復烤帶式輸送機皮帶跑偏原因分析及調整方法
2021-06-11 14:26:08芮洪梅徐飛
今日自動化 2021年1期
芮洪梅 徐飛
[摘? ? 要]打葉復烤車間是一個以帶式輸送機為主要運輸工具進行生產的車間,車間有100多條的皮帶輸送機,生產中,跑偏是困擾皮帶輸送機穩(wěn)定的最大問題。用Solidworks繪制車間典型的帶式輸送機類型并對皮帶跑偏進行力學分析,提出調整方法。
[關鍵詞]帶式輸送機;跑偏;力學分析;調整方法
[中圖分類號]TM76 [文獻標志碼]A [文章編號]2095–6487(2021)01–00–03
Reason Analysis and Adjustment Method of belt Deviation of Rebaking belt Conveyor
Rui Hong-mei,Xu Fei
[Abstract]The threshing and redrying workshop is a workshop that uses belt conveyors as the main means of transportation. The workshop has more than 100 belt conveyors. During production, deviation is the biggest problem that plagues the stability of belt conveyors. Use Solidworks to draw typical types of belt conveyors in the workshop and conduct mechanical analysis on belt deviation, and propose adjustment methods.
[Keywords]belt conveyor; deviation; mechanical analysis; adjustment method
1 帶式輸送機皮帶跑偏對復烤車間生產的影響
皮帶跑偏對于煙葉在生產過程中危害性極大,結合復烤車間生產運行情況來看,有如下幾個方面。
(1)煙葉質量的影響。在生產中,跑偏的皮帶邊緣會與支架摩擦,長時間摩擦會造成皮帶絲、皮帶粉進入到煙葉,若長時間跑偏,會導致皮帶從邊緣處撕裂,若未及時發(fā)現,撕裂的皮帶會隨著皮帶運行進入到煙葉中,嚴重影響煙葉質量且皮帶跑偏易造成煙葉的灑落及浪費。
(2)生產效率的影響。皮帶若嚴重跑偏會導致皮帶翻卷,會造成停機維修,影響生產效率。
(3)降低部分主要零部件的壽命。皮帶跑偏使?jié)L筒、托輥承受的軸向力增加,增加故障概率且會導致皮帶磨損加劇,增加維護成本。
由此可見,皮帶的跑偏不僅對煙草制品的質量有嚴重影響,而且對設備和零部件的操作也造成了損害,因此對皮帶跑偏的原因分析是十分必要的。
2 帶式輸送機皮帶跑偏的力學分析以及調整方法
結合復烤車間帶式輸送機皮帶實際運行情況,采用力學分析并找出調整方法。
2.1 帶式輸送機中只有主、被動滾筒傳動的結構形式
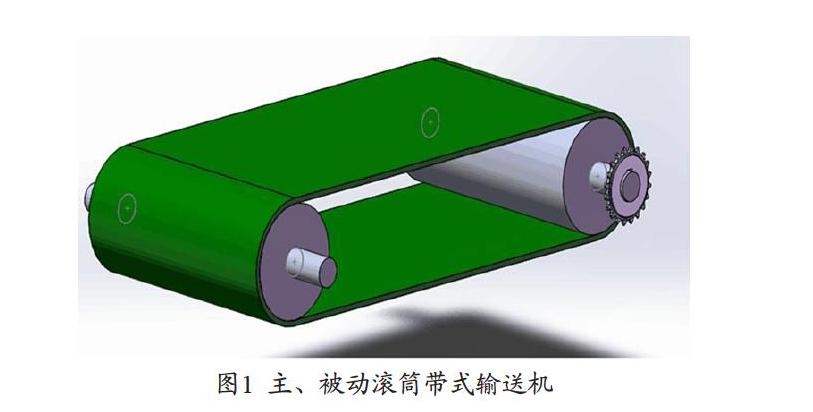
皮帶輸送中只有主、被動滾筒傳動(圖1)。帶式輸送機的中心線與主、被動滾筒的傳動軸線不垂直。這造成了皮帶在主滾筒或被動滾筒運轉中跑偏,在皮帶與滾筒的接觸面上任意取一點做受力分析,如圖2所示。圖中F為主動滾筒對運輸皮帶的支撐力,即主動滾筒對運輸皮帶的作用力,Fx與Fy分別是力F的水平分力與垂直分力,可知,在水平分力Fx的作用下,以圖中位置來說輸送皮帶向右跑偏,此時我們可通過調整主動滾筒或是被動滾筒,讓皮帶在滾筒兩邊的合力達到平衡,即可防止跑偏。
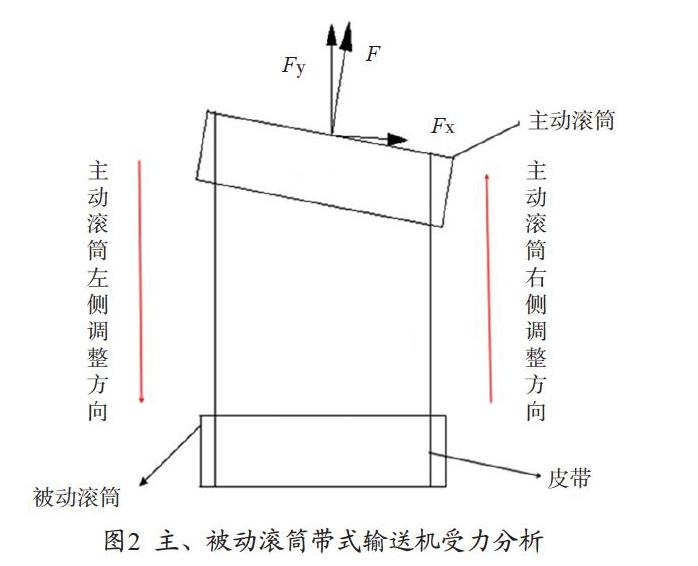
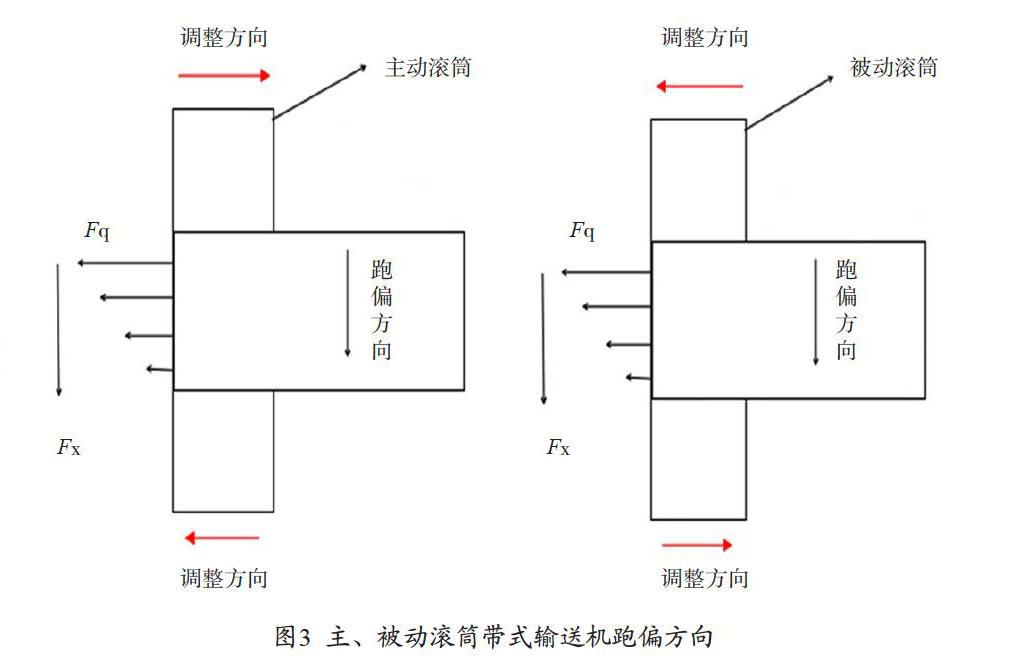
滾筒若發(fā)生偏斜,則運輸皮帶在滾筒兩側的松緊度不一樣,Fq牽引力也不一樣,它成遞減或遞增的趨勢,會使運輸皮帶附加一個力Fx,即向遞減方向的移動力,從而導致皮帶向松的一側跑偏,如圖3所示。
其調整方法為:對于主動滾筒,以圖3中皮帶的跑偏方向(上下左右)進行闡述,若皮帶向滾筒的下方向跑偏,則下方向的軸承座應當向左邊方向移動,若皮帶向滾筒的上方向跑偏,則上方向的軸承座應當向右方移動,增大主從動滾筒的中心距,被動滾筒的調整方法與主動滾筒剛好相反。
2.2 帶式輸送機中帶有包角輥傳動的結構形式
帶式輸送機有包角輥的結構,如圖4所示,當帶式輸送機機架中心線與包角輥中心線不垂直,且有一角度時,運輸皮帶向前運轉時,會給包角輥一個向前的牽引力Fq,同時包角輥也會給帶式輸送機一個相等的反作用力,Fq牽引力分解為力Fy即包角輥轉動的分力并且與包角輥的中心線垂直,和力Fx即橫向分力,這個力與包角輥的中心線一致,力Fx會使包角輥軸向竄動,且包角輥支架是固定的無法軸向竄動,根據摩擦力性質可知,皮帶受到與Fx的反向摩擦力Fx,使運輸皮帶向首先接觸到的包角輥那邊邊跑偏,最終達到穩(wěn)定的跑偏位置,調整的方法是將運輸皮帶跑偏處一側的包角輥向皮帶運行的方向調整,與包角輥接觸面的皮帶,如圖5所示。
了解了受力情況,就知道了皮帶跑偏的原因,調整的方法為皮帶偏向哪一側,包角輥的那一側軸承朝皮帶前進方移動調整,或另外一側包角輥軸承后移向皮帶運行的反方向調整。
帶式輸送機中帶有包角輥的結構,調整包角輥也可從分析包角的大小方面來調節(jié)。
防止皮帶在運輸煙葉的過程中打滑,主要是增加運輸皮帶與主動滾筒之間的摩擦力。在皮帶輸送能力不超過負荷的情況下,調整皮帶的張緊力和皮帶包角角度大小兩方面考慮,從而解決皮帶在輸送煙葉中皮帶打滑問題。
增大皮帶包角角度:在皮帶的張緊力已到達,但皮帶在運輸煙葉還打滑的情況下,增加包角α(圖6),抬高包角輥移向主動滾筒,從而增大皮帶的包角α角度。
2.3 帶有張緊裝置的帶式輸送機皮帶跑偏
車間預處理段的切斷機皮帶是有帶張緊裝置的帶式輸送機,如圖7所示,切斷機皮帶在運行中跑偏時,可調整從動滾筒,調整方法與帶式輸送機中只有主、被動滾筒傳動的方法一樣,但在實際生產中,若調整從動滾筒會影響切斷機另外的2條皮帶跑偏,所以,一般只是輕微調整從動滾筒,大多數是調整主動滾筒處的張緊裝置即是保證各條運輸皮帶始終保持足夠的張緊力的有效裝置,一旦張緊力不夠,運輸煙葉的皮帶穩(wěn)定性就會很差,此時受到外力干擾的影響就會越大,情況嚴重時,會產生皮帶打滑現象;如若調整張緊輥,則調整方向與則與從動滾筒方向相反。
切斷機皮帶跑偏時,若皮帶往西邊跑,調整從動滾筒,則要將西邊的從動滾筒往南邊頂,但是若調整張緊輥,則往相反方向調整,要往北邊張緊,張緊輥向南邊移動。如圖8所示,當F往前頂時,不但“正壓力”增大,且皮帶的包角α也增大,通過張緊輥的調整,則可調整皮帶的跑偏。
2.4 雙向運行的帶式輸送機皮帶跑偏的調整
雙向運行的帶式輸送機若在運輸煙葉的過程中跑偏,調整時必須認真觀察皮帶及各托輥、滾筒的運動方向與皮帶跑偏趨勢關系,分析后進行調整。重點放在主動滾筒和包角輥的調整上,如篩沙機出口雙向帶M138-2的調整方式與切斷機皮帶調整張緊輥是一樣的,掌握了皮帶跑偏的調整方法,無論遇到何種情況,都能輕松應對。
3 帶式輸送機皮帶跑偏的預防實際應用與結論
針對皮帶跑偏現象比較頻繁這一現象,采取防偏措施,效果比較明顯。在皮帶托輥上安裝了糾偏輪與尼龍擋輪,且糾偏輪與尼龍擋輪所用材料選為軟性尼龍,不會對皮帶產生損傷,如果發(fā)生皮帶跑偏不嚴重現象,可以通過糾偏輪與尼龍擋輪解決跑偏現象,安裝后,若跑偏嚴重,則需要調整。在皮帶比較長時可以安裝導向條、自動跑偏糾偏裝置等。
帶式輸送機是復烤車間使用最多的生產設備之一。解決好帶式輸送機皮帶的跑偏問題,既降低了操作工、機修工的勞動強度,還對保證復烤車間穩(wěn)定、安全、有序的生產。用力學角度來分析車間皮帶跑偏原因,有利于找到跑偏的根源,正確制定解決跑偏措施方法。
總之,對于帶式輸送機皮帶的跑偏現象,要在安裝、保養(yǎng)、維修和皮帶運行中規(guī)范操作、維修與保養(yǎng),加強每日的設備巡檢,掌握了解皮帶的跑偏規(guī)律。采取有效的解決辦法,及時消除引起帶式輸送機皮帶跑偏的各種因素,避免帶式輸送機皮帶跑偏的現象,確保設備運轉正常,為復烤車間煙葉的生產運行保駕護航。
參考文獻
[1] 史書林,肖興明,任海東.卷煙廠皮帶輸送機跑偏的分析與防止[J].機電產品開發(fā)與創(chuàng)新,2009(4):62-63.
[2] 僧東恒.皮帶機跑偏的分析和治理措施[J].水利電力機械,2007(8):17-18.
[3] 潘金遼.皮帶機皮帶跑偏原因分析及處理辦法[J].企業(yè)抖技發(fā)展,2014(4):112-113.