紡織品服裝折卷邊車縫工藝研究與應用
2021-06-06 07:03:14陳娟李莉朱芳
國際紡織導報 2021年12期
關鍵詞:工藝
陳 娟 李 莉 朱 芳
江西服裝學院 服裝工程學院(中國)
“中國制造2025”強調,在重點領域試點建設智能工廠/數字化車間,加快人機智能交互、工業機器人、智能物流管理、增材制造等技術和裝備在生產過程中的應用,促進制造工藝的仿真優化、數字化控制、狀態信息實時監測和自適應控制。生產設備數字化控制、狀態信息實時監測和自適應控制是智能工廠、數字化車間的重要組成部分[1]。在實現數字化、智能化生產方面,服裝行業較其他行業相對落后,雖有少部分服裝企業在發展智能化生產運用方面取得了一定的成效,但大部分服裝企業還停留在較傳統的生產模式中。無論采用何種方法治理企業,都應該立足于企業自身實際,從改進加工工藝著手,努力提升競爭力,保持企業生命力[2-3]。本文以紡織品服裝折卷邊工藝為例,通過實時監測,對企業生產中折卷邊工藝標準不統一、質量不穩定、工藝操作欠規范等現實問題加以研究和分析。改進后的折卷邊工藝有利于建立標準工序,同時對優化流水線起著重要作用。
1 折卷邊車縫工藝的介紹
折卷邊是一種常見的防止面料邊沿紗線松散的車縫工藝。在紡織品中常見的折卷邊車縫工藝部位有床單的四周縫邊、窗簾的兩側與下擺縫邊、枕套荷葉邊與枕芯的入口處等,服裝中常見的部位有下擺、袖口等。
——折卷邊車縫工藝步驟。操作之前要熟知工藝單,并掌握卷邊量與折邊量,面料反面朝上將布邊卷入折邊內,扣在面料上,車縫的一般卷邊量要小于折邊量,將折卷好的一端伸入縫紉機壓腳,邊車縫,邊兩手配合折卷,直至車縫完成。圖1所示為折卷邊展開圖。
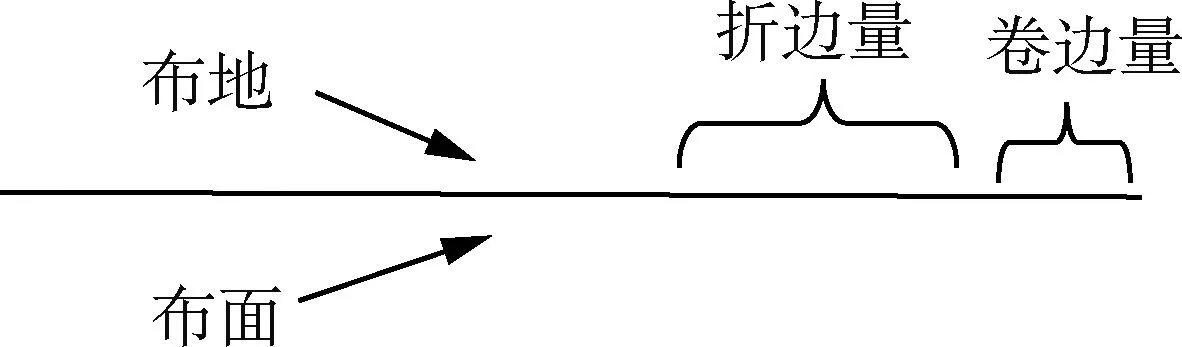
圖1 折卷邊展開圖
——折卷邊工藝要求。折卷邊工藝要求卷邊與折邊寬度保持一致,車縫緝線順直自然,折卷邊沿平順無起浪、起皺的現象出現。如圖2所示為折卷邊截面圖。
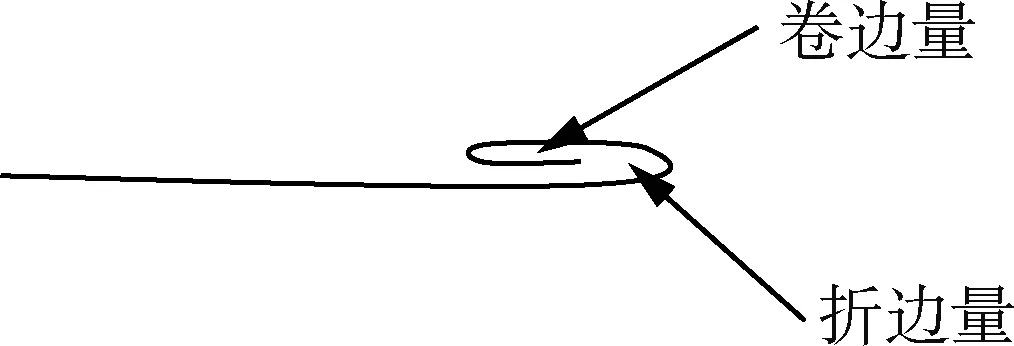
圖2 折卷邊截面圖
——折卷邊工藝難度。在折卷邊距離長的情況下,車速控制得好的操作者可以邊調整手勢邊控制卷邊量和折邊量。同時在手勢管轄范圍內對裁片進行調整以保障車縫連貫性,操作者通常要車縫一段后停頓下來調整手勢再進行車縫。與此同時,操作者還要處理好因布邊的弧度而造成的吃勢或張力,否則會出現布邊起皺、起浪的現象[4]。圖3所示為正面折卷邊成品圖。
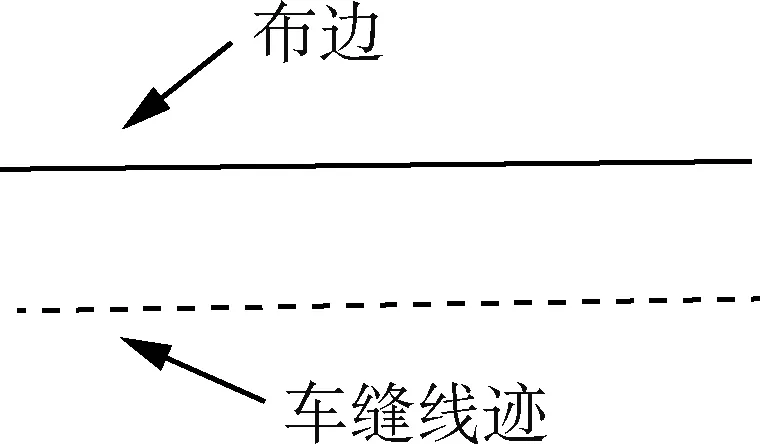
圖3 正面折卷邊成品圖
2 折卷邊車縫工藝在服裝生產流水線中存在的主要問題
折卷邊車縫工藝在服裝生產中是一道較基礎又常見的車縫工藝,在企業生產流水線中通常分配給C級工藝技術水平的員工。C級的員工在級別上為車縫初級工,一般承擔合縫、包邊縫、折卷邊縫、三線碼邊等簡單的車縫工藝。雖然折卷邊車縫是基礎工藝,但對于初級車縫操作者而言,批量生產流水線上難免也會出現因技術水平不達標而造成質量不良的現象,主要問題如下所述。
——折卷邊工藝標準不一。由于批量生產流水線中,并非是由一位技術工單獨完成所有的折卷邊工藝的,加之操作方法也沒有經過統一培訓,員工們做法各異,造成制作工藝時間不同,工藝標準不一。
——質量不穩定。受員工技能水平良莠不齊的影響,在折卷邊加工工藝過程中,由于操作手勢不同、制作標準不同,產品的質量也會出現有好有劣、時好時壞等不穩定情況。
——生產流水線中易產生瓶頸工序。生產流水線中任何一個環節不順暢,都必然會影響標準工時的制定,降低生產效率,成為生產流水線上的瓶頸工序,制約生產流水線的產能[5-6]。
3 常規折卷邊車縫工藝試驗測試與分析
3.1 常規折卷邊車縫方法
由于折卷邊車縫工藝簡單易上手,在企業中稍加培訓就可以上手操作,因此沒有被特別關注,但是從成品返工率來看,折卷邊的漏針、毛邊、蛇行、寬窄不一等工藝質量問題屢見不鮮。為了提高產品質量和生產效率,本文收集了常見的幾種不同折卷邊操作方式并進行分析,歸納其中較常見又突出的兩種折卷邊操作方式并進行測試,結合縫制工藝生產的特點分析操作時間、動作瓶頸、易產生的質量問題等,重點分析折卷邊車縫工藝,并制定工藝標準[7]。
3.2 常見折卷邊車縫工藝操作步驟
3.2.1 手勢A操作步驟
手勢A操作步驟如下:右手先折卷成型起針,左手中指與食指控制按壓折卷好的位置,防止折卷量變形,右手在左手下方保持卷折動作,大拇指負責折卷量,食指在上保持著輕微按壓折邊的手勢。通過左、右手的配合保持勻速車縫。手勢A操作示例如圖4所示。
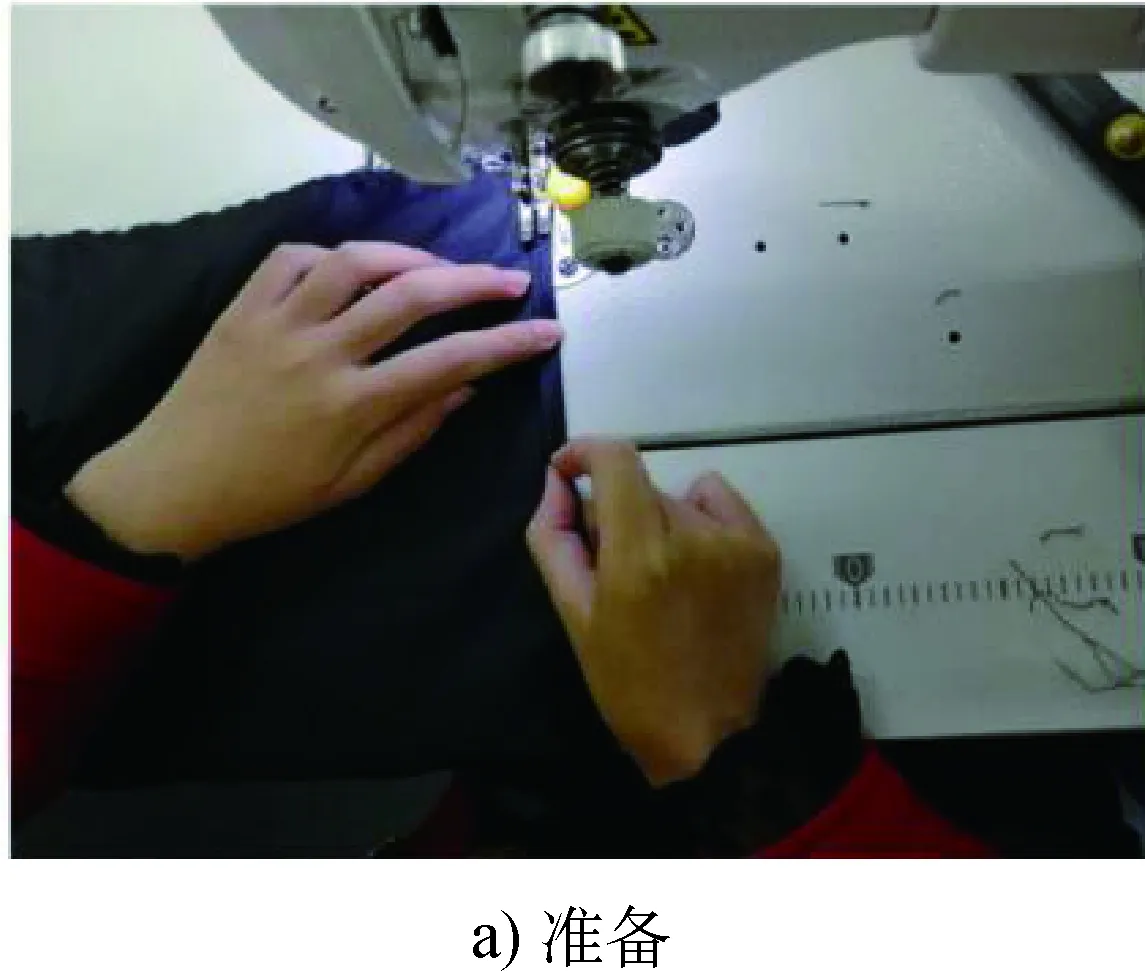

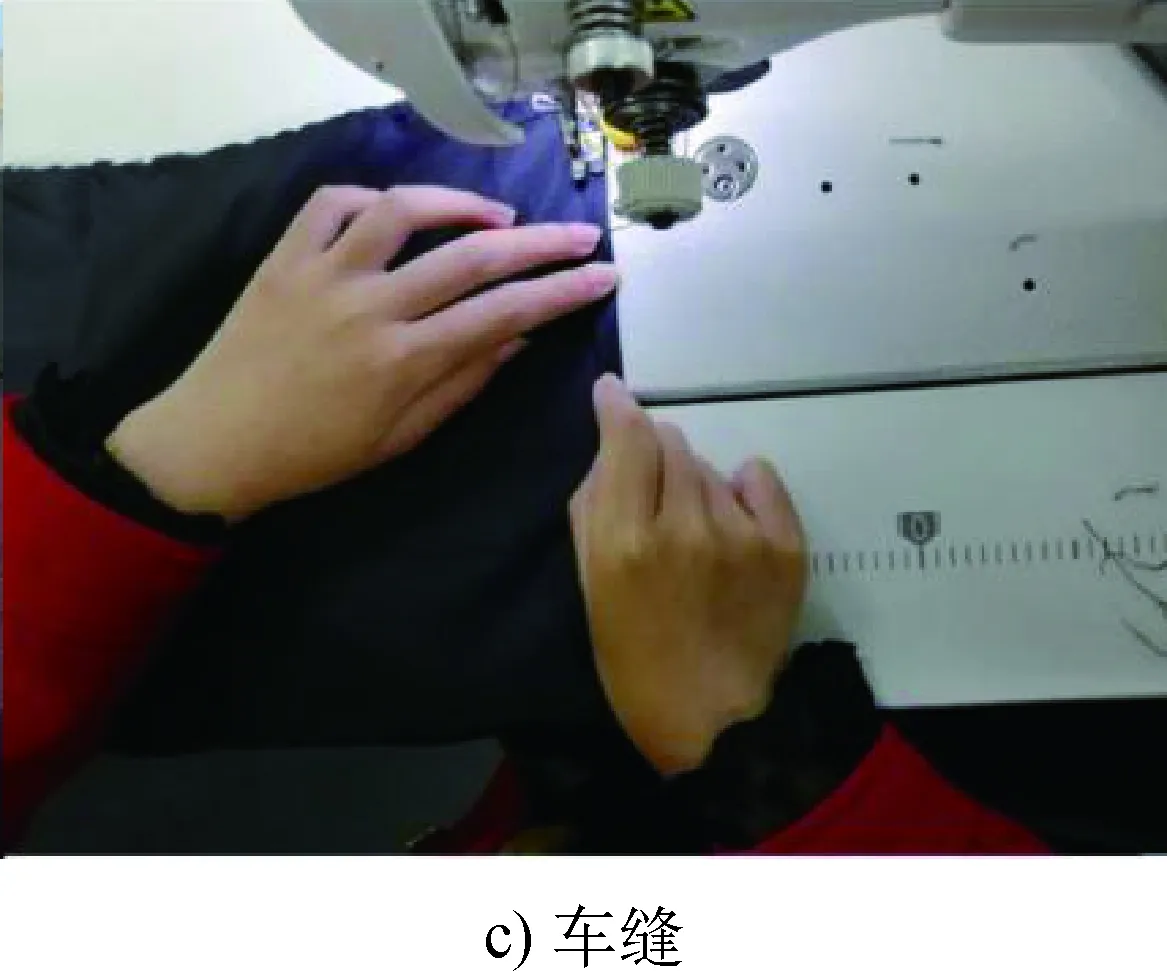
圖4 手勢A操作示例
3.2.2 手勢B操作步驟
手勢B操作步驟如下:左、右手配合先將衣片折卷成型,左手食指在前端按壓,右手在下負責將布邊折卷成型。起針時,左手食指按壓折卷位,右手將后面的布邊調整折卷成型。車縫時,左手撫平裁片,右手按壓好折卷位車縫。此手勢車縫一段后要停下來折卷一段,再車縫,再折卷一段。為了能較順暢地進行車縫,左手需要轉換為撫平并推動衣片向前車縫。手勢B操作示例如圖5所示。




圖5 手勢B操作示例
3.2.3 手勢A、B的操作難點及瓶頸工序分析
手勢A和手勢B的操作難點及瓶頸工序分析詳見表1。
由表1可知,從人體工程來考慮,無論是手勢A還是手勢B,長時間機械化的手勢操作都必然會引起身體疲勞,這也是造成產品質量難以達標、產量低下的關鍵因素[8]。
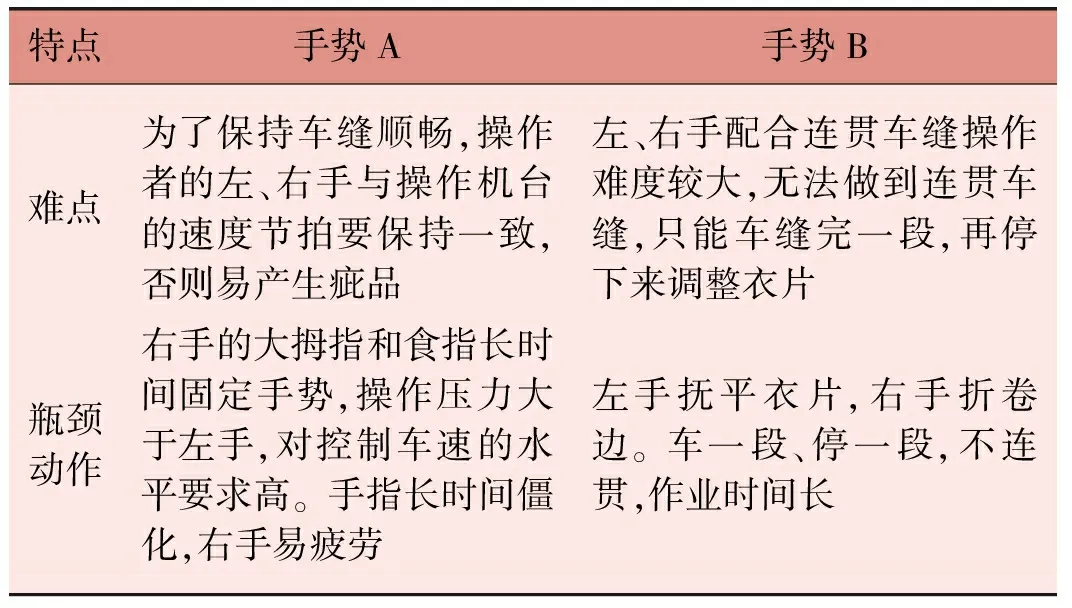
表1 手勢A、B的操作難點及瓶頸工序分析表
4 折卷邊車縫工藝的創新
根據對上述兩種折卷邊車縫方式的分析,針對手勢A方式下右手的壓力和手勢B下縫制車速的不連貫等問題,通過尋求合理改善的方法,創新設計了手勢C:以右手為主,左手指及左肘部為輔,配合車縫速度,達到左、右手車速平衡的連貫操作。
手勢C操作方法如圖6所示,首先兩手將布邊起始端折卷成型,送入壓腳下車縫4~5 cm,接著左手通過食指在下控制卷邊量、中指在上扣壓折邊量,折卷一步成型,大拇指外側輕撫衣片保持左手車縫手勢。衣片較寬大時,為了防止衣片產生的下墜感,此時左手肘可以按壓衣片配合車縫速度推動向前以減輕衣片下墜感。右手在保持與機臺高度基本一致的前提下,虎口控制布邊適時調整、展開、拉直衣片,確保衣片在機臺上能夠平順地進入折卷。

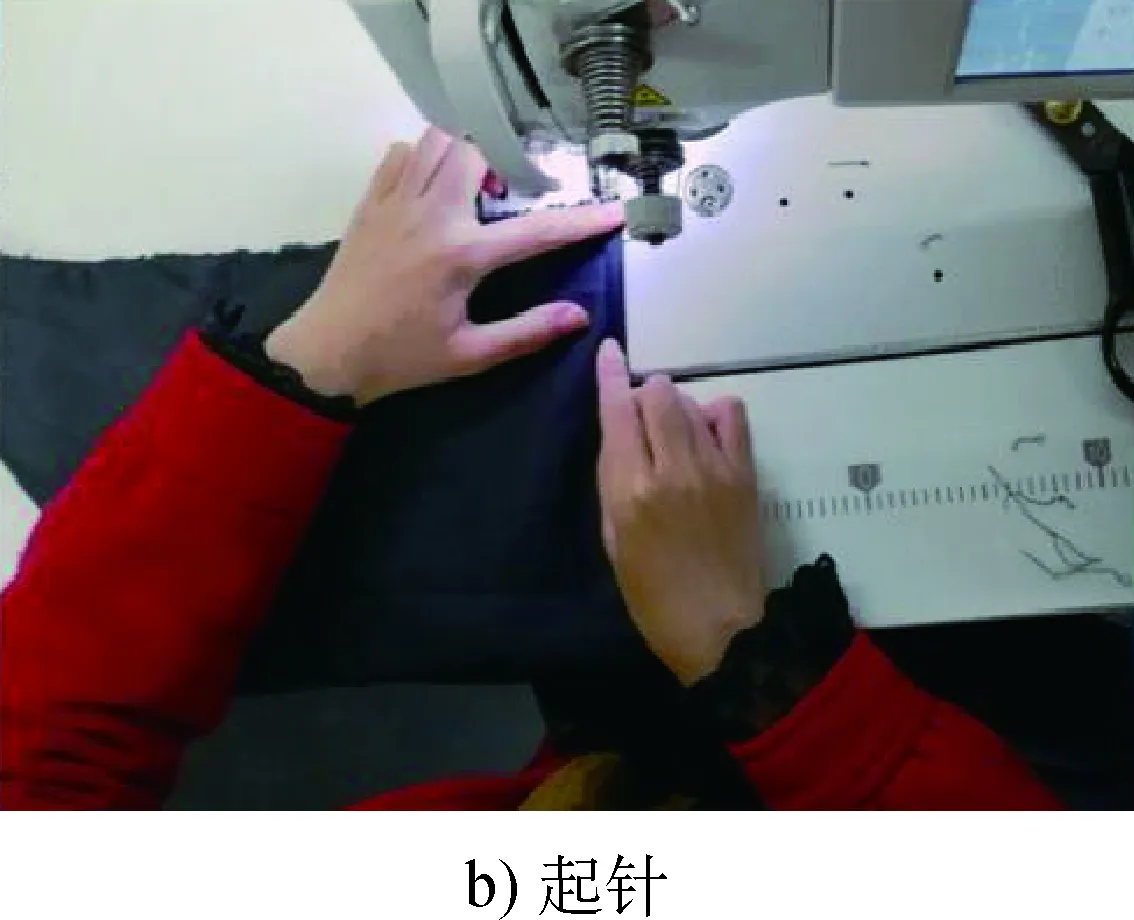
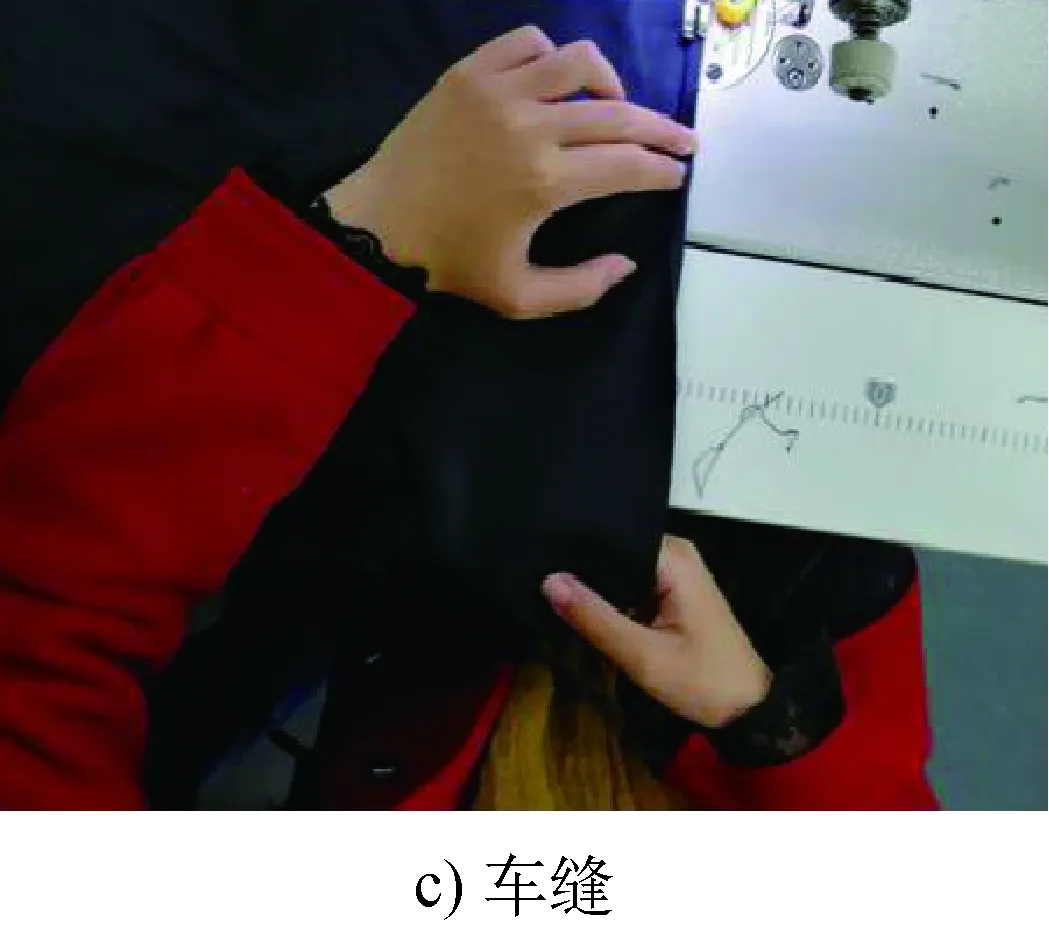
圖6 手勢C操作方法
操作C手勢難點在于左、右手的配合,短期的培訓將可以使手勢配合熟練,操作難度就會有所降低。手勢C的優點是車縫人員的左、右手以及身體可以保持在合理、舒適的狀態,保持坐姿的狀態下左、右手在控制范圍內可以適當有節拍地調整動作,能夠較連貫地完成折卷車縫工藝。從人體工程學來看,相對于手勢A、手勢B,手勢C更科學合理、實用[9]。
5 折卷邊車縫工藝數據測定與分析
5.1 試驗準備
5.1.1 測試人員
甲、乙、丙3位參與測試人員,且3位參與測試人員在試驗前均未接觸、使用過試驗要求的操作手勢。
3位參與測試人員分別以3種不同的方法制作折卷邊,且只把關注點放在不同手勢的制作工時上。
5.1.2 測試工具
準備好長105 cm、寬10 cm的紗向相同的正品絲光棉。縫制設備為每人一臺普通平車縫紉機,其中縫紉線、壓腳、輔助定位標、針距、轉速等均固定不變。
5.2 數據測定
3種手勢(手勢A、 B和C)分別采集數據并記錄,時間衡量單位(time measurement unit, TMU)為多個工作測量系統的度量單位,100 000個單位等于1 h)。3位測試人員(甲、乙、丙)的各手勢工時如表2所示。
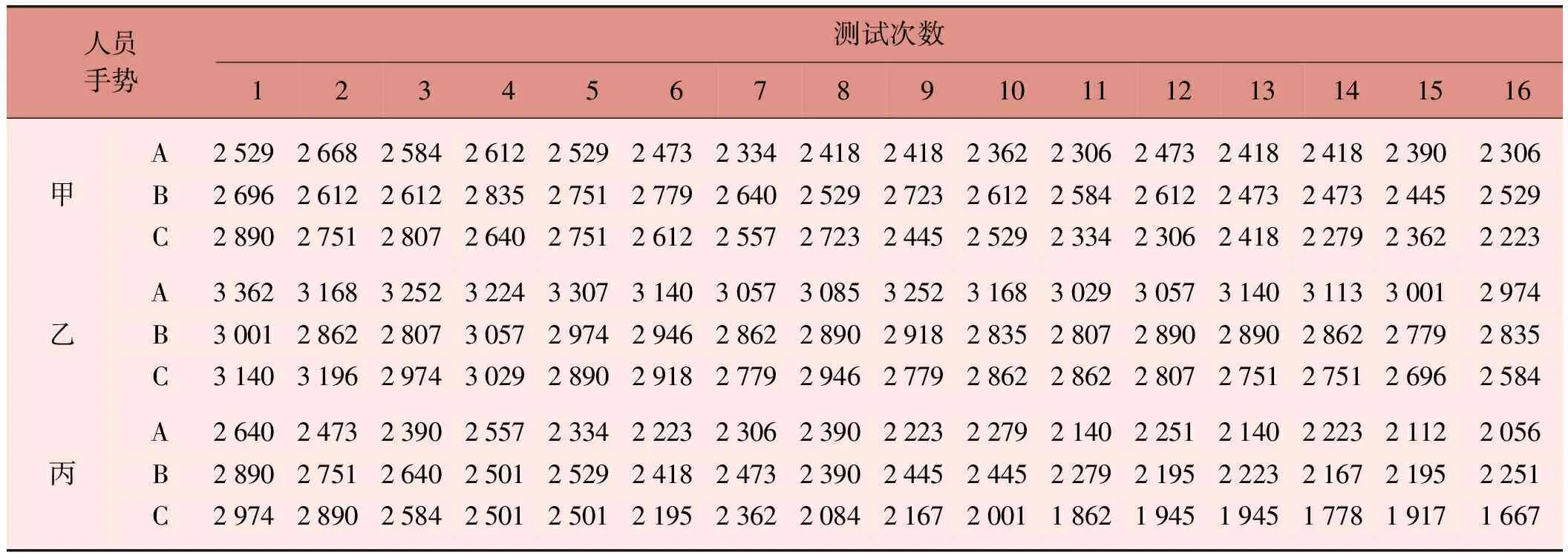
表2 手勢工時記錄表 單位:100 TMU
5.3 數據整理
試驗所得數據如果存在異常值,會影響分析整理,因此采用格魯布斯(Grubbs)檢驗法來剔除異常值。格魯布斯法通過計算標準差,將數據與標準差對比,大于2倍均差則為測定值,大于3倍均差則為高度異常值[10]。
(1)
(2)

5.4 數據分析
計算各手勢的提升率,計算式如式(3)所示。
(3)
式中:E為提升率,Xi為操作者某一種手勢中的某一數據,Xi+1為Xi后一個數據。
通過計算各手勢提升率,求得甲的A、B、C 3種手勢平均提升率為1.03%,0.41%,1.52%;乙的分別為0.82%,0.52%,1.10%;丙的分別為1.87%,1.36%,3.83%。由整理后的數據可以直觀看出在A、B、C 3種手勢中,C手勢提升率明顯高于A和B兩種手勢,即理論上手勢C具有明顯的優化效果。手勢提升率如表4所示。
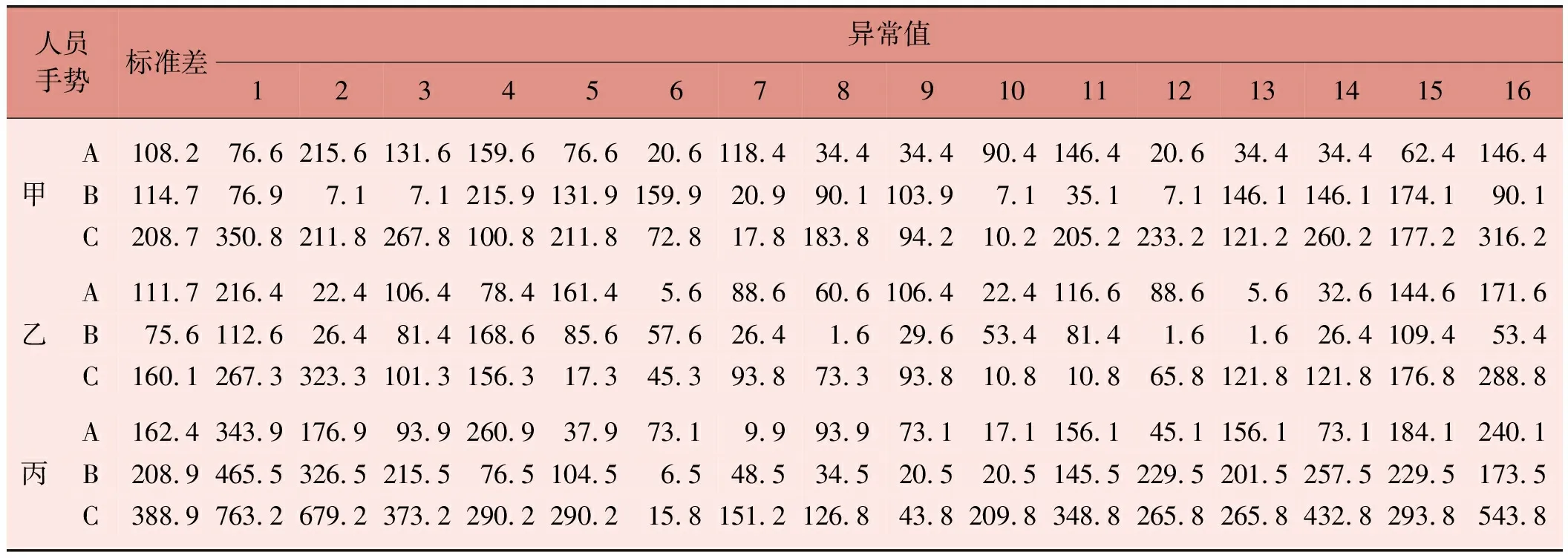
表3 手勢工時異常值計量表
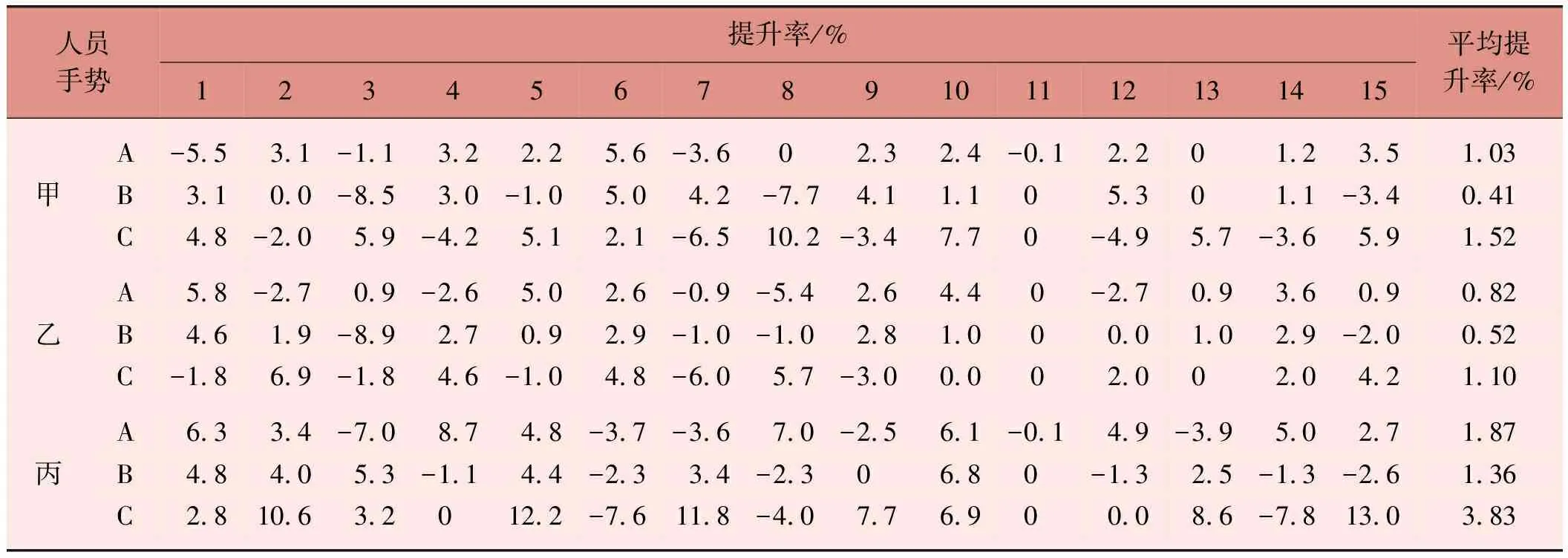
表4 手勢提升率計量表
6 實際運用效果
在某生產車間中,縫制一款毛呢連衣裙,裙擺里布下擺圍為152 cm。在車縫折卷里布底擺這一縫制工序,車間熟練師傅用手勢A所用時間均值為2 834.6 TMU,而用手勢C所用時間均值為2 334.2 TMU,效率提升17.7%。用手勢A工作半天(4 h)單人均產量為19件,而用手勢C為25件,提升率為31.6%。此外,采用手勢C不僅時間效率有明顯的提升,還規范統一了折卷邊車縫的工藝制作標準。根據工藝制作標準的工藝要求,在編輯流水線時,不會因為不可知的因素,導致無法預測和計算折卷邊工序的制作時間,從而造成不必要的人力與物力資源浪費[11]。
7 結語
本文針對折卷邊車縫工藝特點,在分析手勢A、B兩種車縫方式基礎上,創新設計手勢C,通過試驗對3種手勢進行工時測定,并將其運用到實際服裝批量流水線中。結果證明手勢C能有效地改善常見折卷邊工藝的瓶頸工序,實現提速增效。當然,由于面料材質和設備等客觀因素,生產提升率會有所不同。
基金項目:1. 江西服裝學院校級課題:基于服裝產業升級背景下的IE工業工程創新研究與運用(JF-LX-XSZX-201919);2. 江西省教改課題:基于應用型本科院校“服裝ERP”課程改革研究(JXJG-20-26-2);3. 江西省省級科技廳課題:滅火消防服多層織物系統透氣性能及熱濕舒適性研究(GJJ212411)
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
