大尺寸異形橡膠密封件真空模壓成型工藝研究
2021-06-22 01:01:22劉瑩
設備管理與維修 2021年10期
劉 瑩
(成都飛機工業(yè)(集團)有限責任公司,四川成都 610092)
0 引言
橡膠制品具有較高的回彈性,飛機結構間的減振、密封通常會采用橡膠墊、橡膠圈等橡膠制品,溫度要求不高的區(qū)域通常采用天然橡膠,高溫區(qū)域的密封減振則采用硅橡膠制品。相比于天然橡膠制品,硅橡膠制品具有更好的耐高低溫、耐磨、耐老化性能,被廣泛應用在飛機的關鍵部位。飛機上密封不嚴或密封失效極大地影響著飛行安全,因此,對密封起到關鍵作用的橡膠制品的表面質量及內部分子結構的結合強度,對飛機密封的效果至關重要。
1 大尺寸異形橡膠密封件模壓成型的研制過程
1.1 現(xiàn)狀
某項目飛機機頭側風擋使用的是回字形的雙曲面密封圈,材料為6144 硅橡膠,尺寸為814 mm×744 mm,由于尺寸較大,傳統(tǒng)加工工藝方法是以未校正展開樣板作為制造依據(jù)在硅橡膠板上進行劃切。由于零件形狀為雙曲面、展開精度較低,用未校正的展開樣板進行劃切難以滿足飛機密封圈產品的高精度要求。受硅橡膠膠板原材料尺寸限制,無法直接整體劃切,只能分段劃切后采用膠粘粘接組合成整體,對接處抗拉強度比較低,無法保證飛機組件的氣密性。利用傳統(tǒng)的平板硫化機采用模壓法生產橡膠制品時,在高溫受壓的狀態(tài)下混煉膠內部分子結構重新融合,分子間往往會產生細小間隙,模壓成型后的制品不僅外觀上存在孔隙缺陷,內部也容易產生氣泡,成為制約產品性能的質量隱患。
1.2 工藝流程
1.2.1 典型的工藝流程
橡膠模壓的典型工藝流程:首先準備混煉膠,去除隔離劑、返煉、出片、下料,然后準備工裝及真空液壓機,最后進行壓制硫化、出模、修邊、二段硫化等。
1.2.2 試驗設備與主要參數(shù)
在制品成型的過程中,真空罩式油壓成型機能夠提供穩(wěn)定的額外真空壓力,這會增大混煉膠在橡膠壓模中的流動性,同時混煉膠內部的分子結構在重新融合的過程中會增加相鄰分子間的結合力,從而減少成型后制品外表面質量差、內部存在氣泡的情況。
試驗設備為雙座真空罩式油壓成型機,型號為TYC-V-24-3RT-2-S-PCD(圖1)。與平板硫化機相比,該機具有以下6 個特點:①下加熱板可以升降,可更換不同厚度的橡膠壓模;②真空罩內給橡膠壓模施加的恒定真空壓力,使加熱板的溫度均勻性更加平穩(wěn);③真空罩的閉合表面設有密封條,密封條安裝在真空罩的外部,在工作過程中不易被磨損,使真空罩內壓力恒定、密封嚴密;④具備可靠的在真空環(huán)境下硫化和自動開模、自動出模、自動托模、自動放氣、自動補壓等多項功能,同時具備獨立、可靠、方便的PLC 控制功能;⑤成型機的配套產品和功能元器件具有國際先進水平,能夠適應長期、穩(wěn)定、可靠的生產需求;⑥節(jié)能效果好。

圖1 真空罩式油壓成型機
1.2.3 模具設計與制造
依據(jù)零件工程數(shù)模利用CATIA 三維建模軟件進行工裝設計,能夠有效保證零件尺寸精度,同時根據(jù)傳統(tǒng)6144 硅橡膠的收縮率設計工裝結構(圖2、圖3)。

圖2 側風擋內密封圈橡膠壓模二維圖
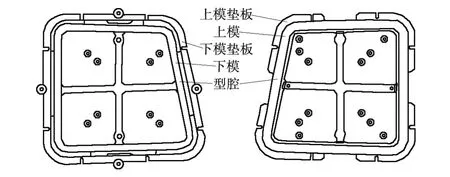
圖3 側風擋內密封圈橡膠壓模三維圖
1.2.4 真空罩式油壓成型機操作參數(shù)
(1)加熱板規(guī)格為1000 mm×1000 mm。
(2)鎖模力600 t。
(3)四柱下油缸式。
(4)系統(tǒng)壓力21 MPa。
(5)熱板間距400 mm。
(6)允許模具厚度0~300 mm,熱板平行度為±0.05 mm。
(7)常用工作溫度為100~200 ℃,最高使用溫度為300 ℃。
(8)極限真空度不大于-712 mm/汞柱(加熱狀態(tài)),極限真空時間不大于12 s(模具上下模板間型腔體積不少于1/2)。
(9)加熱方式為油加熱。
1.3 試驗過程控制
試驗材料為6144 硅橡膠,試驗設備有煉膠機G50×360、壓片機、真空罩式油壓成型機(TYC-V-24-3RT-2-S-PCD)、烘箱(TH-06-250B)。
1.3.1 混煉膠的返煉
混煉的目的是將生膠及各種添加劑混合成均勻、性能較為一致的膠料,混煉操作方法也是影響混煉膠質量的重要因素。本次試驗使用的是6144 硅橡膠,煉膠時取出表面隔離劑,取混煉膠至少50 g,通常煉膠前需將輥溫升至規(guī)定溫度再進行煉膠。本次試驗采用冷輥熱煉,常溫下將膠料從驅動輥筒一端加入兩輥筒之間,輥筒逐步升溫(不得超過40 ℃),翻煉后卷膠4 次、包膠3 次,調整輥距由大到小,煉至表面光滑平整薄通后,調整至要求輥距1.2 mm 下片。
1.3.2 模壓硫化
橡膠制品的好壞,取決于硫化過程中的3 個關鍵參數(shù),分別是溫度、壓力和時間。為避免硫化后的橡膠制品出現(xiàn)外部及內部的缺陷,橡膠模壓過程中對3 項關鍵參數(shù)的控制尤為重要。
1.3.2.1 硫化參數(shù)的確定
(1)一段硫化參數(shù)。側風擋內密封圈厚度為3 mm,按照工藝規(guī)范要求,確定硫化溫度為160 ℃±5 ℃、硫化時間25 min,硫化壓力由式P=P1×S/S1確定。其中,P1為硫化零件單位面積上的壓力,S 為模具面積,S1為液壓機活塞面積。則P=10×8280/3.14×30×30=29.3 MPa,確定實際壓力為28~30 MPa,真空壓力設定為1 MPa。
(2)二段硫化參數(shù)。室溫下經過60 min 升至150 ℃,保溫1 h,再經過60 min 升至250 ℃,保溫4 h。
1.3.2.2 硫化過程
硫化過程共分為3 個階段。
(1)一段硫化。開機,將模具加熱到規(guī)定的硫化溫度(160 ℃),溫度穩(wěn)定后將準備好的坯料裝入模腔中,自動合模,罩上真空罩,壓制。此過程中應緩慢加壓,避免膠料快速流動而沖出型腔造成零件缺料。由于設備為真空罩式油壓成型機,在硫化過程中提供了1 MPa 的真空壓力,有利于膠料填滿整個型腔。為避免橡膠零件粘模,本次試驗還采用肥皂液作為脫模劑:用棉紗蘸少量肥皂液脫模劑,在模腔表面涂一薄層,等水分完全蒸發(fā)后再用干布輕擦模腔表面。
(2)啟模:硫化時間結束,卸壓并取出模具。
(3)二段硫化。硅橡膠應在烘箱中進行二段硫化,硫化過程:室溫下經過60 min 升至150 ℃,保溫1 h,再經過60 min 升至250 ℃,保溫4 h。零件二段硫化后用手術刀片進行修邊,至此試驗件制造完成。
2 結語
通過對大尺寸(或變截面)異形橡膠密封件真空模壓成型零件的制造,驗證了工裝設計橡膠件收縮率的計算方法,并研究了真空模壓成型硅橡膠零件的成型工藝參數(shù)及設備操作參數(shù),同時解決了傳統(tǒng)的利用展開樣板劃切零件尺寸精度不高、受原材料尺寸限制而無法整體制造零件、普通平板硫化機平臺小無法生產大型橡膠件等技術難題,提高零件制造精度、性能、材料利用率和生產能力。
