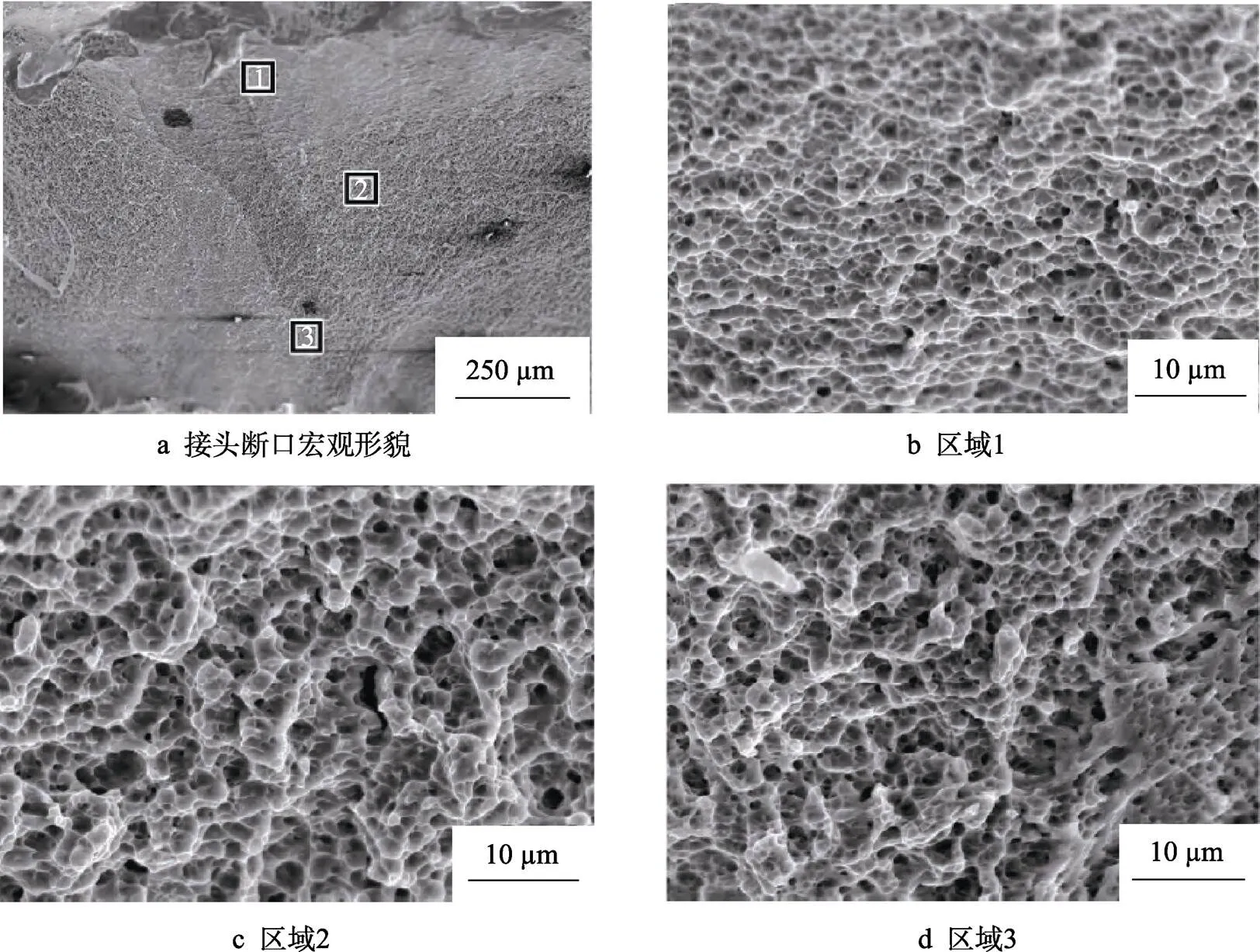
圖6 轉速為350 r/min時TC4鈦合金接頭斷口形貌[30]
輔助工藝對鈦合金FSW接頭組織和性能影響研究方面。為解決鈦合金板材FSW沿厚度方向溫度梯度大,焊縫下部金屬流動性差等問題,國內外廣泛開展了輔助焊接工藝研究。普遍采用增加外部熱源輸入的方法,使板厚方向的熱量均勻分布,降低了攪拌頭端部磨損,避免了接頭下表面因金屬流動不充分而形成未焊合、孔洞等缺陷。常用的復合焊接工藝有激光加熱、電弧加熱、感應加熱、電阻加熱等,但目前關于鈦合金FSW熱源輔助焊接工藝研究的文獻較少,已有文獻中,背部墊板電阻加熱應用于鈦合金FSW相對成熟。JI[37]采用背部墊板加熱方式消除了TC4鈦合金板FSW中的撕裂型缺陷,接頭成形良好,并減少了攪拌頭端部的磨損。輔熱接頭強度與常規接頭相比有所降低,在相同焊接參數條件下(攪拌頭轉速為100 r/min,焊接速度為30 mm/min),兩者接頭抗拉強度系數分別為93.6%和98.9%,主要原因為輔助熱源的引入使接頭晶粒長大。曹文勝[38]對墊板加熱輔助TC4鈦合金FSW進行了數值模擬分析,結果表明,墊板加熱可以起到焊前預熱效果,有利于材料充分流動,減少焊接缺陷,而且還可以提高攪拌頭使用壽命。此外,HanSur Bang等[39]采用鎢極氬弧焊預熱輔助TC4鈦合金與A16061鋁合金異種FSW對接焊,結果表明,鈦/鋁異種接頭焊縫完全焊核,焊核區為細小的再結晶鋁合金和鈦合金顆粒組成的完全混合的復合結構,這是由于預加熱提高了材料流動性,使其產生劇烈塑性變形。接頭抗拉強度為鋁基母材的91%,比相同焊接條件下無預熱FSW提高24%。除了焊接預熱方法,置氫處理也是改善鈦合金FSW接頭組織性能的新途徑。韓玉杰[40]和周利等[41]提出置氫處理可以促進雙相鈦合金發生相向相轉變,增加相比例,從而改善材料的塑性變形能力,為降低鈦合金FSW攪拌頭磨損、改善材料流動不均勻等提供了新的解決途徑。
分析上述鈦合金FSW接頭組織與性能研究的文獻,可以得出:① 不同工藝參數對鈦合金FSW接頭微觀組織影響規律復雜,不易精確控制;② 選擇合適的工藝參數和焊后熱處理工藝,可得到無缺陷、高強度、高疲勞性能的鈦合金FSW接頭,抗拉強度系數可達到99%,疲勞性能達到母材80%以上;③ 采用輔助加熱、置氫等工藝,可改善鈦合金FSW中材料流動性,減少攪拌頭磨損并提高焊縫質量。
3 焊接數值仿真分析
利用Ansys和Abaqus等有限元軟件,建立鈦合金FSW焊接過程中溫度場、應力場、材料流場等多物理場數值模型并對其分析,是當前焊接工藝優化的重要手段之一[42]。
Morisada[43]和Gangwar等[44]采用ANSYS有限元軟件建立TC4鈦合金FSW數值模型,對焊接多物理場進行了模擬,得出了焊接過程中瞬態金屬流動情況、計算應變及應變速率以及鈦合金板溫度場分布情況。圖7為鈦合金攪拌摩擦焊過程中金屬流場和溫度場情況。鈦合金攪拌區溫度分布表現為:前進側溫度略高于后退側,此外,由于鈦合金熱導率較低,焊縫厚度方向上溫度梯度較大,表現為軸肩接觸表面溫度遠高于背面溫度。
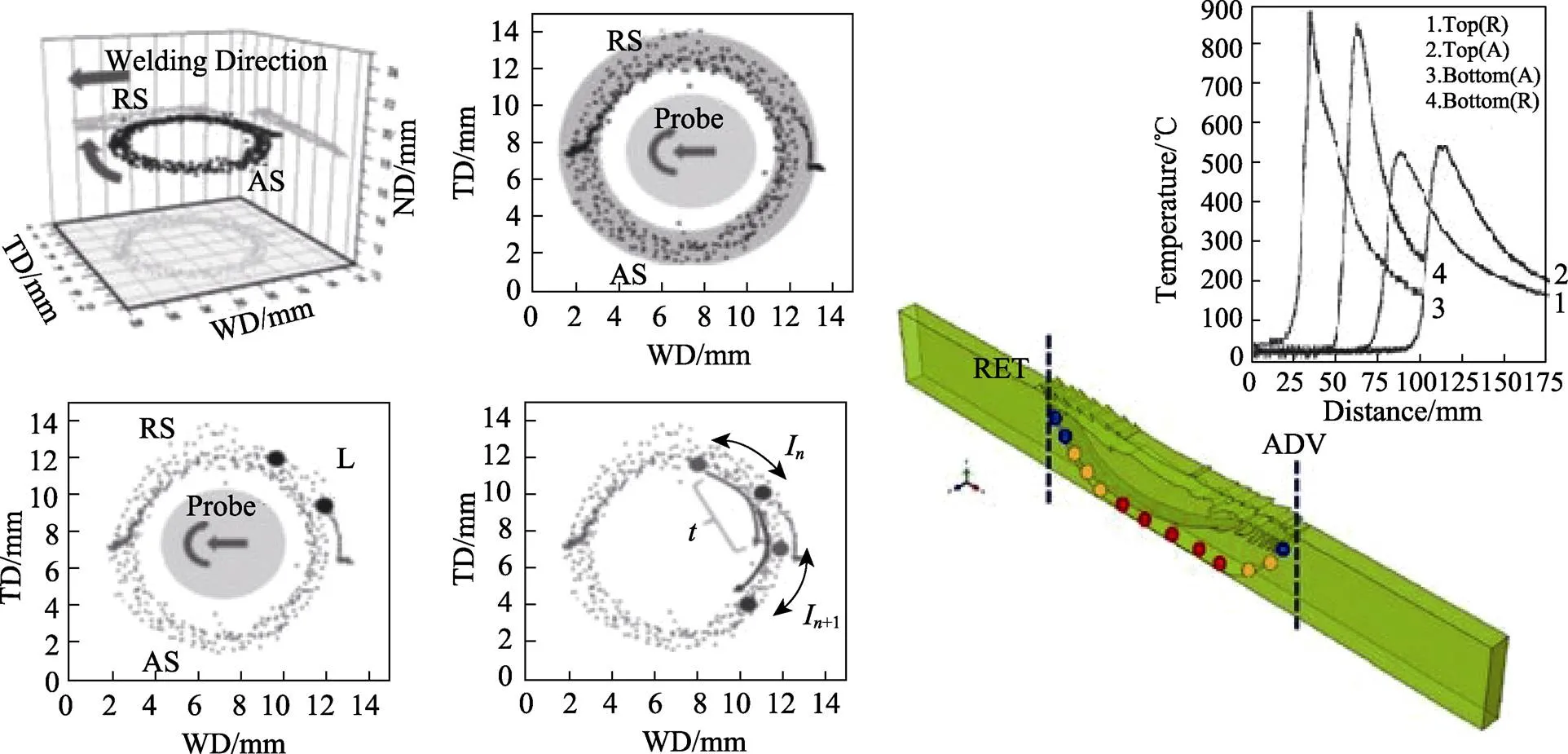
圖7 鈦合金攪拌摩擦焊過程金屬流場和溫度場情況[43—44]
YUE[45]和胡郁等[46]通過建立有限元模型,分析了TC4鈦合金FSW溫度場和應力場,結果表明,焊后攪拌區為高溫度區和高殘余拉應力區,焊接溫度場呈橢圓形狀(如圖8所示),焊縫左右兩側溫度近似對稱分布,縱向寬度相對較窄,熱源前端較熱源后端溫度分布區域更小,并且熱源前端呈現較大的溫度梯度,使熱量對攪拌頭前方材料的預熱程度較小,這是鈦合金與鋁、鎂合金等高熱導率材料溫度場的顯著區別;殘余拉應力沿焊縫橫向呈雙峰型分布,在攪拌區邊緣出現殘余拉應力峰值;接頭Mises等效應力峰值隨攪拌頭旋轉速度增大和焊接速度減小呈上升趨勢。哈爾濱工業大學王小英[47]使用DEFORM-3D建立了鈦合金攪拌摩擦焊的材料流動模型(如圖9所示),仿真結果發現,攪拌頭周圍材料流動呈漏斗狀,不與焊縫中心對稱,材料流動速度隨著離焊縫中心距離的增加成線性增加,材料流動能力隨著焊縫深度的增加逐漸越弱。LIU[48]還研究發現攪拌區內的材料流場沿焊接方向前進側傾斜約10°。
Sahlot[49]基于三維傳熱與材料流動(HTMF)建立了鈦合金FSW攪拌頭磨損數值模型(如圖10所示)。結果顯示,攪拌針尖端處磨損量比軸肩附近大,與中心相比,尖端外圍應力更大,磨損更嚴重。此外,攪拌針磨損隨轉速的增加而增加,隨焊接速度的增加而減小。
開展焊接過程數值仿真研究可以為鈦合金FSW工藝優化提供一定的理論依據,通過焊接參數匹配、輔助工藝控制等方式對鈦合金焊件的溫度場、材料流動等進行調控,從而實現接頭組織和性能優化。
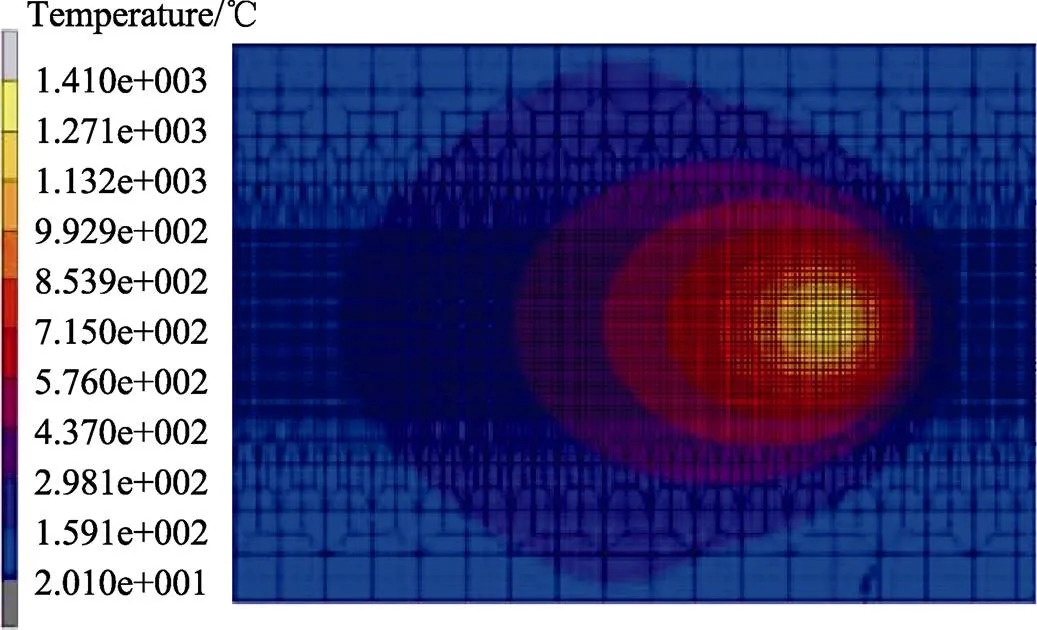
圖8 攪拌摩擦焊三維瞬態溫度場分布[46]
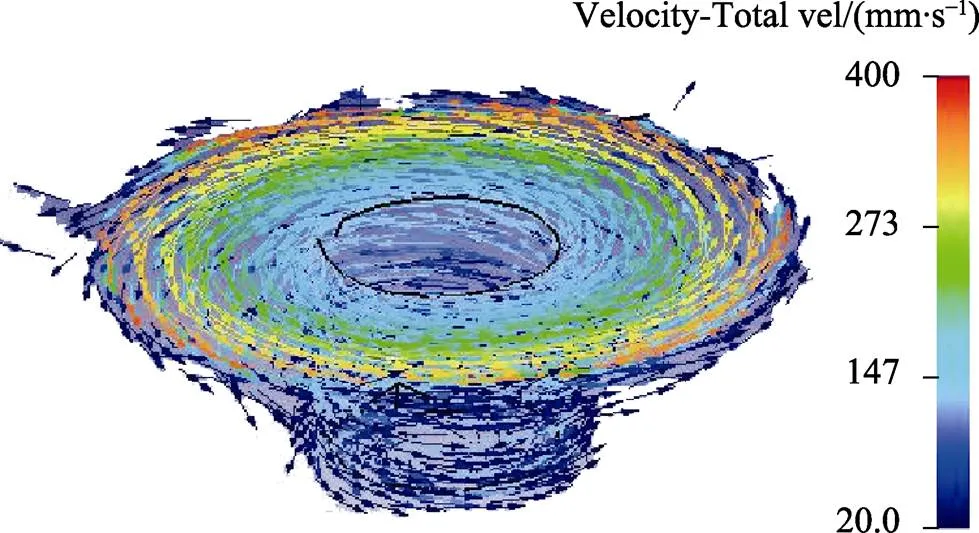
圖9 攪拌摩擦焊溫度場模擬仿真[47]
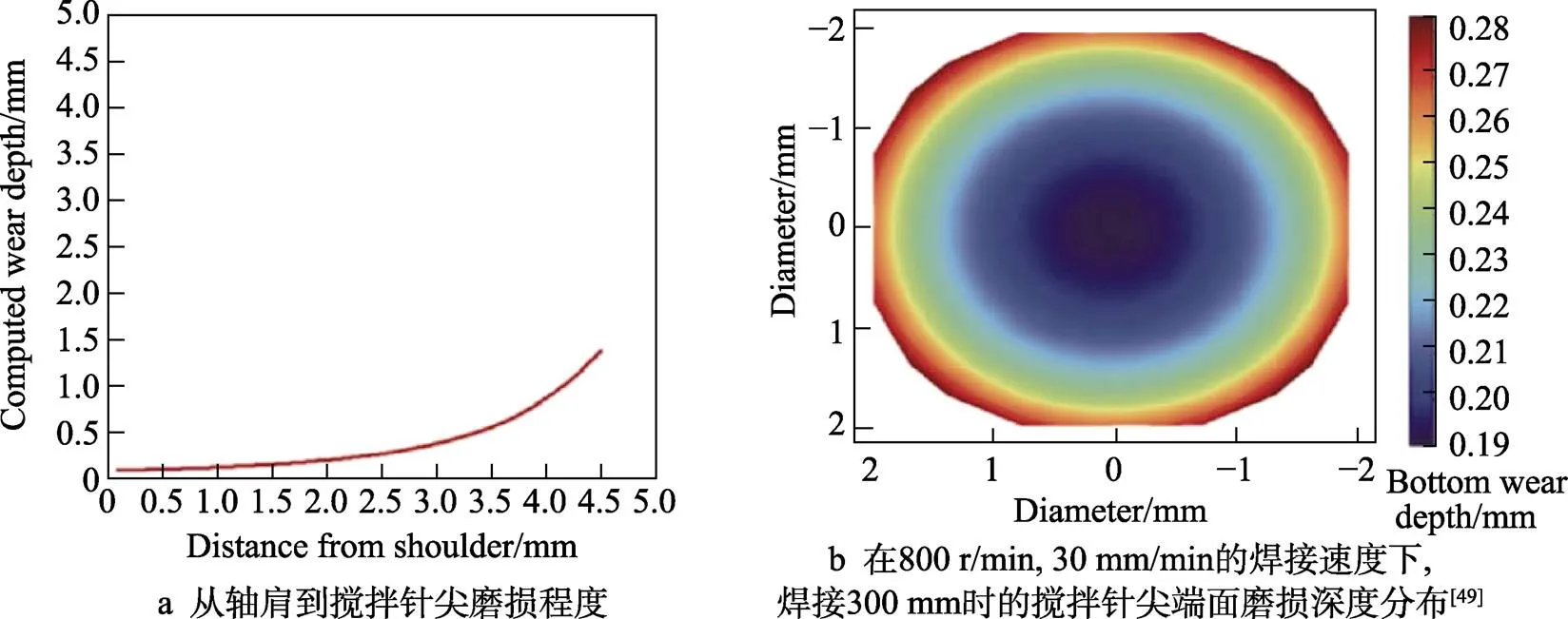
圖10 攪拌頭磨損數值模擬[49]
4 結語
針對高性能輕量化構件對鈦合金焊接技術的迫切需求,國內外從攪拌頭材料和結構設計、工藝優化、數值仿真等方面開展了鈦合金攪拌摩擦焊技術研究,取得了大量研究成果,驗證了攪拌摩擦焊在鈦合金構件中的應用潛力。但鈦合金FSW還存在一些關鍵共性技術未得到解決,限制了其規模化工程應用。為提高鈦合金FSW技術成熟度,還需從以下方面開展深入研究:① 研制低成本、高溫高強高耐磨攪拌頭材料,優化結構設計,制備出鈦合金用長壽命攪拌頭;② 開展焊接過程中多物理場耦合表征技術研究,通過數值仿真實現工藝參數匹配,并結合輔助工藝等精確調控接頭顯微組織狀態,實現鈦合金FSW高質量可靠連接。
[1] MENG Xiang-chen, HUANG Yong-xian, CAO Jian, et al. Recent Progress on Control Strategies for Inherent Issues in Friction Stir Welding[J]. Progress in Materials Science, 2021, 115: 1—74.
[2] 計鵬飛, 張振, 趙光輝, 等. 攪拌摩擦焊攪拌頭的研究進展[J]. 宇航材料工藝, 2020, 50(3): 11—16. JI Peng-fei, ZHANG Zhen, ZHAO Guang-hui, et al. Research Progress of FSW Tool[J]. Aerospace Material Technology, 2020, 50(3): 11—16.
[3] RAI R, DE A, BHADESHIA H K D H, et al. Review: Friction Stir Welding Tools[J]. Science and Technology of Welding and Joining, 2011, 16(4): 325—342.
[4] MIYAZAWA T, IWAMOTO Y, MARUKO T, et al. Development of High Strength Ir Based Alloy Tool for Friction Stir Welding[J]. Science and Technology of Welding and Joining, 2012, 17(3): 213—218.
[5] VIVEK C M, MANIKANDAN S P, KESAVAN J. A Review on Friction Stir Welding of Titanium Alloys[J]. Indian J Sci Res, 2017, 14(1): 244—247.
[6] GAN W, LI Z T, KHURANA S. Tool Materials Selection for Friction Stir Welding of L80 Steel[J]. Science and Technology of Welding and Joining, 2007, 12(7): 610—613.
[7] LI H B, JIANG Z H, FENG H, et al. Microstructure, Mechanical and Corrosion Properties of Friction Stir Welded High Nitrogen Nickel-Free Austenitic Stainless Steel[J]. Materials and Design, 2015, 84(5): 291—299.
[8] ZHOU L, LIU H J, LIU Q W. Effect of Process Parameters on Stir Zone Microstructure in Ti-6Al-4V Friction Stir Welds[J]. Journal of Materials Science, 2010, 45(1): 39—45.
[9] THOMPSON B, BABU S S. Tool Degradation Characterization in the Friction Stir Welding of Hard Metals[J]. Welding Journal, 2010, 89(12): 256—261.
[10] HANKE S, LEMOS G V B, BERGMANN L, et al. Degradation Mechanisms of PCBN Tool Material during Friction Stir Welding of Ni-Base Alloy 625[J]. Wear, 2017, 376/377: 403—408.
[11] ZHANG Y, SATO Y S, KOKAWA H, et al. Stir Zone Microstructure of Commercial Purity Titanium Friction Stir Welded Using PCBN Tool[J]. Materials Science and Engineering A-Structural Materials Properties Microstructure and Processing, 2008, 488(1/2): 25—30.
[12] ALMANZA C E, PEREZ L M J, STEEL R, et al. Evaluation of Mechanical Properties of 304L and 316L Stainless Steels Friction Stir Welded[J]. JAMA: Jama the Journal of the American Medical Association, 2011, 244(13): 1501—1502.
[13] MILES M P, RIDGES C S, HOVANSKI Y, et al. Impact of Tool Wear on Joint Strength in Friction Stir Spot Welding of DP980 Steel[J]. Science and Technology of Welding and Joining, 2013, 16(7): 642—647.
[14] FALL A, FESHARAKI M H, KHODABANDEH A R, et al. Tool Wear Characteristics and Effect on Microstructure in Ti-6Al-4V Friction Stir Welded Joints[J]. Metals, 2016, 6(11): 275.
[15] SEIGHALANI K R, GIVI M K B, NASIRI A M, et al. Investigations on the Effects of the Tool Material, Geometry, and Tilt Angle on Friction Stir Welding of Pure Titanium[J]. Journal of Materials Engineering and Performance, 2010, 19(7): 955—962.
[16] 謝飛飛. TC4鈦合金攪拌摩擦焊接頭組織與性能研究[D]. 南昌: 南昌航空大學, 2012. XIE Fei-fei. Research on Microstructure and Properties of Friction Stir Welded Joint of TC4 Titanium Alloy[D]. Nanchang: Nanchang Hangkong University, 2012.
[17] 王快社, 張小龍, 沈洋, 等. TC4鈦合金攪拌摩擦焊連接組織形貌研究[J]. 稀有金屬材料與工程, 2008, 37(11): 2045—2048. WANG Kuai-she, ZHANG Xiao-long, SHEN Yang, et al. Study on Microstructure and Morphology of TC4 Titanium Alloy Friction Stir Welding[J]. Rare Metal Materials and Engineering, 2008, 37(11): 2045—2048.
[18] 張利國, 孟慶國, 姬書得, 等. 軸肩結構對攪拌摩擦焊過程中材料流動的影響[J]. 材料科學與工藝, 2012, 20(3): 99—102. ZHANG Li-guo, MENG Qing-guo, JI Shu-de, et al. Effect of Shoulder Structure on Material Flow in Friction Stir Welding[J]. Materials Science and Technology, 2012, 20(3): 99—102.
[19] 邵帥, 黃永德, 陳玉華. 鈦合金攪拌摩擦焊攪拌頭研究現狀[J]. 精密成形工程, 2019, 11(5): 115—122. SHAO Shuai, HUANG Yong-de, CHEN Yu-hua. Research Status of Friction Stir Welding Tool for Titanium Alloy[J]. Journal of Netshape Forming Engineering, 2019, 11(5): 115—122.
[20] BRASSINGTON W D P, COLEGROVE P A. Alternative Friction Stir Welding Technology for Titanium-6Al-4V Propellant Tanks within the Space Industry[J]. Science and Technology of Welding and Joining, 2017, 22(4): 300—318.
[21] MIRONOV S, SATO Y S, KOKAWA H. Friction-Stir Welding and Processing of Ti-6Al-4V Titanium Alloy: A Review[J]. Journal of Materials Science and Technology, 2018, 34(1): 58—72.
[22] ZHOU L, LIU H J, LIU Q W. Effect of Rotation Speed on Microstructure and Mechanical Properties of Ti-6Al-4V Friction Stir Welded Joints[J]. Materials and Design, 2010, 31(5): 2631—2636.
[23] 梁永紅, 邵帥, 張翔, 等. 鈦合金攪拌摩擦焊焊具水冷系統設計與研究[J]. 精密成形工程, 2019, 11(5): 123—126. LIANG Yong-hong, SHAO Shuai, ZHANG Xiang, et al. Design and Research on Water Cooling System of Friction Stir Welding Tool for Titanium Alloy[J]. Journal of Netshape Forming Engineering, 2019, 11(5): 123—126.
[24] EDWARDS P, RAMULU M. Peak Temperatures during Friction Stir Welding of Ti-6Al-4V[J]. Science and Technology of Welding and Joining, 2010, 15(6): 468—472.
[25] YOON S, UEJI R, FUJII H. Effect of Rotation Rate on Microstructure and Texture Evolution during Friction Stir Welding of Ti6Al4V Plates[J]. Materials Characterization, 2015, 106: 352—358.
[26] 王月, 姬書得, 李政瑋, 等. 低于相相變溫度時TC4鈦合金攪拌摩擦焊接頭的成形及拉伸性能[J]. 中國有色金屬學報, 2018, 28(2): 260—265. WANG Yue, JI Shu-de, LI Zheng-wei, et al. Forming and Tensile Properties of Friction Stir Welded Joint of TC4 Titanium Alloy belowPhase Transformation Temperature[J]. Chinese Journal of Nonferrous Metals, 2018, 28(2): 260—265.
[27] MASHININIA P M, DINAHARANB I, SELVAMA J D R, et al. Microstructure Evolution and Mechanical Characterization of Friction Stir Welded Titanium Alloy Ti-6Al-4V Using Lanthanated Tungsten Tool[J]. Materials Characterization, 2018, 139: 328—336.
[28] KULKARNI N, RAMULU M. Experimental Study of Mechanical Performance in Friction Stir Welded Dissimilar Titanium Alloys[M]. Experimental and Applied Mechanics, 2016, 4: 165—171.
[29] 李博, 沈以赴, 胡偉葉. TC4鈦合金攪拌摩擦焊微觀組織特征及影響[J]. 河北科技大學學報, 2016, 37(1): 20—25. LI Bo, SHEN Yi-fu, HU Wei-ye. Microstructure Characteristics and Influence of Friction Stir Welding of TC4 Titanium Alloy[J]. Journal of Hebei University of Science and Technology, 2016, 37(1): 20—25.
[30] 姬書得, 溫泉, 馬琳, 等. TC4鈦合金攪拌摩擦焊厚度方向的顯微組織[J]. 金屬學報, 2015, 51(11): 1391—1399. JI Shu-de, WEN Quan, MA Lin, et al. Microstructure of Thickness Direction of TC4 Titanium Alloy Stir Friction Welding [J]. Acta Metallurgica Sinica, 2015, 51(11): 1391—1399.
[31] EDWARDS P, RAMULU M. Fatigue Performance of Friction Stir Welded Ti-6Al-4V Subjected to Various Post Weld Heat Treatment Temperatures[J]. International Journal of Fatigue, 2015, 75: 19—27.
[32] EDWARDS P, RAMULU M. Identification of Process Parameters for Friction Stir Welding Ti6Al4V[J]. Journal of Engineering Materials and Technology, 2010, 132(3): 61—78.
[33] EDWARDS P, RAMULU M. Comparative Study of Fatigue and Fracture in Friction Stir and Electron Beam Welds of 24 mm Thick Titanium Alloy Ti-6Al-4V[J]. Fatigue and Fracture of Engineering Materials and Structures, 2016, 39(10): 1—15.
[34] MA Z W, WANG Y, JI S D, et al. Fatigue Properties of Ti-6Al-4V Alloy Friction Stir Welding Joint Obtained Under Rapid Cooling Condition[J]. Journal of Manufacturing Processes, 2018, 36: 238—247.
[35] LIU Z L, WANG Y, JI S D, et al. Fatigue Properties of Ti-6Al-4V Titanium Alloy Friction Stir Welding Joint[J]. Journal of Materials Engineering and Performance, 2018, 27: 4308—4316.
[36] 肖翰林, 岳玉梅, 王月, 等. TC4鈦合金攪拌摩擦焊接頭的疲勞性能[J]. 熱加工工藝, 2016, 45(11): 194—196. XIAO Han-lin, YUE Yu-mei, WANG Yue, et al. Fatigue Properties of Friction Stir Welded Joints of TC4 Titanium Alloy[J]. Hot Working Technology, 2016, 45(11): 194—196.
[37] JI S D, LI Z W, WANG Y, et al. Joint Formation and Mechanical Properties of Back Heating Assisted Friction Stir Welded Ti-6Al-4V Alloy[J]. Materials and Design, 2017, 113: 37—46.
[38] 曹文勝, 趙亮. TC4鈦合金攪拌摩擦焊接新工藝及計算機仿真分析[J]. 鑄造技術, 2016, 37(4): 774—777. CAO Wen-sheng, ZHAO Liang. New Friction Stir Welding Process and Computer Simulation Analysis of TC4 Titanium Alloy[J]. Foundry Technology, 2016, 37(4): 774—777.
[39] BANG H S, BANG H S, SONG H J, et al. Joint Properties of Dissimilar Al6061-T6 Aluminum Alloy/Ti-6%Al- 4%V Titanium Alloy by Gas Tungsten Arc Welding Assisted Hybrid Friction Stir Welding[J]. Materials and Design, 2013, 51: 544—551.
[40] 韓玉杰, 王耀奇, 侯紅亮, 等. 置氫TC16鈦合金微觀組織與變形行為[J]. 稀有金屬材料與工程, 2017, 46(S1): 51—55. HAN Yu-jie, WANG Yao-qi, HOU Hong-liang, et al. Microstructure and Deformation Behavior of Hydrogenated TC16 Titanium Alloy[J]. Rare Metal Materials and Engineering, 2017, 46(S1): 51—55.
[41] 周利, 劉會杰. 臨時合金元素氫對TC4鈦合金攪拌摩擦焊接頭微觀組織和力學性能的影響[J]. 稀有金屬材料與工程, 2013, 42(3): 500—506. ZHOU Li, LIU Hui-jie. Effect of Hydrogen as a Temporary Alloying Element on Microstructure and Mechanical Properties of TC4 Titanium Alloy Friction Stir Welded Joints[J]. Rare Metal Materials and Engineering, 2013, 42(3): 500—506.
[42] ZHANG Z, TAN Z J. A Multi Scale Strategy for Simulation of Microstructural Evolutions in Friction Stir Welding of Duplex Titanium Alloy[J]. High Temperature Materials and Processes, 2019(38): 485—497.
[43] MORISADA Y, IMAIZUMI T, FUJII H. Determination of Strain Rate in Friction Stir Welding by Three-Dimen- sional Visualization of Material Flow Using X-Ray Radiography[J]. Scripta Materialia, 2015, 106: 57—60.
[44] GANGWAR K, RAMULU M. Friction Stir Welding of Titanium Alloys: A Review[J]. Materials and Design, 2018, 141: 230—255.
[45] YUE Y M, WEN Q, JI S D, et al. Effect of Temperature Field on Formation of Friction Stir Welding Joints of Ti-6Al-4V Titanium Alloy[J]. High Temperature Materials and Processes, 2017, 36(7): 733—739.
[46] 胡郁, 孔建. 高熔點鈦合金攪拌摩擦焊接的熱力耦合計算機數值模擬[J]. 鋼鐵釩鈦, 2016, 37(1): 65—71. HU Yu, KONG Jian. Thermo Mechanical Coupled Nnumerical Simulation of Friction Stir Welding of High Melting Point Titanium Alloy[J]. Vanadium and Titanium in Iron and Steel, 2016, 37(1): 65—71.
[47] 王小英. TC4鈦合金攪拌摩擦焊流場及動態再結晶過程數值模擬[D]. 哈爾濱: 哈爾濱工業大學, 2012. WANG Xiao-ying. Numerical Simulation of Flow Field and Dynamic Recrystallization Process in Friction Stir Welding of TC4 Titanium Alloy[D]. Harbin: Harbin Institute of Technology, 2012.
[48] LIU H H, FUJII H. Microstructural and Mechanical Properties of a Beta-Type Titanium Alloy Joint Fabricated by Friction Stir Welding[J]. Materials Science and Engineering A, 2018, 711: 140—148.
[49] SAHLOT P, ARORA A. Numerical Model for Prediction of Tool Wear and Worn-Out Pin Profile during Friction Stir Welding[J]. Wear, 2018, 408/409: 96—107.
Research Status of Friction Stir Welding of Titanium Alloy
ZHANG Zhi-feng1, LIU Zheng-tao2, XIE Xi-ming3, XIONG Si-yong1, YANG Hong-fa1, YAO Li-xuan1
(1. Key Laboratory of Reactor System Design Technology, Nuclear Power Institute of China, Chengdu 610213, China; 2. No.59 Research Institute of China Ordnance Industry, Chongqing 400039, China; 3. R & D Center of Reliability Engineering Technology, Design Institute of Nuclear Power Institute of China, Chengdu 610213, China)
Friction stir welding (FSW) has become a research hot spot of titanium alloy welding technology. In this paper, the research status of FSW of titanium alloy at home and abroad is reviewed from the aspects of materials and structures design of FSW tool, relationships between process and microstructure and properties, numerical simulation of welding process, etc. According to the existing research results, FSW is an effective way to realize the high strength and reliable connection of titanium alloy. Selecting appropriate welding parameters and post weld heat treatment process can obtain high-quality titanium alloy welded joints; however, due to the lack of research and development of high temperature, high strength and high wear resistance FSW tool for titanium alloy, as well as the lack of research on multi-physical field characterization technology, numerical simulation and auxiliary welding process, its research progress and application are limited.
friction stir welding; titanium alloy; present situation and prospect
10.3969/j.issn.1674-6457.2021.03.024
TG453+.9
A
1674-6457(2021)03-0179-09
2021-04-19
張智峰(1985—),男,碩士,高級工程師,主要研究方向為核動力總體設計。
劉正濤(1994—),男,碩士,助理工程師,主要研究方向為攪拌摩擦焊和慣性摩擦焊等固相焊接技術。
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
科技傳播(2019年22期)2020-01-14 03:06:54
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39