B型套筒搭接焊縫的相控陣超聲檢測
2021-06-08 03:03:14李汝江張鴻博孫少卿
無損檢測 2021年5期
黃 磊, 李 亮, 李汝江, 張鴻博, 張 奕, 劉 琰, 姚 歡, 孫少卿
(1.中國石油集團石油管工程技術(shù)研究院,西安 710077;2.北京隆盛泰科石油管科技有限公司,北京 100101;3.華北石油鋼管有限公司,青縣062658)
20世紀70年代初期,國內(nèi)最先使用環(huán)形套筒維修油氣管道,主要修復方式有A型和B型兩種。套筒修復技術(shù)不僅能夠抑制管道缺陷位置的金屬繼續(xù)膨脹,還能消除應力集中。A型套筒的修復方式與復合套筒的修復方式類似,只是環(huán)繞包圍管道,沒有密封作用,而B型套筒修復方式可以修復服役過程中出現(xiàn)泄漏的管道,還能保持管道內(nèi)部壓力,是一種重要的、廣泛應用于陸上管道缺陷修復的方法。B型套筒的結(jié)構(gòu)如圖1所示。B型套筒通常被用于修復在役運行管道的裂紋、凹坑、腐蝕等缺陷。為了保障管道的修復質(zhì)量,需要對B型套筒焊接過程中產(chǎn)生的缺陷進行有效地檢測。B型套筒的焊縫有對接焊縫和搭接焊縫。筆者主要從相控陣聲場模型建立、焊縫結(jié)構(gòu)與檢測方法、聲束覆蓋與模擬試塊、檢測工藝制定與結(jié)果分析等方面研究B型套筒搭接焊縫的檢測。
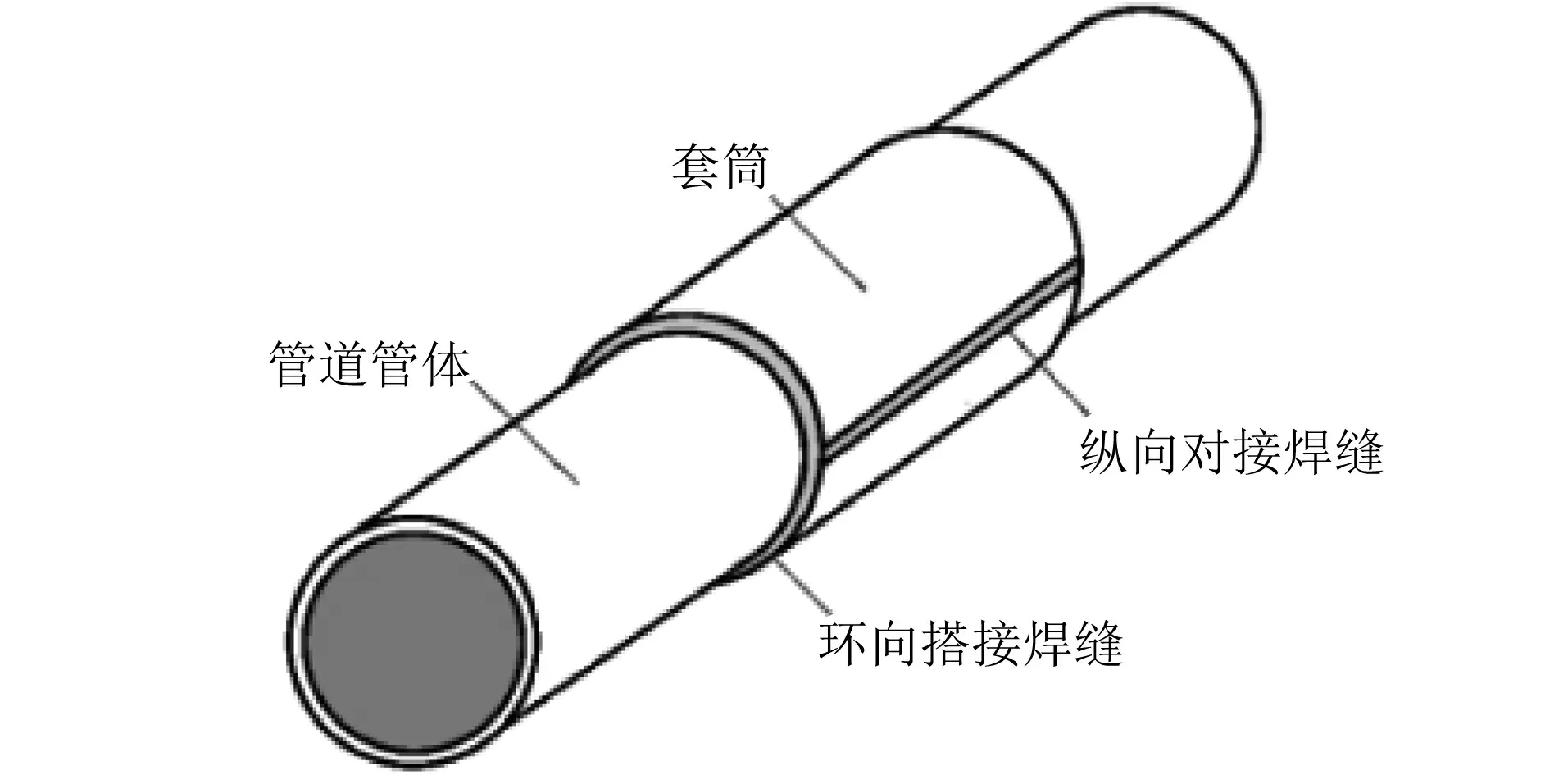
圖1 B型套筒結(jié)構(gòu)示意
1 相控陣探頭聲場模型建立
單一晶片換能器發(fā)射聲場的模型考慮了聲場在任意復雜界面處的反射和投射,以及在任意介質(zhì)中的傳播過程。模型的發(fā)射聲場φ(r,t)由瑞利積分得到,表示為
φ(r,t)=
(1)
式中:T為積分區(qū)域(對探頭表面積分);r′,r為點源位置;ds為點源面積元;vn為點源的振動速度;Tra為聲束在界面上的折射系數(shù);D為聲波衰減系數(shù);c為聲速;tn為晶片n的延遲時間。
相控陣聲場計算的關(guān)鍵是正確模擬晶片激發(fā)的延遲時間。設(shè)激發(fā)晶片數(shù)為N,并將晶片編號為n(n=0,1,2,…,N-1),晶片0為左起第一個晶片,記聲束偏轉(zhuǎn)角為θ,焦距為f,相鄰兩晶片的中心間距為d,則晶片位置、延遲、焦距和偏轉(zhuǎn)角度應該滿足關(guān)系式
f-(tn-t0)c=

(2)
由式(2)可得tn的表達式為

(3)
記晶片n到焦點的距離為rn,根據(jù)幾何關(guān)系可知,當r0?nd時,有rn的近似式

(4)
將式(3)作類似式(4)的簡化,最終得到

(5)
θ=0時,式(5)不適用,需采用式(4)計算各晶片的延時,用延時修正瑞利積分得到相控陣探頭的發(fā)射聲場
(6)
通過改變晶片的延時控制發(fā)射聲束動態(tài)偏轉(zhuǎn)和聚焦得到相控陣超聲的動態(tài)聲場。圖2所示為不同焦距、不同偏轉(zhuǎn)角度下的相控陣發(fā)射聲場(N=64,d=0.6 mm,探頭頻率為5 MHz,單個晶片寬度為10 mm,工件中的聲速為5 890 m·s-1)。相控陣超聲檢測技術(shù)具有傳統(tǒng)超聲檢測方法無法比擬的優(yōu)點,可以靈活而有效地控制聲束指向,通過相位控制可以快速偏轉(zhuǎn)或移動聲束實現(xiàn)掃查,無需復雜的機械掃查裝置即可對復雜構(gòu)件損傷進行精確檢測。
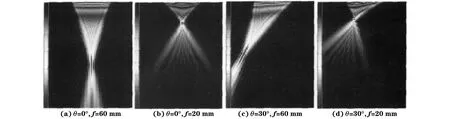
圖2 不同焦距、不同偏轉(zhuǎn)角度下的相控陣聲場
2 焊縫結(jié)構(gòu)與檢測方法
2.1 焊縫結(jié)構(gòu)
為對管道起補強與密封作用,B型套筒將兩片半瓦狀鋼管焊接在一起來環(huán)繞包圍管道,具有兩條縱向焊縫和兩條環(huán)向焊縫,縱向焊縫為一般對接焊縫,環(huán)向焊縫為搭接角焊縫。B型套筒實物與環(huán)向搭接角焊縫剖面如圖3所示。
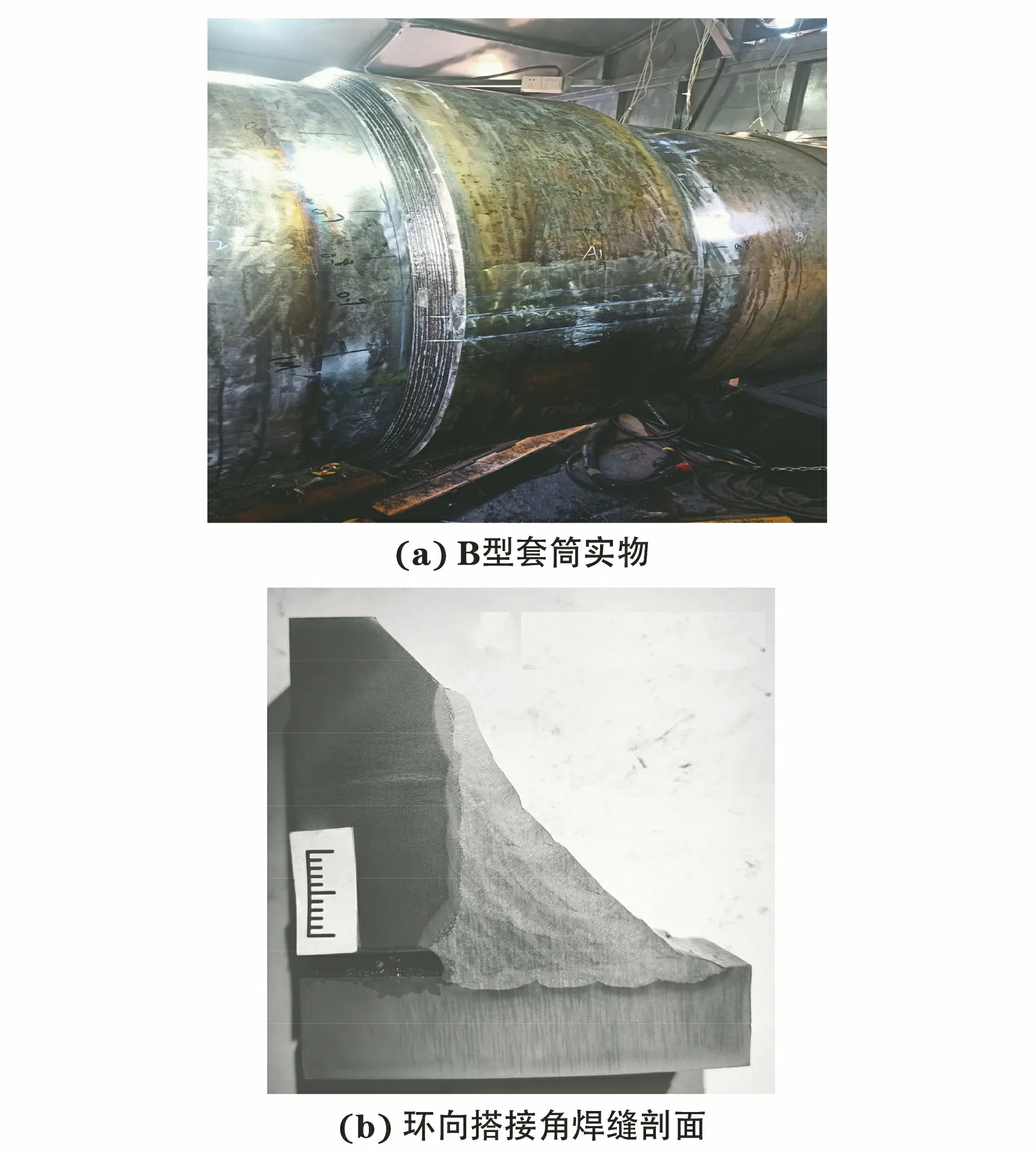
圖3 B型套筒實物與環(huán)向搭接角焊縫剖面
2.2 檢測方法
B型套筒結(jié)構(gòu)特殊,在安裝過程中存在較大的殘余應力,容易在焊縫或熱影響區(qū)產(chǎn)生焊接裂紋、夾渣、氣孔等缺陷。縱向?qū)雍缚p的超聲檢測或射線檢測沒有技術(shù)上的難度,而環(huán)向搭接角焊縫的超聲檢測或射線檢測均有較大難度。
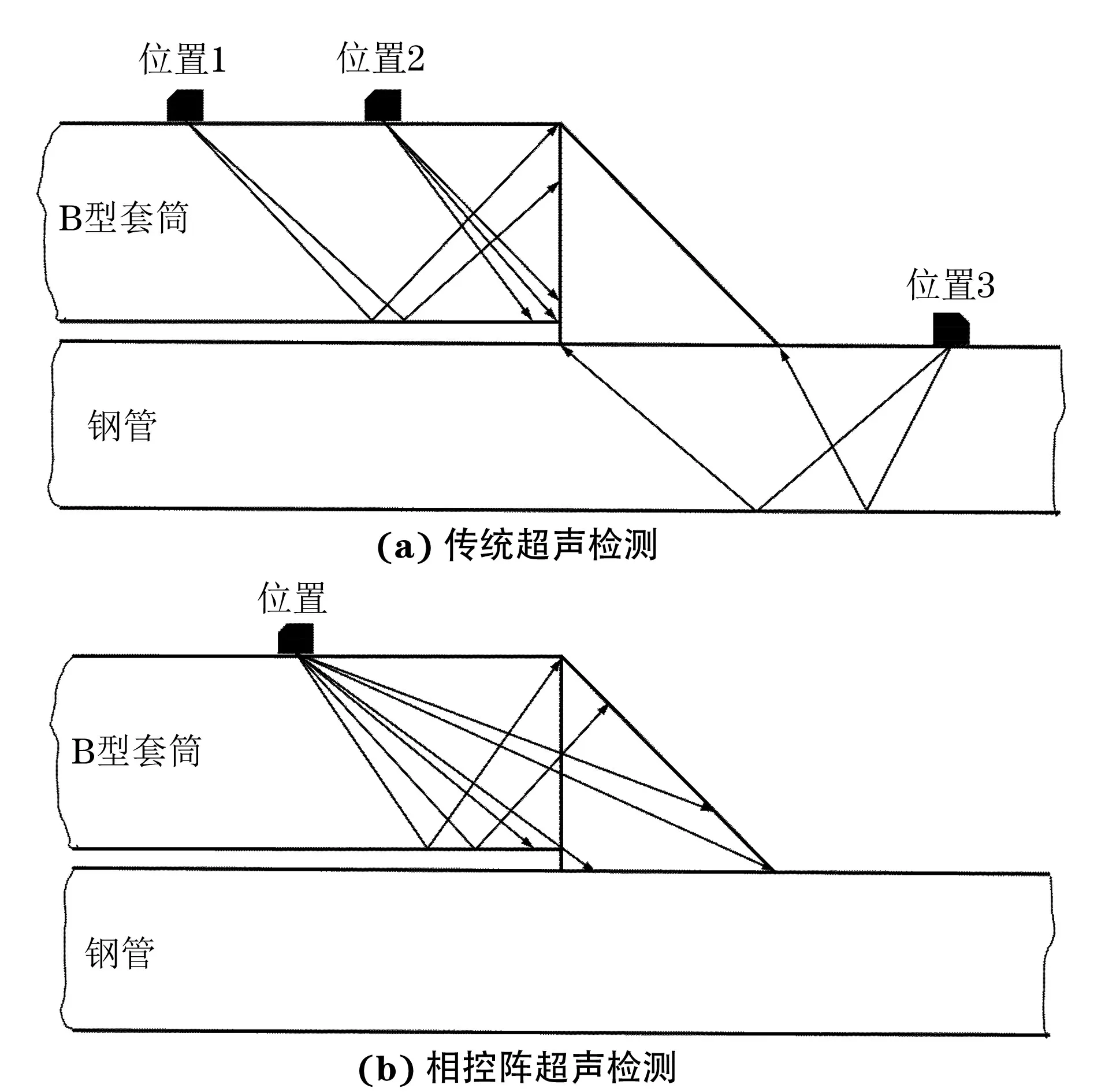
圖4 傳統(tǒng)超聲與相控陣超聲檢測B型套筒示意
B型套筒修復一般是在不停輸狀態(tài)下進行的,若是對環(huán)向搭接角焊縫進行雙壁單影透照,透照壁厚過大及焊縫結(jié)構(gòu)自身的特點會導致射線檢測的缺陷檢出率較小。采用常規(guī)超聲檢測法檢測B型套筒搭接角焊縫需在3個不同的位置進行[見圖4(a)],檢測費時效率低,且缺陷檢出率較低。采用相控陣超聲法,檢測時,可以將探頭放在B型套筒上或在鋼管管體上[見圖4(b)],建議優(yōu)先選擇放在B型套筒上。若在鋼管管體上進行檢測,管道內(nèi)還在輸送的天然氣會對超聲波有一定的吸收,影響檢測靈敏度。
3 聲束覆蓋與模擬試塊
3.1 聲束覆蓋模擬
應用仿真軟件建立B型套筒搭接角焊縫截面模型,根據(jù)檢測工藝選定相應檢測面并進行扇形掃查聲束覆蓋模擬,檢測工藝應確保焊縫截面檢測區(qū)域的任意位置均能被聲束覆蓋。仿真軟件可驗證檢測工藝的合理性,從而為檢測B型套筒角焊縫提供理論性指導。
套筒側(cè)與管道側(cè)聲束覆蓋模擬結(jié)果如圖5所示,由圖5可以看出,探頭掃查面為B型套筒側(cè)時,聲束通過一次反射和二次反射可以覆蓋整個B型套筒搭接角焊縫,因此無檢測盲區(qū);探頭掃查面為管道側(cè)時,聲束通過二次反射可以覆蓋整個B型套筒搭接角焊縫,因此也無檢測盲區(qū),但是由于超聲聲束一次反射經(jīng)過管道管體,管體內(nèi)輸送的介質(zhì)可能會對超聲聲束有一定的吸收,從而降低檢測靈敏度,所以推薦優(yōu)先選擇從B型套筒側(cè)進行檢測。
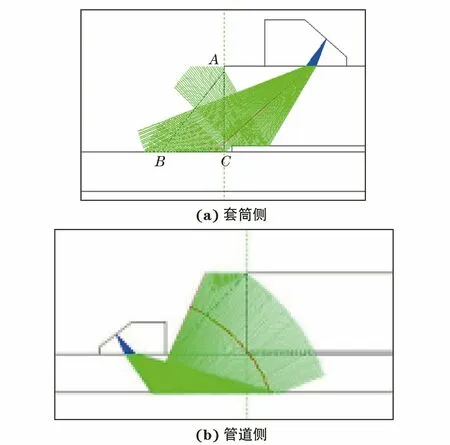
圖5 套筒側(cè)與管道側(cè)聲束覆蓋模擬結(jié)果
3.2 模擬試塊設(shè)計
在仿真的基礎(chǔ)上,使用模擬試塊進行檢測,進一步確認相控陣超聲檢測技術(shù)對B型套筒搭接角焊縫各種缺陷的檢出率。試驗對象為1塊B型套筒搭接角焊縫模擬試塊。模擬試塊的規(guī)格、組合形式、焊縫形態(tài)等與被檢工件的相同。截取一塊長為20 mm的B型套筒搭接角焊縫,分別加工7個φ 2 mm的橫通孔(見圖6,t′為套筒壁厚,T′為鋼管壁厚),模擬不同位置的坡口未熔合或裂紋缺陷。通過模擬試塊上人工缺陷的檢測結(jié)果判斷B型套筒搭接焊縫中各種缺陷的檢出率。
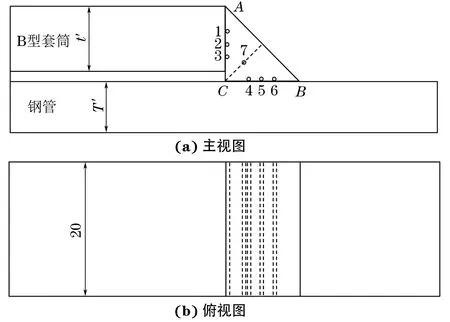
圖6 模擬試塊結(jié)構(gòu)示意
4 檢測工藝與結(jié)果分析
4.1 檢測工藝
為了防止缺陷漏檢,采用相控陣超聲扇形掃描對B型套筒搭接焊縫斷面進行檢測,以實現(xiàn)整個焊縫聲束的全覆蓋檢測,通過模擬仿真進行檢測工藝設(shè)計,提高檢測效率并保障檢測結(jié)果的可靠性[1-2]。
相控陣超聲檢測扇形掃查是通過設(shè)置相同陣元和相同焦距進行一定角度范圍的掃查實現(xiàn)的。結(jié)合B型套筒搭接焊縫的結(jié)構(gòu)特點,為了完成缺陷評判提出一種相控陣超聲圖譜分析方法——相控陣超聲“三角區(qū)域分析法”。其原理為依據(jù)被檢焊縫固定位置的反射波來確定聲束覆蓋區(qū)域,從而判定該區(qū)域內(nèi)是否存在缺陷。進行相控陣超聲聲束覆蓋模擬時發(fā)現(xiàn),當相控陣超聲探頭保持與焊縫水平位置不變時,會有相同或相近的角度覆蓋結(jié)構(gòu)ΔABC的端點。依據(jù)模擬仿真軟件得出采用此檢測工藝進行檢測時,相控陣超聲扇形掃查圖譜的37°聲束方向上會出現(xiàn)端點A的反射波,52.5°聲束方向上會出現(xiàn)端點C的反射波,65.5°聲束方向上會出現(xiàn)端點B的反射波,即通過模擬仿真軟件可以確定聲束在37°~66°偏轉(zhuǎn)范圍所覆蓋的區(qū)域為需要檢測的B型套筒搭接焊縫。B型套筒搭接焊縫產(chǎn)生的缺陷多出現(xiàn)在三角形內(nèi),在實際檢測過程中,主要觀察三角形區(qū)域內(nèi)是否存在異常信號,即可判斷該區(qū)域是否存在缺陷,該方法命名為“三角區(qū)域分析法”[3-4]。
通過上述分析,確定了B型套筒搭接角焊縫的相控陣超聲檢測程序如下所述。
(1) 繪制B型套筒搭接焊縫結(jié)構(gòu)圖。現(xiàn)場測量待檢焊縫的結(jié)構(gòu)、B型套筒的壁厚、搭接焊縫的垂直厚度和搭接焊縫的水平寬度,并依據(jù)實際尺寸繪制不同位置的焊縫結(jié)構(gòu)圖。
(2) 聲束全覆蓋模擬仿真。采用模擬仿真軟件完成相控陣超聲聲束覆蓋模擬,確定檢測不同位置焊縫采用的聚焦法則和探頭所在位置。
(3) 制定檢測工藝。
(4) 依據(jù)模擬仿真軟件完成掃查工藝參數(shù)設(shè)計。如B型套筒壁厚為40 mm,套筒與鋼管間隙為3 mm,焊縫垂直厚度為40 mm,焊縫水平寬度為40 mm,依據(jù)模擬仿真軟件得到掃查工藝參數(shù)如表1所示。

表1 B型套筒搭接焊縫掃查工藝參數(shù)
(5) 缺陷判別方法。采用“三角區(qū)域分析法”進行缺陷判別。
4.2 結(jié)果分析
檢測對象為長輸管道,規(guī)格(直徑×壁厚)為1 219 mm×25.7 mm,鋼級為X80;B型套筒壁厚為40 mm。相控陣超聲檢測試驗采用頻率為5 MHz,32陣元,陣元間距為0.5 mm的探頭;橫波楔塊傾角為35°,聲速為2 338 m·s-1;聲束的最大偏轉(zhuǎn)范圍標稱值為37°~66°[5]。
采用“三角區(qū)域分析法”對掃查得到的扇形圖譜進行分析,圖7為焊縫內(nèi)部缺陷的相控陣超聲檢測圖譜。重點關(guān)注三角形區(qū)域內(nèi)的缺陷,若在三角形的端點出現(xiàn)缺陷信號,應判定為端點反射信號。檢測此類焊縫時,采用相控陣超聲檢測技術(shù)可直觀地區(qū)別該位置是否存在焊接缺陷,從而大大提高檢出率,很好地解決了B型套筒搭接焊縫缺陷檢測難以評判的問題。
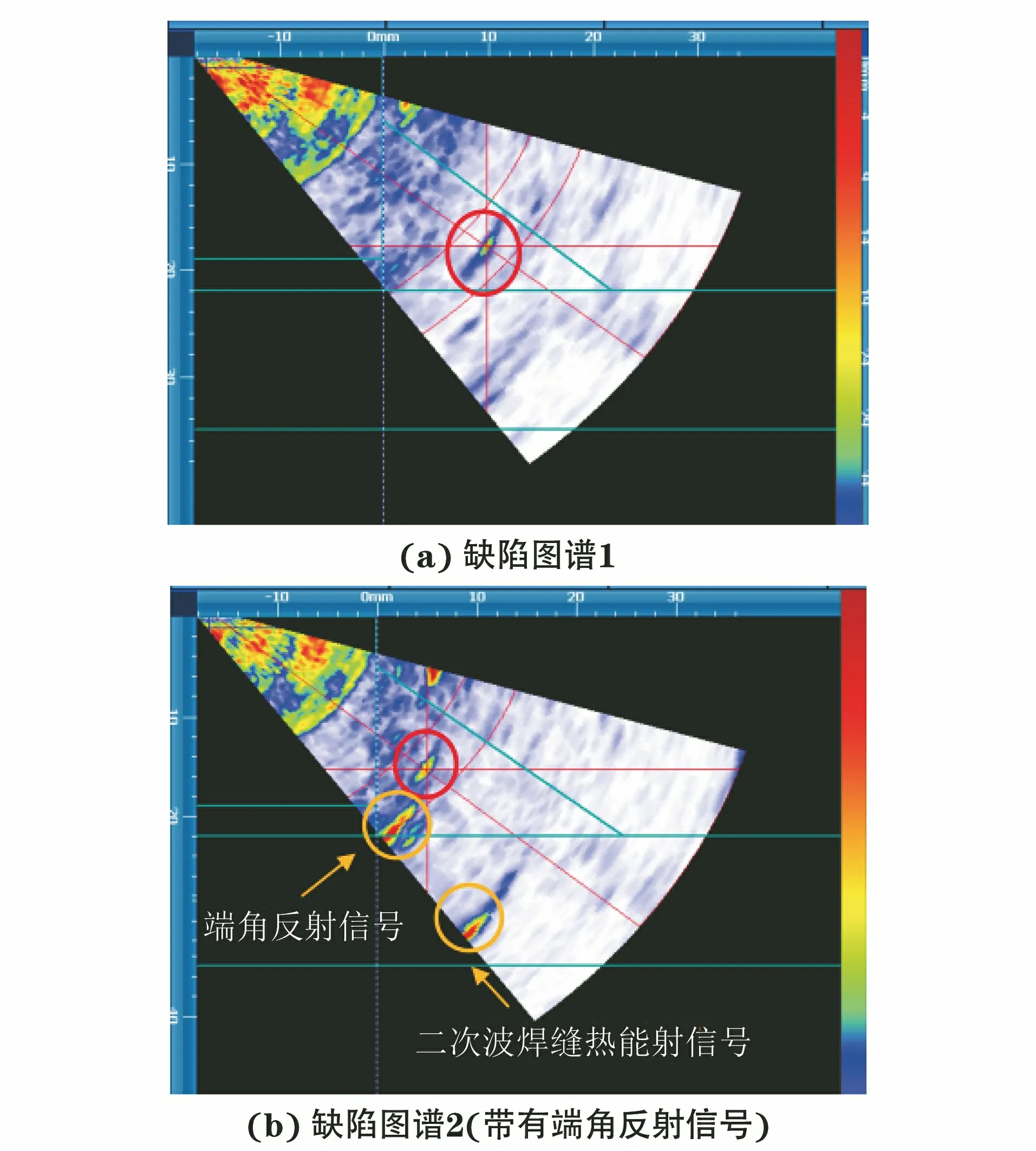
圖7 焊縫內(nèi)部缺陷的相控陣超聲檢測圖譜
5 結(jié)論
(1) 通過計算機仿真軟件建立了B型套筒搭接焊縫截面模型并模擬進行了聲束全覆蓋檢測。
(2) 仿真模型可直觀地顯示超聲波束在焊縫中的覆蓋狀態(tài),有效指導B型套筒搭接焊縫相控陣超聲檢測的工藝設(shè)計。
(3) 采用相控陣超聲“三角區(qū)域分析法”對缺陷圖譜進行評判,降低了B型套筒搭接焊縫缺陷評定的盲目性。
(4) 相控陣超聲檢測技術(shù)可靈活有效地控制聲束指向,實現(xiàn)對復雜焊縫構(gòu)件損傷的精確檢測。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
測控技術(shù)(2018年8期)2018-11-25 07:42:16
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04