某國六車型發動機故障燈亮問題分析與處理 Analysis and Solution of CN-6 Vehicles Engine Fault Light
2021-11-30 17:42:22張允峰ZHANGYun-feng莫夢婷MOMeng-ting鄭宇ZHENGYu王偉偉WANGWei-wei
內燃機與配件 2021年22期
張允峰 ZHANG Yun-feng 莫夢婷 MO Meng-ting 鄭宇 ZHENG Yu 王偉偉 WANG Wei-wei




摘要: 基于國六排放法規,輕型汽車燃油蒸發排放控制系統增加了OBD系統,來實現系統泄漏等故障診斷功能。DTESK診斷模式在硬件上增加了壓力傳感器、碳罐通風閥等,可實現系統泄漏診斷,以及通氣閥堵塞、高脫附時管路內無脫附流量等內容。但受條件限制,故障碼所指示的故障可能與實際故障原因存在差異,需要調查分析。例如某車型路試時碳罐濾清器堵塞卻引起ECU報出碳罐通風閥堵塞故障。
Abstract: In order to meet the CN-6 regulation, the OBD system is added to the fuel evaporation emission control system of light-duty vehicle, which to realize the fault diagnosis of system leakage. Among them, DTESK diagnostic mode adds pressure sensor, carbon ventilation valve and other hardware, which can realize system leakage diagnosis, ventilation valve blockage, no desorption flow in the pipeline when high desorption. However, due to limitations, the fault indicated by the fault code may be different from the actual fault cause, which require additional investigation and analysis. For example, the ECU misreported the fault code of carbon ventilation valve blockage during the road test of a car model, but the actual fault was blockage of carbon filter.
關鍵詞: 燃油蒸發排放控制系統;碳罐;泄漏診斷
Key words: control system of fuel evaporative emission;carbon canister;leakage diagnosis
中圖分類號:U472.43? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)22-0151-02
0? 引言
近年來,隨著國家城鎮化進程、工業發展、汽車保有量增加等,全國大多數城市霧霾天氣數量激增,人民健康受到嚴重威脅。蒸發排放是汽油車HC排放的重要來源之一,為貫徹《中華人民共和國環境保護法》和《中華人民共和國大氣污染防治法》,防治污染,保護和改善生態環境,保障人民健康,環保部在2016年底頒布的《輕型汽車污染物排放限值及測量方法第六階段》(簡稱國六)于2020年7月正式實施。針對燃油蒸發排放控制系統,該標準在國五基礎上,不僅加嚴了IV型試驗排放限值,同時新增了加油污染物排放控制要求,以及燃油系統泄漏診斷要求。因此,新車型需增加OBD系統(On Board Diagnosis):當蒸發控制系統的泄漏量總計大于或等于直徑為1mm小孔導致的泄漏量時,該系統應檢測出蒸發系統故障。
1? 燃油蒸發排放控制系統
如圖1所示,燃油蒸發排放控制系統主要由燃油箱、活性碳罐、碳罐電磁閥、管路等組成。燃油蒸發排放控制系統的泄漏診斷,一般有DTESK、DMTL、EONV等模式,不同泄漏診斷策略的區別主要在于系統內的壓力和壓力產生的方式。圖1是基于DTESK診斷模式的燃油蒸發排放控制系統,硬件上增加油箱壓力傳感器、炭罐通風閥(長開):發動機運轉時,由于進氣歧管處存在著較大的真空度,當ECU控制打開活性碳罐電磁閥時,在壓差作用下,燃油箱及系統管路內的燃油蒸汽會被吸入進氣歧管,從而形成蒸發系統內的真空度。
2? 診斷內容及方法
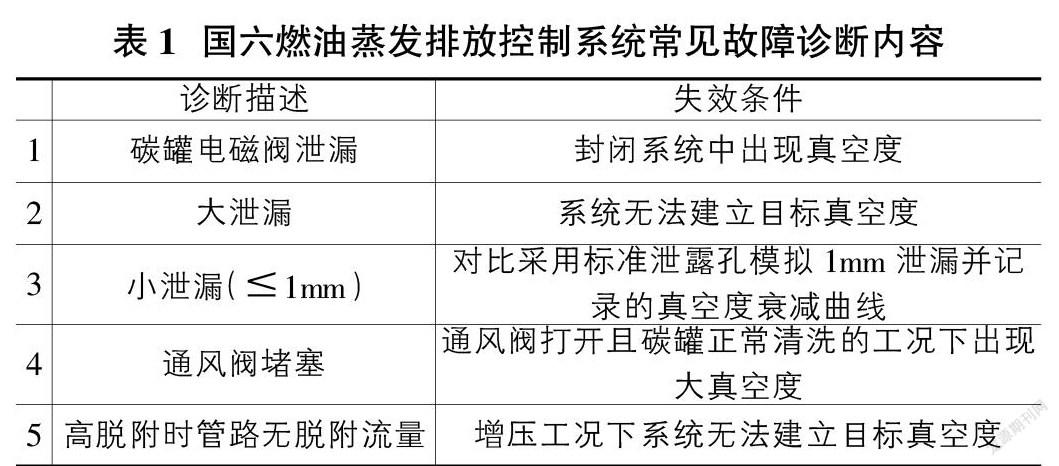
基于DTESK燃油蒸發排放控制系統的硬件,采取不同的工況、手段,可以實現多種系統故障診斷內容,常見的診斷項目如表1所示。
碳罐電磁閥泄漏診斷:在發動機運轉過程,依次關閉碳罐電磁閥、碳罐通風閥,此時燃油蒸發排放控制系統形成一個封閉、相對壓力幾乎為0的空間。如果碳罐電磁閥存在泄漏,則會引起燃油蒸發排放控制系統空間產生真空度,利用油箱壓力傳感器檢測到的壓力變化情況,ECU做出分析并給出診斷結果。
大泄漏診斷:一般是針對燃油箱蓋丟失這類情況的監測。在怠速工況下,關閉碳罐通風閥、打開碳罐電磁閥,利用發動機進氣歧管的負壓,對燃油蒸發排放控制系統抽真空。如果系統存在類似油箱蓋丟失這類失效模式,則在規定時間內無法實現目標真空度,ECU通過壓力傳感器采集到的數據,進行分析并給出診斷結果。
小泄漏(?1mm)診斷:在怠速工況下,關閉碳罐通風閥、打開碳罐電磁閥,利用發動機進氣歧管的負壓,對燃油蒸發排放控制系統抽真空。如圖2所示:當達到目標真空度Pmin后,通過壓力傳感器檢測系統內壓力變化情況,并將該結果與標準1mm泄漏孔標定出的真空度衰減曲線進行對比。當t4時間內的系統真空度變化梯度大于無泄漏時變化梯度、小于1mm泄漏孔時標定的真空度衰減曲線梯度,說明存在小泄漏。
通風閥堵塞診斷:在整車運行時,打開碳罐電磁閥、碳罐通風閥,燃油蒸發排放控制系統的不同位置會存在相對穩定的負壓現象。當碳罐通風閥卡滯,堵塞,引起系統內真空度異常增加,ECU通過壓力傳感器采集到的數據,進行分析并給出診斷結果。
高脫附時管路無脫附流量診斷:類似通風閥堵塞診斷內容,當碳罐電磁閥處于高脫附流量狀態時,如果燃油蒸發排放控制系統的壓力傳感器檢測不到負壓現象,則判斷為無脫附流量。
3? P2422故障碼原因調查
針對通風閥堵塞故障,標定設定的真空度閥值為-2.8kPa(或-3.5kPa)。一旦超過該閥值,ECU會報出P2422故障碼。如某車型在整車路試驗證階段也出現故障碼P2422。經過對碳罐通風閥通電測試發現,該閥并未出現卡滯、堵塞現象。同時檢查油箱壓力傳感器特性,表現正常。
從燃油蒸發排放控制系統圖可知,引起阻力過大的可能因素還有碳罐、初級濾清器。針對碳罐進行通氣阻力等性能測試,數據如表2,碳罐未發生異常堵塞。
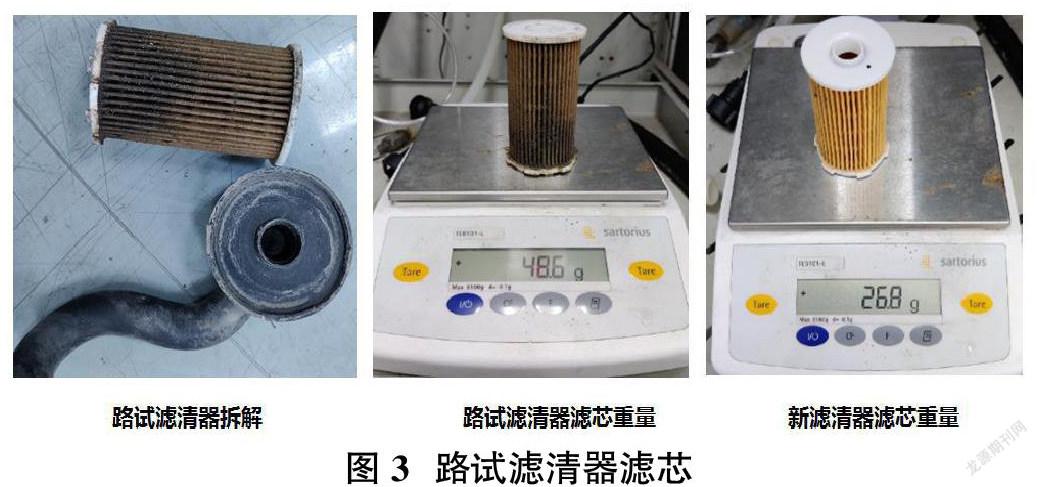
對路試的濾清器進行拆解發現,其內部潮濕、并含有大量泥沙。經稱重對比,路試車濾清器內部泥沙、水分共計約21.8g,如圖3。
設計上,為了減少濾清器吸入泥沙、水,該路試車輛的炭罐總成布置在右后輪罩襯墊內。經對路試車輛進行調查發現,該路試車輛漏裝右后輪罩襯墊,如圖4。
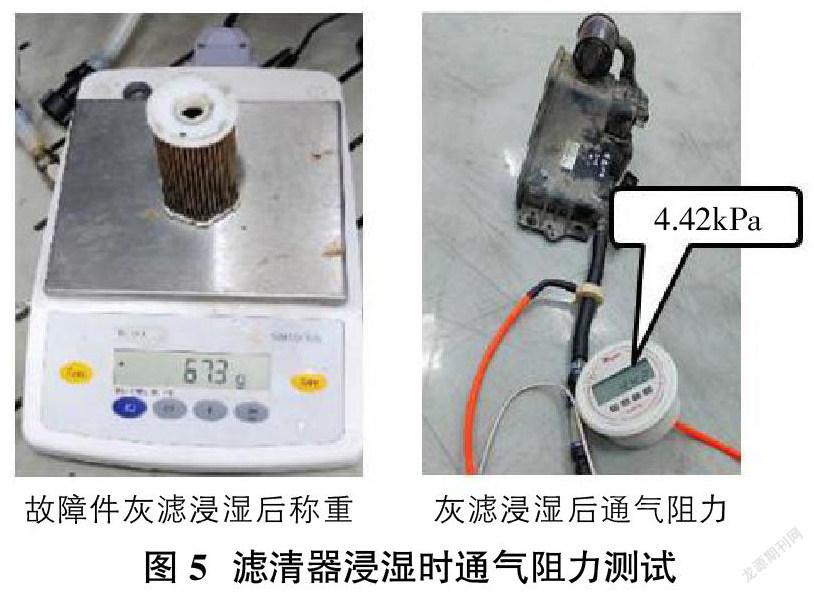
由于路試車碳罐總成、濾清器并未第一時間拆回進行分析,經過長時間脫附沖洗,致使路試車輛濾清器通氣阻力測試并未超差。為了進一步驗證,將濾清器重新浸濕后進行通氣阻力測試發現,碳罐總成的通氣阻力高達4.42kPa,遠超標定定義的通風閥堵塞的閥值。經30min脫附后,通氣阻力降低至1.38kPa。由此,判定故障原因:路試車輛漏裝右后輪罩襯墊,造成碳罐、濾清器外露,加上路試期間路試場存在下雨、沙塵天氣,吸入大量雨水、泥沙,造成初級濾清器堵塞,通氣阻力增加。
4? 解決措施與驗證
基于原因分析,在路試車上增加右后輪罩襯墊后進行相同的路試規范,故障未復現。
5? 結語
①現階段下,標定通過燃油蒸發排放控制系統硬件水平所能提供的診斷內容非常有限,故障代碼所指示的并非真正的故障原因,需要開發者、售后維修者熟悉該系統工作原理,查找原因并解決問題。
②國六法規下,進入碳罐濾清器的空氣量非常巨大,約1000L/h。碳罐濾清器的布置方式、防水防泥效果等會直接影響到濾清器的通氣耐久性,故需要將碳罐濾清器等布置在較高、隱蔽的位置,減少灰塵、雨水的吸入量。
參考文獻:
[1]環境保護部,輕型汽車污染物排放限值及測量方法(中國第六階段):GB 18352.6-2016[S].北京:中國環境科學出版社,2016,12.
[2]劉圣華,等.乘用車燃油蒸發排放OBD診斷替代車檢泄漏試驗[N].中國公路學報,2021(6).
[3]葉明輝.燃油蒸發排放控制及診斷解決方案[Z].第十屆綠色燃料系統發展論壇,2018.
- 內燃機與配件的其它文章
- VR在“1+X”工業機器人操作與運維培訓中的應用 Application of VR in Operation and Maintenance Training of "1+X" Industrial Robot
- 《工業機器人操作與編程》項目化教學設計 Project Teaching Design of Industrial Robot Operation and Programming
- 船舶輪機系統虛擬仿真實驗平臺建設 Construction of Virtual Simulation Experiment Platform for Marine Engineering System
- 探析機械零件數控車削加工理實一體化課程開發 Development of the Integrated Course of NC Turning of Mechanical Parts
- 汽車檢修實訓臺架與教學任務匹配研究 Study on Matching of Automobile Maintenance Training Platform and Teaching Task
- 汽車運用與維修專業現代學徒制崗位職業能力探析 An Analysis of Vocational Ability of Modern Apprenticeship in Automobile Application and Maintenance