中厚板T型焊縫“雙人三同時(shí)”焊接技術(shù)
2021-06-21 03:25:56張泉谷張飛童林浪長江精工鋼結(jié)構(gòu)集團(tuán)股份有限公司安徽六安237161
安徽建筑 2021年6期
張泉谷,張飛,童林浪 (長江精工鋼結(jié)構(gòu)(集團(tuán))股份有限公司,安徽 六安 237161)
1 概述
目前國內(nèi)普遍采用三種方法來保證焊接H型鋼主角焊縫全熔透。
①坡口面打底、填充反面氣刨清根法:通常采用腹板開坡口留鈍邊,反面氣刨清根,此種方法氣刨清根工作量大、工作環(huán)境惡劣、消耗輔材量大,工期長效率極低等,已漸漸被公司所棄用。
②留間隙打底反面成型法:一般采用腹板開坡口不留鈍邊,組立時(shí)留間隙4mm~5mm,采用二氧化碳?xì)怏w保護(hù)焊打底焊接反面成型的工藝,這種工藝對(duì)焊接人員的技術(shù)要求很高,如果焊接人員技術(shù)達(dá)不到技工,采用留間隙打底反面成型法合格率較低。也不是理想的全熔透焊接工藝方案。
③陶瓷襯墊法:通常腹板開單面坡口,留間隙,在一側(cè)添加陶瓷襯墊,防止焊穿,此種方法操作復(fù)雜,而且陶瓷襯墊價(jià)格較貴,不建議推廣。
在上述基礎(chǔ)上,根據(jù)CO氣體保護(hù)焊的熔池特點(diǎn),考慮需要保證焊縫探傷合格,公司提出了“雙人三同時(shí)”焊接技術(shù),即雙人同方向同焊接參數(shù)同熔池的焊接技術(shù)。
2 雙人三同時(shí)焊接技術(shù)實(shí)施過程
2.1 H鋼套料及開坡口
H鋼腹板下料-3mm~-5mm,對(duì)于腹板≥16mm的全熔透焊縫開雙面坡口K形坡口,坡口寬度控制在16mm~18mm。坡口不留鈍邊,留4mm~6mm間隙(同批次的構(gòu)件用統(tǒng)一厚度的墊板,見圖1所示)。

圖1 全熔透雙面坡口形式
2.2 焊道部位打磨
H鋼坡口位置及翼緣中間的焊縫位置兩側(cè)各50mm范圍內(nèi)的割渣、氧化皮、鐵銹等雜質(zhì)打磨干凈,呈金屬色(腹板坡口面采用磨光機(jī)打磨,翼緣板采用砂帶機(jī)打磨)。
2.3 H鋼組立
為了有效地保證雙弧打底要求,全熔透焊縫組立時(shí)留間隙4mm~6mm,且每隔500mm~600mm采用1塊5mm的墊板控制間隙。定位焊點(diǎn)在墊板10mm以內(nèi)位置,并且組立時(shí)用記號(hào)筆將墊板位置標(biāo)注清楚,方便焊工氣刨清除。定位焊間距與墊板間距一致,間隔500mm~600mm,定位焊長度50mm。組立時(shí)H鋼截面要放焊縫收縮量3mm~5mm。具體見圖2所示。

圖2 H鋼組立要求
2.4 氣保焊焊接參數(shù)
雙弧采用橫焊打底,直線焊接,不允許擺弧。具體打底、填充的焊接參數(shù)見表1所示。

表1 打底、填充焊接參數(shù)
2.5 焊接規(guī)范
雙弧打底焊采用橫焊,在構(gòu)件兩側(cè)同時(shí)進(jìn)行打底,并且打底時(shí)在前的采用左焊法(明弧),在后面的采用右焊法(暗弧)。雙弧間距控制10mm<S<30mm的位置(見圖3所示)。
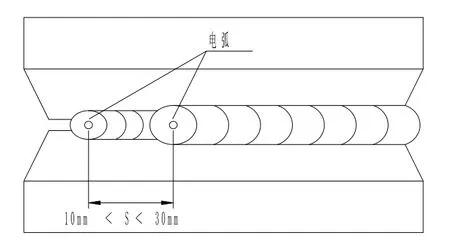
圖3 雙弧打底間距
左焊法焊接在前,右焊法焊接在后。在打底過程中左焊法的焊絲位置必須伸過兩面坡口夾線長度>1mm,右焊法的焊絲位置在兩面坡口面的夾線上。具體見圖4所示。
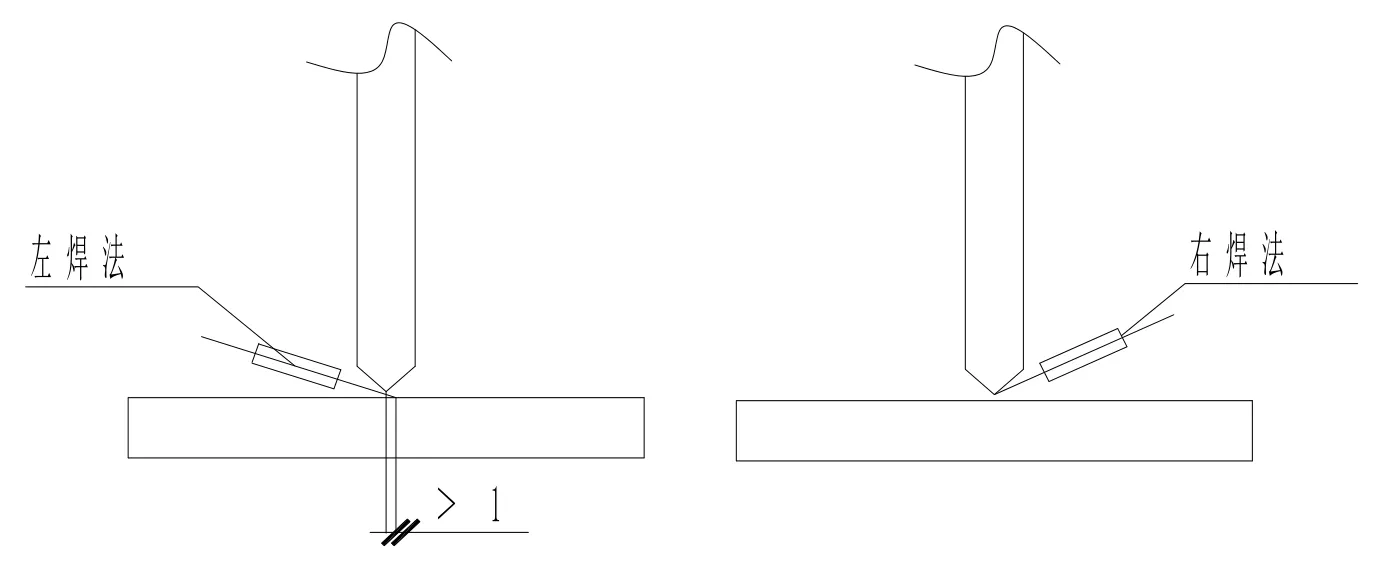
圖4 左焊法、右焊法
打底焊從墊板及定位焊位置向兩端進(jìn)行雙弧打底順序,見圖5所示。
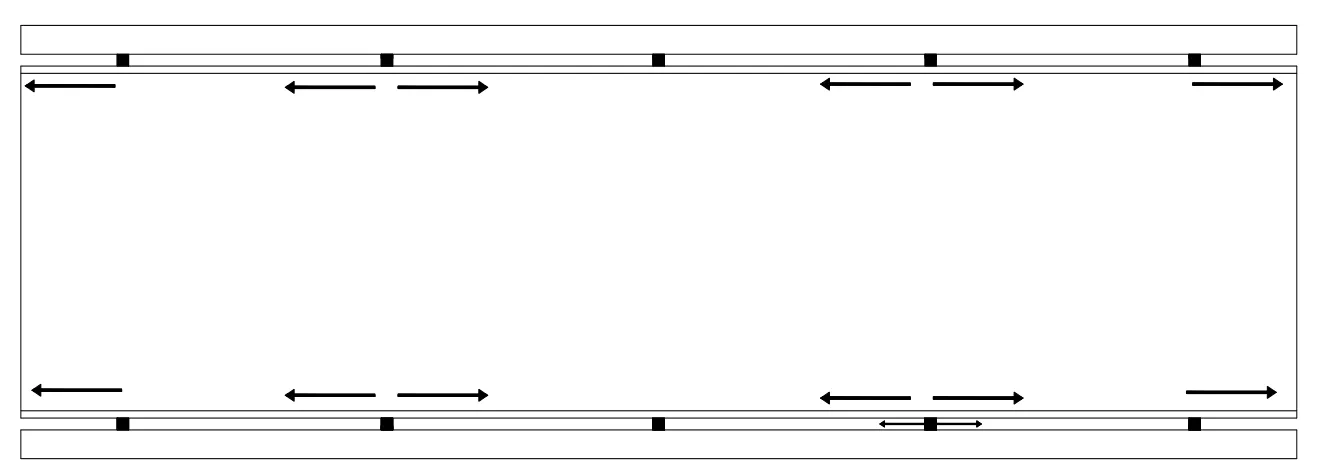
圖5 雙弧打底順序
打底焊完成后,將構(gòu)件放平進(jìn)行填充,焊縫填充至約與焊縫平-3mm~-5mm時(shí),使用碳弧氣刨將墊板刨除,墊板刨除時(shí)為了確保全熔透焊縫的質(zhì)量,必須向墊板兩邊多延伸30mm~50mm。墊板刨除后再將焊縫填平。填充的焊接參數(shù)見表2所示。

表2 填充焊接參數(shù)
為減小打底焊變形,雙弧打底焊接的順序見圖6所示。
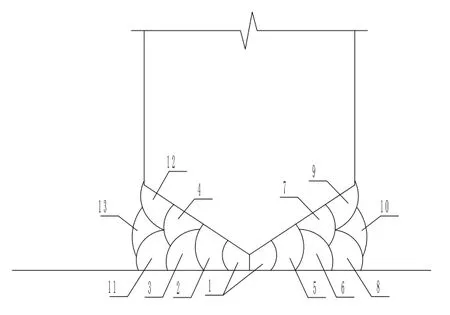
圖6 打底焊接順序
實(shí)際焊接操作照片見圖7、圖8所示。

圖7 焊接實(shí)際操作照片1

圖8 焊接實(shí)際操作照片2
2.6 焊后UT探傷合格及焊后熔池?zé)o缺陷
見圖9所示。

圖9 端銑后焊縫熔池?zé)o缺陷
3 效益分析
厚板H鋼全熔透焊縫留間隙不清根技術(shù)與焊縫清根技術(shù)相比,減少了碳棒的使用量,減少了焊絲的填充量。以H700×500×35×50×7400 的 H 鋼一根為例,從工藝方式的成本、效率進(jìn)行綜合對(duì)比分析(見表3所示)。
4 結(jié)論
中厚板(腹板厚度≥16mm)T型“雙人三同時(shí)”焊接技術(shù),腹板開雙面坡口,不留鈍邊,間隙4-5mm,雙弧打底,不用氣刨清根,直接氣保焊打底及填充保證全熔透的新焊接工藝。通過大量的驗(yàn)證,焊后合格率達(dá)98%以上,此工藝是公司在全熔透焊接工藝上的重大突破,作為重大工藝創(chuàng)新,大大提高了焊接質(zhì)量、效率,降低了生產(chǎn)成本,為后期同類型構(gòu)件制作提供了可借鑒作用。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
