一種基于工藝知識的航空螺紋數據庫建設
2021-06-17 02:50:38王永鵬丁東旭南博儒石曉飛
新技術新工藝 2021年5期
關鍵詞:工藝
王永鵬,丁東旭,南博儒,石曉飛,徐 偉
(航空工業慶安集團有限公司,陜西 西安 710077)
1 常用航空內螺紋特征及工藝設計流程
螺紋聯接方式在航空產品中應用廣泛,螺紋種類較多,按照螺紋標準,常用的內螺紋有如下幾種類型(見表1),分別為公制普通螺紋、公制絲套螺紋、英制普通螺紋和英制絲套螺紋。
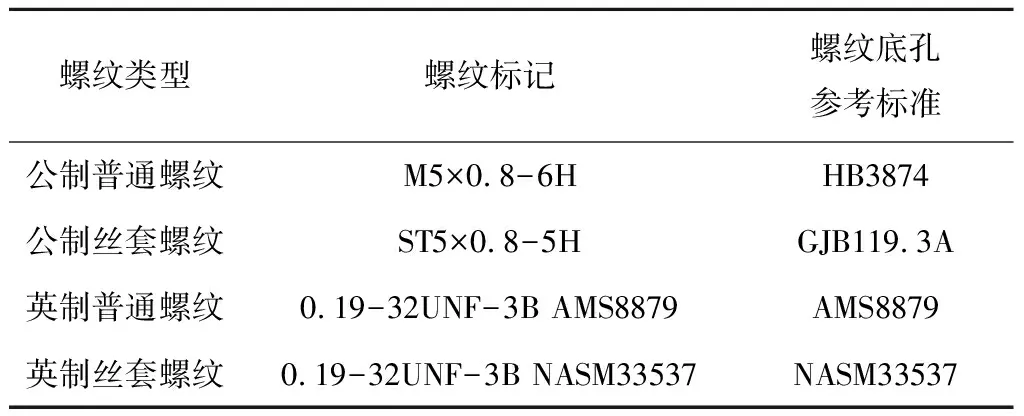
表1 常用航空內螺紋特征及參照標準
隨著工藝知識的積累和升級,內螺紋特征的加工方法逐漸趨于成熟和穩定,以切制內螺紋特征為研究對象,在策劃內螺紋加工的工藝過程如圖1所示,為保證內螺紋的工藝穩定性,一般先采用鉆頭將螺紋底孔加工到尺寸,然后用螺紋銑刀將螺紋加工到尺寸,在采用該加工過程時,首先工藝人員參照螺紋標準查詢螺紋底孔直徑,然后根據螺紋底孔直徑和工件材料選擇滿足要求的鉆頭,根據螺紋底孔直徑、螺距和工件材料等特性選擇滿足加工的螺紋銑刀,根據螺紋標記選取合適的螺紋底孔塞規和螺紋塞規,最后將內螺紋加工所需的工藝要素填寫到工藝卡片中。
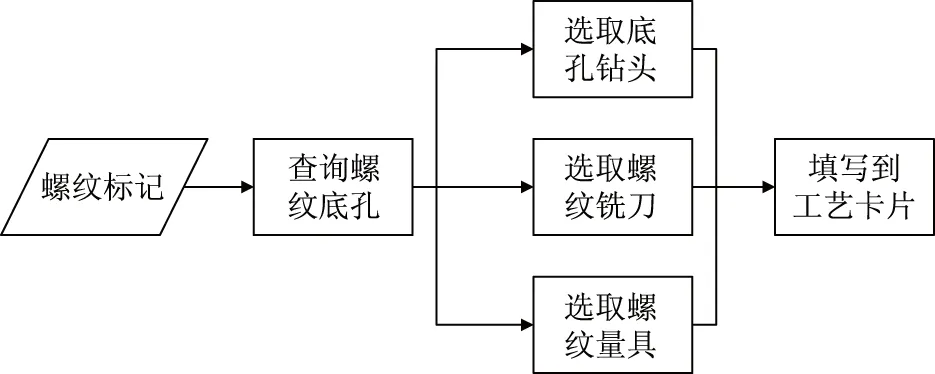
圖1 螺紋特征的工藝設計流程
2 航空內螺紋特征加工的知識需求
從航空內螺紋的工藝設計過程可以看出,工藝人員在工藝設計過程中需掌握如下知識。
1)螺紋標準知識:主要來源于標準規范,用來根據螺紋標記獲取螺紋的詳細參數,如螺紋底孔直徑、螺紋大徑等。
2)刀具規格選型知識:主要來源于各供應商樣本,描述了各實例化刀具的規格信息,如鉆頭的直徑、刃長等。
3)刀具加工知識:主要來源于各供應商樣本(規范了各種刀具的加工的工件材質)和工藝加工經驗(選用刀具的工藝經驗、滿足要求刀具集合的優選級排序等)。
4)企業標準知識:刀具的企業編碼信息,優選刀具信息等。
3 內螺紋特征工藝知識管理實施過程
基于知識管理的數據、信息、知識的實施步驟[1-6],以航空內螺紋為研究對象,以設計圖樣的螺紋標記為需求,通過數據庫獲取加工內螺紋特征所需的刀具要素。
3.1 建立內螺紋加工相關資源數據庫
根據內螺紋特征工藝設計過程中所用到知識進行數據庫表格設計,數據表包含普通螺紋底孔基本尺寸表、普通螺紋底孔極限偏差表、絲套螺紋底孔基本尺寸及極限偏差表、鉆頭表、螺紋銑刀表。
普通螺紋底孔基本尺寸表和極限偏差表參照標準HB 3874—1986,為了便于數據管理和查詢,將標準規定的《切制內螺紋工藝底孔直徑及偏差表》[7]分解為表2和表3所示的基本尺寸表和極限偏差表。

表2 基本尺寸表(dimension)
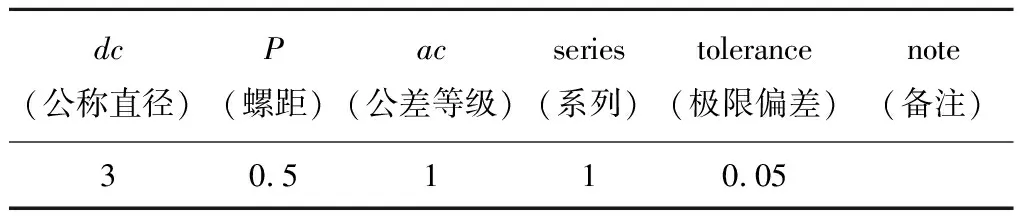
表3 極限偏差表(tolerance)
基本尺寸表中,公差等級用A、B表示,A為4H、4H5H、5H、5H6H、6H、7H中任一公差等級,B為5G、6G、7G中任一公差等級。極限偏差表中,公差等級用1、2、3、4表示,其中1代表4H,2代表4H5H、5H、5G中任一公差等級,依次類推。工藝人員在輸入螺紋公差等級后,系統通過編碼轉換成對應的公差等級。
鉆頭表及螺紋銑刀表(見圖2)設計主要通過ERP系統和樣本數據,鉆頭表由企業編碼、刀具名稱、刀具型號、規格描述、直徑、刃長、鉆尖角、總長、被加工工件材料、是否優選、內冷通道等字段組成;螺紋銑刀表由企業編碼、刀具名稱、刀具型號、規格描述、直徑、螺距、刃長、被加工材料等字段組成。
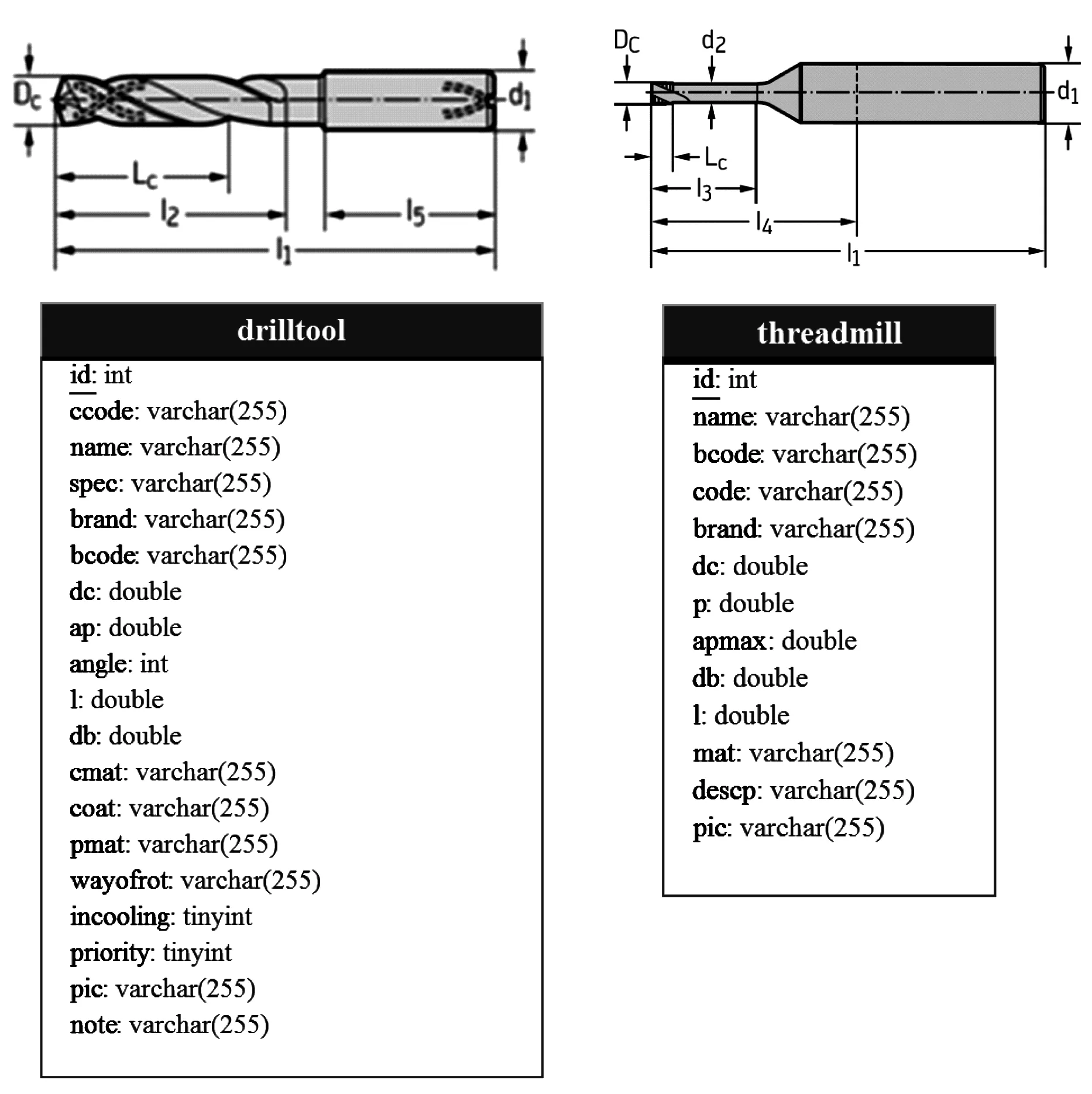
圖2 鉆頭及螺紋銑刀表結構
3.2 航空內螺紋特征加工的邏輯結構
實施過程將與螺紋特征制造相關的各類信息以設計信息為源頭向下游拓展和延伸,彼此之間相互關聯,確定各個環節所需的關鍵信息,明確各個對象包含的屬性和方法以及對象之間的關聯關系,建立內螺紋特征加工的信息模型(見圖3)。
1)首先將設計圖樣中定義的螺紋標記及引用標準作為系統輸入,通過輸入的螺紋公稱直徑、螺距及公差等級和材料系列等參數,在內螺紋底孔基本尺寸和極限偏差數據表中查詢,得到內螺紋的底孔直徑和極限偏差。如M3×0.5-6H,材料系列Ⅰ得到的基本尺寸為φ2.5 mm,極限偏差為0.1 mm,則螺紋底孔直徑為φ2.5+0.1mm。
2)其次將螺紋底孔直徑的基本尺寸和極限偏差以及設計圖樣中要求的底孔深度和零件材料作為輸入,在鉆頭數據表中查詢,得到滿足螺紋底孔直徑的鉆頭,底孔鉆頭的查詢條件:需滿足鉆頭直徑在底孔直徑的基本尺寸和極限偏差之內,鉆頭直徑刃長大于等于螺紋底孔深度,鉆頭材質或涂層滿足工件材料的加工要求:
(1)

圖3 航空內螺紋工藝知識框架
式中,Ddimension是螺紋底孔的基本尺寸;Ddrill是鉆頭直徑;Dtolerance是螺紋底孔的極限偏差;K是經驗值,即滿足螺紋底孔長偏差所留有的余度;Ap是鉆頭刃長;Lthread是螺紋底孔深度;mpart是工件材料;Mtool是鉆頭所能加工的材料的集合,一般按照ISO513材料分組標記,如P、M、S、N、K等[8]。
底孔鉆頭的排序方式:a.按照鉆頭直徑與螺紋底孔直徑中差(Dm)的絕對值升序,即在排序時優先選擇鉆頭直徑接近底孔直徑中差的鉆頭;b.按照鉆頭刃長升序,即在滿足螺紋深度要求下,排序時優先選擇鉆頭刃長最短的鉆頭。查詢語句如下:
select * from drilltool WHERE ( dc between ? and ? and ap >= ? and pmat like ? and priority = ? ) order by ABS(dc-Dm),ap ASC
螺紋底孔直徑中差Dm計算式:
Dm=Ddimension+Dtolerance/2
(2)
3)然后將螺紋底孔直徑的基本尺寸Ddimension、設計圖樣中要求螺距p、螺紋深度l和工件材料mpart作為輸入,在螺紋銑刀數據表中查詢滿足要求的螺紋銑刀,并按螺紋銑刀直徑倒序及螺紋銑刀刃長升序排序。查詢語句如下:
Select * from threadmill WHERE ( dc < ? and p = ? and apmax >= ? ) order by dc DESC, apmax ASC
另外通過拼接字符串,在前端給出螺紋底孔塞規的規范寫法:如公制普通螺紋底孔塞規為0228/M3×0.5-H-Ⅰ T 0228/M3×0.5-6H-Ⅰ Z;螺紋塞規為0420/M3×0.5-6H T 0420/M3×0.5-6H Z。
4)最后將螺紋底孔信息、刀具信息、量具信息在視圖層展示。
4 內螺紋加工知識系統的實現
內螺紋加工知識系統采用B/S架構,B/S是Brower/Server的縮寫,客戶機上只要安裝一個瀏覽器(Browser),服務器安裝Oracle、Mysql或SQL Server等數據庫。瀏覽器通過WebServer同數據庫進行數據交互[9]。系統采用J2EE開發,基于SSM(Spring+SpringMVC+Mybatis)框架,數據庫選用Mysql,采用模型層、視圖層、控制層三層架構,用戶將設計圖樣要求的螺紋標記輸入,控制層將數據處理并調用各數據模塊查詢,將查詢結果予以json數據保存,轉發至視圖層展示。
5 內螺紋加工知識系統的應用
進入系統之后,根據設計圖樣中螺紋標記和引用標準選擇螺紋類型輸入螺紋參數。以向導式的方法即可獲得螺紋加工所需的螺紋底孔、刀具、量具等所有工藝要素。螺紋底孔直徑及量具查詢界面如圖4所示。
在向導式頁面還鏈接了螺紋規范、刀具樣本以及CAM軟件的刀具庫文件等,方便工藝人員在規劃螺紋加工的工藝過程中可查閱規范、樣本等詳細信息。鉆頭及螺紋銑刀列表如圖5所示。
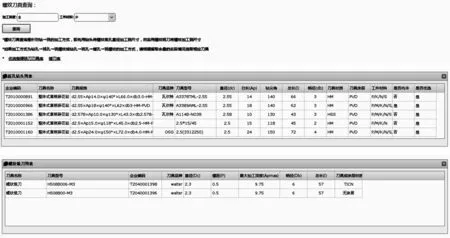
圖5 鉆頭及螺紋銑刀列表
6 結語
通過對航空產品用內螺紋的加工知識進行梳理,將標準化的螺紋知識和刀具選型知識整理成結構化數據,通過信息化手段實現根據設計給出的螺紋標記和引用標準,通過向導的方式實現螺紋加工知識的推送。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52