新型鎳基EQNiCrFe-13帶極堆焊材料性能
2021-06-16 13:01:58徐鍇宋建廷馮偉曹宇堃賈立超
機(jī)械制造文摘·焊接分冊(cè) 2021年2期
關(guān)鍵詞:裂紋
徐鍇 宋建廷 馮偉 曹宇堃 賈立超


摘要: 從化學(xué)成分、力學(xué)性能、抗晶間腐蝕能力及高溫試驗(yàn)拉伸斷口等方面對(duì)比分析了新型鎳基690合金帶極堆焊材料EQNiCrFe-13和EQNiCrFe-7A的差異,同時(shí)對(duì)SA508-3鋼母材進(jìn)行Z向拉伸試驗(yàn)研究2種堆焊材料與SA508-3鋼母材界面的結(jié)合強(qiáng)度。研究結(jié)果表明,新型690合金由于Mn,Nb含量的提高,其力學(xué)性能和抗DDC(Ductility dip cracking)性能優(yōu)于傳統(tǒng)690合金EQNiCrFe-7A。
關(guān)鍵詞: 690鎳基合金; 帶極堆焊; 高溫拉伸試驗(yàn)
中圖分類號(hào): TG 423
Abstract: Differences between EQNiCrFe-13 and EQNiCrFe-7A new types of nickel-based 690 alloy strip surfacing materials were compared and analyzed from aspects of chemical composition, mechanical properties, resistance to intergranular corrosion and analysis of tensile fracture through the high-temperature test. And Z-direction tensile test was carried out on base metal of SA508-3 steel to study bonding strength of the interface between the two surfacing materials and SA508-3 steel. The research results showed that the new 690 alloy had better mechanical properties and resistance to DDC than the traditional 690 alloy EQNiCrFe-7A due to increase of Mn and Nb content.
Key words: 690 nickel-based alloy; strip surfacing; high temperature tensile test
0 前言
目前在核電站設(shè)備制造中應(yīng)用的帶極堆焊690合金的是EQNiCrFe-7A型焊帶。國(guó)內(nèi)外開展的ERNiCrFe-13 研究主要集中在焊絲抗裂性方面,EQNiCrFe-13 焊帶/焊劑方面的報(bào)道較少。有文獻(xiàn)資料及應(yīng)用實(shí)例表明在ERNiCrFe-7A 焊絲的基礎(chǔ)上現(xiàn)提高M(jìn)o 和Nb 的含量,能夠顯著增加690 焊絲的抗DDC 能力。SMC公司目前已開發(fā)新型690 鎳基合金NiCrFe-13帶極堆焊材料INCONEL Weldstrip 52MSS,在Inconel Weldstrip52M基礎(chǔ)上添加4%的Mo和2.5%的Nb,提升了抗DDC的能力。20世紀(jì)90年代初,國(guó)內(nèi)就開始了690鎳基合金焊接材料的研制但主要針對(duì)EQNiCrFe-7A。經(jīng)過20多年的努力,盡管已經(jīng)取得了一些成果,并研制出了690鎳基合金焊帶/焊劑,但基本停留在試驗(yàn)室研制階段,目前國(guó)內(nèi)并沒有針對(duì)EQNiCrFe-13帶極堆焊焊材的相關(guān)研究,該文針對(duì)國(guó)產(chǎn)新型690合金焊帶EQNiCrFe-13開展材料性能試驗(yàn),并與傳統(tǒng)EQNiCrFe-7A型焊帶進(jìn)行對(duì)比分析不同合金體系對(duì)690帶極堆焊性能差異。
1 試驗(yàn)材料和方法
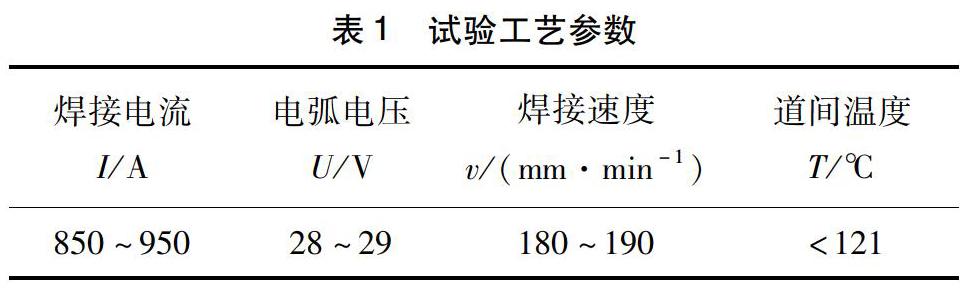
試驗(yàn)采用0.5 mm×60 mm, 245~1 651 μm的國(guó)產(chǎn)EQNiCrFe-13焊帶WHDNi693,焊劑WSJ63HR,試驗(yàn)工藝參數(shù)見表1。
有研究表明,Mo是690合金體系中固溶強(qiáng)化元素,能夠降低合金層錯(cuò)能,增加共晶組織比例,細(xì)化<121晶粒,可以提高強(qiáng)度[1-2]。Nb可以有效降低合金的DDC裂紋敏感性,Nb的碳化物在晶界的析出,讓晶界更加曲折蜿蜒,從而增加了晶界滑移的阻力[3]。EQNiCrFe-13合金體系在EQNiCrFe-7A的基礎(chǔ)上增加了Mo,Nb元素的含量以達(dá)到提升熔敷金屬?gòu)?qiáng)度和抗DDC性能的目的。2種合金體系下堆焊熔敷金屬成分見表2。為避免母材稀釋影響,堆焊層厚度≥20 mm。
拉伸試驗(yàn):按照AWS B4.0M和ASTM E21-17標(biāo)準(zhǔn)進(jìn)行試驗(yàn)。試件形狀采用棒狀,保證試件的縱軸與焊縫的軸線吻合,試件尺寸12.5 mm。
沖擊試驗(yàn):按照AWS B4.0M標(biāo)準(zhǔn)來進(jìn)行。試件采用V形缺口,缺口開在焊縫中心線處,試件尺寸為10 mm×10 mm×55 mm。
顯微組織觀察:按照GB/T 13298金屬顯微組織檢驗(yàn)方法進(jìn)行金相分析,垂直于堆焊層取樣,檢驗(yàn)面尺寸10 mm×10 mm,采用化學(xué)浸蝕以顯示金屬的顯微組織,浸蝕劑及方法按GB/T 13298 表A4選用。
晶間腐蝕試驗(yàn):以ASTM A262 C法進(jìn)行5周期腐蝕試驗(yàn),將長(zhǎng)方形試樣用水砂紙逐級(jí)打磨到1 000號(hào),用水沖洗后,再用酒精擦拭,然后用去離子水沖洗,晾干后測(cè)量試樣尺寸并稱重。
高溫拉伸試驗(yàn):試驗(yàn)在Gleeble3800熱模擬機(jī)上進(jìn)行,試樣先以100 ℃/s的速度升溫到 1 100 ℃,保溫10 s,自由冷卻到指定溫度,以0.5 mm/s速度進(jìn)行拉伸,直到試樣被拉斷,冷卻到室溫[4]。試驗(yàn)中的指定溫度采用了750 ℃,850 ℃,950 ℃,1 050 ℃和1 150 ℃這5個(gè)溫度點(diǎn)。其中1 150 ℃的試樣直接以100 ℃/s的速度升溫到1 150 ℃進(jìn)行加載。此試驗(yàn)通過分析試驗(yàn)材料抗拉強(qiáng)度和斷后伸長(zhǎng)率,確定材料在高溫狀態(tài)塑性突降溫度區(qū)間,并采用最小斷后伸長(zhǎng)率評(píng)價(jià)材料對(duì)DDC裂紋的敏感性;通過觀察不同溫度段斷口形貌,評(píng)價(jià)材料抗DDC裂紋能力[5]。
Z向拉伸試驗(yàn):SA-508Gr3CL2公稱化學(xué)成分為0.75Ni-0.5Mo-Cr-V,屬低合金高強(qiáng)鋼。由于 SA-508Gr3CL2含有較多的合金元素,碳當(dāng)量達(dá)到0.76%左右,焊接過程中熱影響區(qū)具有較高的淬硬傾向,所以評(píng)估在高熱輸入狀態(tài)下在SA-508Gr3CL鋼上采用帶極堆焊方式堆焊鎳基690結(jié)合面的強(qiáng)度很有必要。設(shè)計(jì)Z向拉伸試驗(yàn),在60 mm厚度以上SA508Gr.3鋼母材,以表1所示的工藝參數(shù)進(jìn)行進(jìn)行堆焊試驗(yàn),堆焊厚度大于30 mm。取樣位置如圖1所示,母材和堆焊金屬的熔合線在拉伸試驗(yàn)有效測(cè)試范圍內(nèi),拉棒尺寸選用5 mm,按照AWS B4.0M和ASTM E21-17標(biāo)準(zhǔn)進(jìn)行試驗(yàn)。
2 試驗(yàn)結(jié)果與分析
2.1 力學(xué)性能
按照AWS B4.0M試驗(yàn)標(biāo)準(zhǔn)進(jìn)行熔敷金屬室溫拉伸試驗(yàn)、夏比V形缺口沖擊試驗(yàn)和彎曲試驗(yàn),焊態(tài)下3種690合金熔敷金屬力學(xué)性能見表3。
2.2 晶間腐蝕
將2組試樣放在玻璃支架上,試樣和玻璃支架一起懸于硝酸溶液中,硝酸溶液濃度為 65%,冷凝器內(nèi)通入冷卻水,防止硝酸溶液蒸發(fā)改變其濃度,加熱至沸騰后開始計(jì)時(shí),試驗(yàn)中保持沸騰。試驗(yàn)共進(jìn)行48 h×5個(gè)周期,每個(gè)周期都使用新鮮溶液。每個(gè)試驗(yàn)周期后取出試樣,除去腐蝕產(chǎn)物,干燥,稱重。用失重法計(jì)算試樣的腐蝕率[6]。所得試驗(yàn)結(jié)果如圖2所示。從試驗(yàn)結(jié)果可以看出,2種合金體系下堆焊金屬Cr含量相當(dāng)。EQNiCrFe-13中由于Nb含量的提高會(huì)優(yōu)先析出Nb的碳化物,不析出或很少析出Cr,Mo的碳化物。這樣在敏化區(qū)域就不會(huì)產(chǎn)生Cr,Mo碳化物,降低了晶間腐蝕敏感性。同時(shí)新型合金體系中由于合金含量提高,Ni元素比例減小,促使碳在晶界形成Cr23C6沉淀的傾向降低[7],總體來說新型690鎳基合金的晶間腐蝕敏感性優(yōu)于傳統(tǒng)鎳基合金EQNiCrFe-7A。
2.3 顯微組織
2種合金體系堆焊層顯微組織試驗(yàn)結(jié)果如圖3、圖4所示。2種合金體系顯微組織均為γ固溶體+析出物,呈柱狀晶,析出物存在與枝晶間偏析處。
2.4 高溫拉伸
高溫拉伸斷后伸長(zhǎng)率能直接體現(xiàn)材料高溫塑性,發(fā)現(xiàn)材料塑性突降的敏感溫度區(qū)間[8],因此對(duì)試驗(yàn)材料熔敷金屬進(jìn)行了高溫拉伸試驗(yàn),初步判斷材料 DDC裂紋敏感溫度區(qū)間,并采用最小斷后伸長(zhǎng)率斷口形貌分析評(píng)價(jià)材料DDC裂紋敏感性。同時(shí)高溫拉伸試驗(yàn)可以直觀體現(xiàn)抗拉強(qiáng)度隨溫度的變化,并通過下降的速率判斷抗DDC裂紋能力下降的階段,一般來說DDC裂紋的敏感溫度區(qū)間也是高溫抗拉強(qiáng)度最低的溫度區(qū)間。對(duì)2組帶極堆焊熔敷金屬以相同試驗(yàn)參數(shù)進(jìn)行750~1 150 ℃溫度區(qū)間的高溫拉伸試驗(yàn),高溫抗拉強(qiáng)度試驗(yàn)結(jié)果如圖5所示,斷后伸長(zhǎng)率變化結(jié)果如圖6所示。從試驗(yàn)結(jié)果可以看出,2種合金體系690帶極堆焊熔敷金屬的抗拉強(qiáng)度隨溫度的升高而下降,但其下降的速度并不一樣,EQNiCrFe-7A從750 ℃開始抗拉強(qiáng)度下降速度開始變快,一直到1 000 ℃時(shí),下降速度又放緩。EQNiCrFe-13并未出現(xiàn)抗拉強(qiáng)度陡降的情況。從斷后伸長(zhǎng)率的變化可以看出,690鎳基合金材料的塑性是隨溫度的升高而下降的,EQNiCrFe-7A在750~850 ℃區(qū)間內(nèi)塑性下降的梯度最大,EQNiCrFe-13從900 ℃以后塑性下降才較為明顯。結(jié)合文獻(xiàn)中試驗(yàn)中NiCrFe-7A的裂紋敏感溫度,發(fā)現(xiàn)抗拉強(qiáng)度下降最快的溫度階段是材料抗裂性下降最快的階段,DDC裂紋的敏感溫度區(qū)間也是抗拉強(qiáng)度最低的時(shí)候。說明2種新型合金體系的裂紋敏感溫度區(qū)間高于傳統(tǒng)合金體系。
為進(jìn)一步確定合金體系對(duì)690帶極堆焊金屬抗裂性的影響,分別取塑性下降梯度最大區(qū)間的高溫拉伸試樣對(duì)試樣斷口進(jìn)行SEM分析,以確定不同合金體系中產(chǎn)生裂紋的原因。EQNiCrFe-7A選用850 ℃下的試樣,EQNiCrFe-13選用950 ℃下的試樣進(jìn)行觀察。對(duì)EQNiCrFe-7A所觀察的結(jié)果如圖7所示。從圖7中可以看出拉伸斷口為典型的高溫失塑性裂紋形貌,高溫失塑裂紋的形貌比例較大,均為塑性沿晶形態(tài),宏觀上顯示出平滑特征,呈臺(tái)階狀,并伴有起伏形態(tài),斷口表面較為平整,起伏較小。說明導(dǎo)致EQNiCrFe-7A塑性下降的原因?yàn)镈DC。
對(duì)EQNiCrFe-13所觀察的結(jié)果如圖8所示。從圖8中可以看出拉伸斷口形貌為韌窩,未發(fā)現(xiàn)明顯DDC特征,說明EQNiCrFe-13帶極堆焊金屬在高溫下塑性較好,由于Nb元素的加入降低了材料DDC裂紋敏感性,晶界處Nb析出物對(duì)晶界變形有阻礙作用,提高晶界抗變形能力和塑性變形能力[9],避免了由于晶界處塑性變形過度而導(dǎo)致的沿晶裂紋。由于析出物的增加,對(duì)位錯(cuò)的遷移,晶界的滑移起到阻礙和釘扎的作用,晶界變得曲折蜿蜒,增大了界面面積,對(duì)裂紋的產(chǎn)生起到抑制作用[10-12]。同時(shí)由于Mo元素的添加,提高了堆焊金屬的強(qiáng)度,從而增加焊縫金屬對(duì)焊接熱應(yīng)力的抗力,使其具有更好的抗低塑裂紋的能力。
2.5 Z向拉伸
對(duì)所取2組堆焊金屬拉伸試樣按標(biāo)準(zhǔn)進(jìn)行試驗(yàn)并且觀察拉棒斷裂位置,對(duì)比不同條件下堆焊層結(jié)合面的強(qiáng)度,試驗(yàn)結(jié)果見表4。試驗(yàn)結(jié)果表明:通過觀察拉伸試樣斷裂位置,在室溫下EQNiCrFe-7A試樣斷裂位置在堆焊層,EQNiCrFe-13材料斷裂位置在SA508Gr.3鋼母材。350 ℃高溫拉伸試驗(yàn)試樣斷裂位置均在堆焊層,熔合線處均未斷裂。
3 結(jié)論
(1)新型EQNiCrFe-13鎳基合金體系中由于Nb,Mo合金元素的添加,力學(xué)性能和抗熱裂紋性能優(yōu)于傳統(tǒng)EQNiCrFe-7A。
(2)對(duì)2種合金體系中低塑性溫度點(diǎn)進(jìn)行SEM觀察,EQNiCrFe-7A較新型合金體系相比低塑性敏感溫度低、區(qū)間大,新型合金體系帶極堆焊金屬抗DDC性能優(yōu)于傳統(tǒng)690合金體系帶極堆焊金屬。
(3)通過Z向拉伸試驗(yàn)表明,在SA-508Gr3CL 鋼上采用帶極堆焊方式堆焊鎳基690結(jié)合面的強(qiáng)度高于母材和堆焊層,同時(shí)EQNiCrFe-13型帶極堆焊材料強(qiáng)度高于EQNiCrFe-7A型帶極堆焊材料。
參考文獻(xiàn)
[1] Mo Wenlin, Lu Shanping, Li Dianzhong, et al. Effects of M23C6 on the high temperature performance of Ni-based welding material NiCrFe-7 [J]. Metallurgical and Materials Transactions A, 2014, 45(11): 5114-5126.
[2]Mo Wenlin, Lu Shanping, Li Dianzhong, et al. Effects of filler metal composition on inclusions and inclusion defects for ERNiCrFe-7 weldments [J]. Journal of Materials Science & Technology, 2013, 29(5): 458-466.
[3]Zhang Xu, Li Dianzhong, Li Yiyi, et al. Effect of Nb and Mo on the microstructure,mechanical properties and ductility-dip cracking of Ni-Cr-Fe weld metals [J]. Acta Metallurgica Sinica (English Letters), 2016, 29(10): 928-939.
[4]崔巍. 鎳基合金焊接接頭高溫失塑裂紋研究[D]. 上海: 上海交通大學(xué)碩士學(xué)位論文, 2013.
[5]韓波, 徐鍇, 郭梟, 等. Inconel690帶極電渣堆焊熔敷金屬力學(xué)性能[J]. 焊接, 2018(6): 43-47.
[6]錢光凝. 690合金熱處理制度與耐蝕性能關(guān)系研究[D]. 北京: 北京化工大學(xué)碩士學(xué)位論文, 2012.
[7]Hong H U, Rho B S, Nam S W. Correlation of the M23C6 precipitation morphology with grain boundary characteristics in austenitic stainless steel [J]. Materials Science and Engineering: A, 2001, 318(1): 285-292.
[8]Xie Yi, Wu Yaqiao, Burns Jatuporn. Characterization of stress corrosion cracks in Ni-based weld alloys 52, 52M and 152 grown in high-temperature water[J]. Materials Characterization, 2016, 112: 87-97.
[9]Hu Rui, Bai Guanghai, Li Jinshan, et al. Precipitation behavior of grain boundary M23C6 and its effect on tensile properties of Ni-Cr-W based superalloy[J]. Materials Science and Engineering: A, 2012, 548: 83-88.
[10]郭梟, 徐鍇, 霍樹斌, 等. 鎳基合金焊絲GTAW熔敷金屬凝固偏析行為[J]. 焊接學(xué)報(bào), 2019, 40(7): 105-108.
[11]霍樹斌, 陳佩寅, 陳燕, 等.核用Inconel 690 焊絲TIG 焊微裂紋產(chǎn)生機(jī)理研究[J]. 焊接, 2012(9): 31-36.
[12]Yin Yan, Zhao Chao, Lu Chao, et al.Effect of the feeding rate on microstructure and properties of plasma spheroidized GH4169 power[J]. China Welding, 2020, 29(1): 37-44.
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
