凈水器端蓋注射模設計
2021-06-07 01:45:40古遠明
模具制造 2021年4期
關鍵詞:設計
古遠明
(河源職業技術學院,廣東河源 517000)
1 引言
在進行凈水器端蓋注射模設計前期,首先對塑件進行各特征要素的可行性分析,確定成型材料、開模方向、分型面等。其次進行注射模澆注系統、推出系統和冷卻系統的結構設計。塑件大端面會出現縮水現象,可以進行減膠處理;增大主流道角度及側澆口,獲得良好的流動性,避免產生熔接痕及冷料;為了更好地推出塑件,2mm以下的頂桿全部做成托針,定模設計鑲針,動模側設計行位;冷卻系統設計為對稱的循環水路,保證模具溫度。通過優化這三大系統的設計,實現塑件的批量生產,提高塑件的質量,增強使用者對產品的美感,滿足客戶的需求。
2 端蓋工藝分析
凈水器端蓋如圖1所示,材料為ABS+PC,最大外形尺寸為51.98×51.83×25mm,最小壁厚為0.91mm,拔模角為1°,塑件表面有3個階梯孔,側面有3個方槽、一個圓孔,反面有6個加強筋。因此,定模可以設計鑲針,動模設計行位。分型面選擇在塑件外形的最大輪廓處,為了方便脫模,把塑件留在動模側,方便推出機構的設計。根據凈水器端蓋的結構特點、注塑機型號等因素,采用1模2腔模具設計,使塑件質量得于保證。如圖2所示,深色面部分存在收縮情況,需要做減膠處理。

圖1 凈水器端蓋

圖2 塑件收縮分析
3 凈水器端蓋注射模結構設計
3.1 澆注系統設計
(1)主流道部分尺寸設計如表1所示。

表1 主流道部分尺寸
(2)分流道的設計。
為了獲得良好的壓力傳遞和均勻的填充,使熔融狀態的塑料快速地流經分流道并均勻的充滿型腔,采用S型路徑及U形截面的分流道,H1=1.25R1、R1=0.5B。
(3)澆口的設計。
為了使熔融的塑料流進型腔后能均勻填充滿型腔及橫向分配較為平均,減少塑件的熔接痕及其它表面缺陷的現象,因此采用扇形側澆口。綜上分析,結合MoldFlow模流分析軟件,確定主流道角度為5°及進澆口位置,凈水器端蓋的澆注系統設計如圖3所示。

圖3 澆注系統設計圖
3.2 冷卻系統的設計
根據塑件的材料是ABS+PC,注射成型時的模具溫度為50℃~100℃,熔化溫度為230℃~300℃,因此模具型芯、型腔的冷卻水路設計為對稱的循環水路,定、動模各4條水路,水路截面直徑為φ8mm。定、動模板上的水路與定、動模型芯、型腔的水路交接處放防水密封膠圈,使用銅塞堵住型芯、型腔邊上的水路,防止漏水,水路的快速接頭處設計在模具左右側,方便模具安裝。該冷卻系統的設計保證了塑件冷卻均勻,如圖4所示。在注射成型過程中,型腔內會產生氣體,為了保證塑件的質量和合模順暢,在動模型芯分型面設計排氣槽,排氣槽邊離塑件邊4~8mm,槽寬4mm,深0.2mm左右。
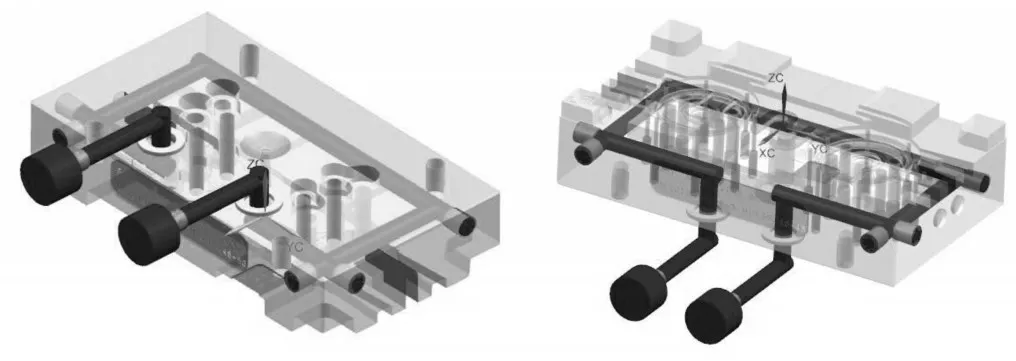
圖4 定、動模型芯、型腔的冷卻水路
3.3 推出機構系統設計
推出機構系統主要有頂桿、頂桿固定板、推板、復位桿及側抽芯機構等組成。該系統主要針對側抽芯機構及頂桿的設計。
(1)側抽芯機構設計。因塑件側邊有方槽及圓孔,需要采用側向抽芯機構,才能完成模具注射成型,獲得合格的塑件。該機構主要由滑塊、成型鑲件、斜導柱、斜楔、耐磨塊、彈簧及定位螺釘等組成。如圖5所示,滑塊設計的主要參數原則有:①滑塊本體長度C≥0.6×滑塊的高度H或0.6×滑塊的長度L(按最大值);②斜楔角度F=斜導柱角度E+2°;③斜楔有效高度h≥2/3×H或滑塊上膠位高度(按最大值);④導軌高度B≥2/3×滑塊的高度H,導軌深度A≥1/3×滑塊的高度H;⑤斜導柱角度E<25°,斜導柱倒角e=斜導柱角度E;⑥滑塊行程T至少預留3.0mm安全系數。

圖5 滑塊設計參數
根據滑塊參數設計原則,設計了滑塊座及滑塊鑲件,二維圖如圖6所示,側抽芯機構如圖7所示。
(2)頂桿設計。頂桿主要包括φ5mm的圓頂桿9根,φ2mm的雙節圓頂桿16根,φ7.5mm及φ8.3mm的鑲針各一根。圓頂桿頂部與型芯面配合,其端面高出型芯面0.1mm左右,這樣塑件不會形成凸臺,保證了塑件的美觀。頂桿與動模板的頂桿孔采用H8/f7配合,頂桿固定端與頂桿固定板采用單邊0.5mm的間隙,加工方便且可以防止卡死現象,頂桿的位置坐標分布如圖8所示。
4 模具結構及工作過程
4.1 模具三維結構設計
根據塑件外形及型芯、型腔的尺寸,選用龍記模架為CI3525A60B80C70,使用UG12進行塑件總裝配設計,如圖9所示。

圖7 側抽芯機構示意圖
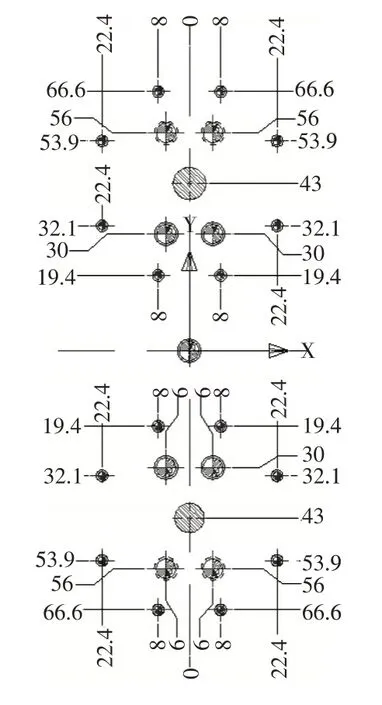
圖8 頂桿位置坐標圖
4.2 模具工作過程
模具二維結構如圖10所示,模具的工作過程:注射時,高溫熔體經噴嘴流入主流道、分流道,由澆口進入型腔,成型的凈水器端蓋經保壓冷卻一定時間后開模。由于注塑機的開模力,在定模側的斜導柱11跟隨運動,在彈簧的作用力下,分別驅動滑塊座14、滑塊鑲件15優先往后運動到定位螺釘處。在注塑機頂棍作用下,推動推板7、頂桿固定板8及復位桿等機構向前運動,推出塑件,拉料桿18勾斷凝料頭,塑件自動脫落。模具合模時,復位桿9上的彈簧10先對推板7進行預復位,并帶動頂桿18、19、20復位到初始狀態,在導柱、導套及斜導柱的導向作用下,側抽芯機構優先向前運動,完成模具的合模。

圖9 模具3D裝配結構

圖10 模具二維結構
5 結束語
凈水器端蓋表面有多處階梯孔,背面有多處薄壁特征,側面有方槽及圓孔,采用了減膠,增大主流道角度及設計扇形側澆口,增加排氣槽等方式,防止塑件出現縮水、熔接痕、氣泡等不良現象。為了保證塑件順利脫模,針對塑件的結構特點,設計了2處側抽芯結構,φ2mm的頂桿改為雙節圓頂桿、增加強度,保證了塑件推出時的受力平衡。同時設計了支撐柱及垃圾釘,保證注射時的受力平衡,防止塑件變形。通過優化設計澆注系統、冷卻系統及推出系統,經實際生產驗證,模具生產運行良好,塑件尺寸精度及外觀等指標符合客戶要求,可為凈水器上的結構類型的塑件注射模設計提供經驗。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04