二次處理烘烤工序?qū)ψ⑺芗叽绲挠绊懠跋嚓P(guān)結(jié)構(gòu)設(shè)計(jì)研究
2021-06-22 06:46:08趙東東
日用電器 2021年5期
關(guān)鍵詞:測(cè)量
趙東東
(珠海格力電器股份有限公司 珠海 519000)
前言
注塑材料具有質(zhì)量輕、結(jié)構(gòu)強(qiáng)度高以及適合模具大批量生產(chǎn)特性,廣泛應(yīng)用于家電產(chǎn)品,并且開發(fā)出各式各樣的表面二次處理工藝,例如噴涂、電鍍、燙金等,以滿足外觀及結(jié)構(gòu)設(shè)計(jì)需求。
注塑材料本身特性、模具設(shè)計(jì)以及工藝條件會(huì)對(duì)制品收縮率產(chǎn)生影響[1],但不僅僅是注塑工藝參數(shù)有影響,出模后的二次處理工藝也會(huì)產(chǎn)生影響。二次處理工藝后為使油漆快速固化,多數(shù)情況下需要進(jìn)行高溫烘烤,而注塑材料因具有吸水性,在烘烤過程中水分蒸發(fā),會(huì)產(chǎn)生尺寸縮水的現(xiàn)象,對(duì)于關(guān)鍵裝配結(jié)構(gòu)尺寸,要求的精度高,尺寸縮水后容易導(dǎo)致裝配配合異常,因此收集常見的二次處理注塑基材,進(jìn)行烘烤驗(yàn)證,得出平均尺寸變化率,以指導(dǎo)后續(xù)產(chǎn)品結(jié)構(gòu)設(shè)計(jì)。
空調(diào)室內(nèi)機(jī)產(chǎn)品以注塑件構(gòu)成為主,影響產(chǎn)品一次合格率的首要因素就是注塑零件的一致性和穩(wěn)定性,零件的尺寸、變形量控制至關(guān)重要。從注塑原料、模具注塑、包裝運(yùn)輸、二次處理加工等多個(gè)過程制作成注塑零件成品,每一道工序均會(huì)影響注塑件的尺寸變化。
以往的研究方向主要是針對(duì)模具注塑工序?qū)α慵叽绮▌?dòng)的影響,例如注塑材料本身特性、模具設(shè)計(jì)以及工藝條件會(huì)對(duì)制品收縮率產(chǎn)生影響[1],零件的厚度也會(huì)對(duì)零件收縮率產(chǎn)生影響[2]等,亦或是采用CAE仿真技術(shù)進(jìn)行模流分析。
1 研究方案
首先是選取試驗(yàn)對(duì)象,主要針對(duì)家用空調(diào)產(chǎn)品常用注塑材料進(jìn)行驗(yàn)證。二次處理主要包含噴涂、電鍍、燙金、絲印、涂黑等,其中燙金工藝無需進(jìn)行高溫烘干,并且多是局部燙金處理,例如商標(biāo)燙金,局部燙金高溫對(duì)注塑件整體尺寸變化影響小。PMMA面板絲印后會(huì)進(jìn)行熱彎、雕刻,熱彎高溫工序在雕刻工序之前,所以高溫工序?qū)Τ叽鐭o影響。而電鍍和噴涂、涂黑均需要進(jìn)行高溫烘干,以保證烘干水分,使油漆固化,烘烤溫度一般為60~80 °之間,此前出現(xiàn)了運(yùn)動(dòng)機(jī)構(gòu)零件因烘烤工序產(chǎn)生尺寸縮水,導(dǎo)致尺寸偏小產(chǎn)生運(yùn)行抖動(dòng)的問題。
因此主要考慮對(duì)需要噴涂處理的零件進(jìn)行試驗(yàn)研究,調(diào)查空調(diào)產(chǎn)品應(yīng)用于噴涂工藝的基材主要為ABS、ABSGF、ABS+PC、PP-GF、PA66,試驗(yàn)分別選取對(duì)應(yīng)材料的零件進(jìn)行試驗(yàn)驗(yàn)證。
試驗(yàn)方案:
1)采用PA66材料零件改變烘烤時(shí)間(從30~60 min),溫度不變,驗(yàn)證烘烤時(shí)間對(duì)尺寸變化的影響,確定尺寸變化相對(duì)穩(wěn)定的時(shí)間;
2)采用PA66材料零件,改變烘烤溫度(從40~70 ℃),時(shí)間不變進(jìn)行驗(yàn)證,測(cè)量尺寸變化,驗(yàn)證烘烤溫度對(duì)尺寸變化的影響,確定尺寸變化相對(duì)穩(wěn)定的溫度;
3)根據(jù)前面2項(xiàng)試驗(yàn)確定的時(shí)間和溫度,取多種材料(ABS、ABS-GF、ABS+PC、PP-GF)進(jìn)行高溫烘烤驗(yàn)證,測(cè)量尺寸變化,測(cè)出各常用材料的烘烤收縮率。
對(duì)比各零件尺寸變化情況,總結(jié)零件尺寸設(shè)計(jì)思路。
2 試驗(yàn)情況
2.1 烘烤時(shí)間對(duì)注塑材料尺寸變化的影響
1)試驗(yàn)一:PA66注塑件(10 件)在室溫常規(guī)環(huán)境下放置24 h后(溫度25 ℃、濕度80 %、地點(diǎn):珠海),測(cè)量尺寸變化,結(jié)果如圖1所示;
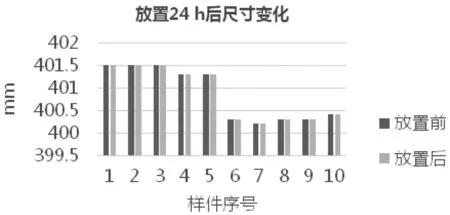
圖1 零件放置24 h時(shí)后尺寸變化
2)試驗(yàn)二:上述試驗(yàn)樣件,放入試驗(yàn)箱(80 ℃高溫)烘干30 min后測(cè)量尺寸變化,結(jié)果如圖2所示;
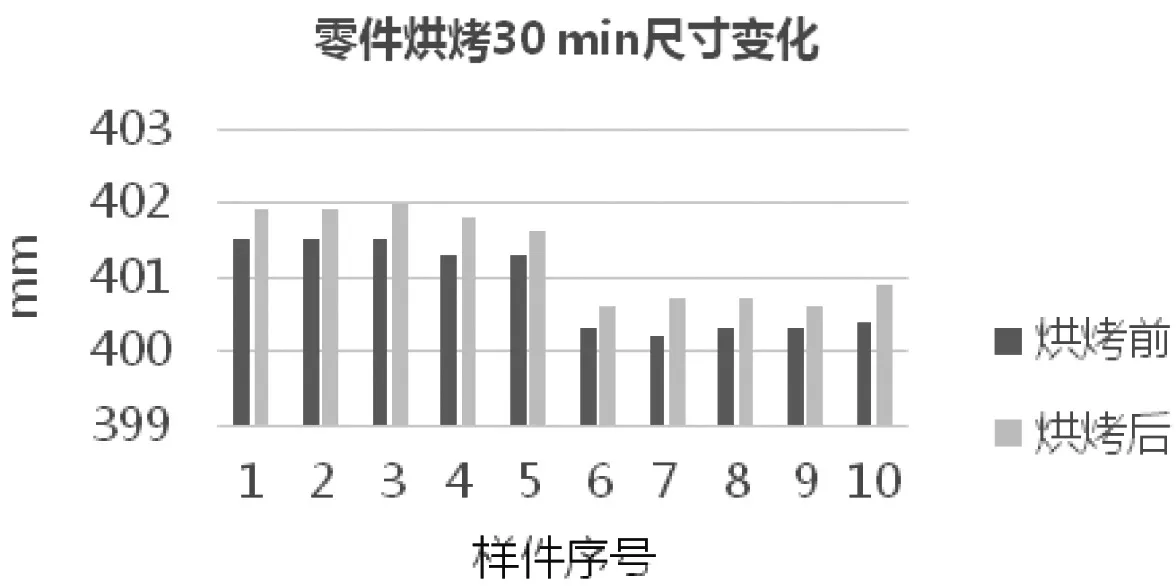
圖2 零件烘烤30 min尺寸變化
3)試驗(yàn)三:上述試驗(yàn)樣件,繼續(xù)烘干至40 min后測(cè)量尺寸變化,結(jié)果如圖3所示;

圖3 零件烘烤40 min尺寸變化
4)試驗(yàn)四:上述試驗(yàn)樣件,繼續(xù)烘干至60 min后測(cè)量尺寸變化,結(jié)果如圖4所示;
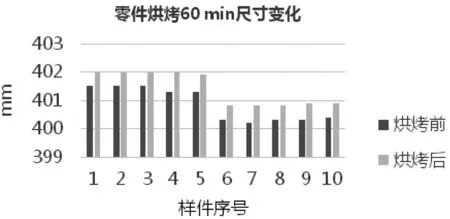
圖4 零件烘烤60 min尺寸變化
5)試驗(yàn)五:上述試驗(yàn)樣件,繼續(xù)烘干至70 min測(cè)量尺寸變化,結(jié)果如圖5所示。
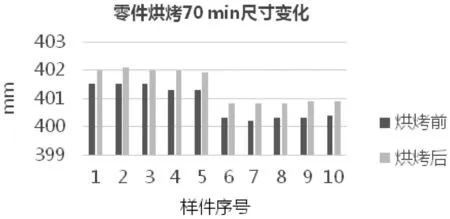
圖5 零件烘烤70 min尺寸變化
結(jié)論:
1)樣件經(jīng)高溫烘干后,水分蒸發(fā),尺寸呈縮小趨勢(shì),室溫狀態(tài)下放置無尺寸變化。
2)烘干30 min之后尺寸變化率的平均值為0.1%(400 mm尺寸長(zhǎng)度變化0.4 mm),繼續(xù)烘干至40 min后尺寸變化率的平均值0.13 %(400 mm尺寸長(zhǎng)度變化0.55 mm),再繼續(xù)烘干至60 min尺寸變化率的平均值為0.14 %(400 mm尺寸長(zhǎng)度變化0.56 mm),再度烘烤至70 min后,尺寸無明顯變化。
3)尺寸從40 min后一直到70 min,尺寸近乎沒有變化,趨于穩(wěn)定,最終變化率穩(wěn)定在0.14 %,初步可以推導(dǎo)出,在珠海室溫環(huán)境下擺放零件,最終導(dǎo)致PA66零件產(chǎn)生的尺寸變化約為0.14 %。
4)試驗(yàn)60 min之后繼續(xù)加長(zhǎng)時(shí)間,對(duì)于零件尺寸波動(dòng)無更多的影響,因此試驗(yàn)安排60 min即可,無需再繼續(xù)安排試驗(yàn),增加相應(yīng)的試驗(yàn)成本和時(shí)間成本。
2.2 烘烤溫度對(duì)注塑材料尺寸變化的影響
1)試驗(yàn)六:取上述試驗(yàn)一樣件(10 件),放置在試驗(yàn)箱(70 ℃高溫)進(jìn)行烘烤60 min,測(cè)量尺寸變化,結(jié)果如圖6所示;
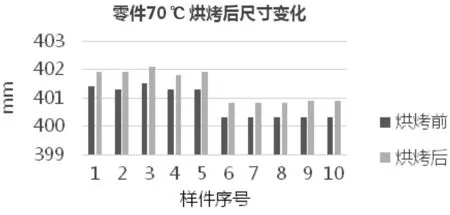
圖6 零件70 ℃烘烤后尺寸變化
2)試驗(yàn)七:取上述試驗(yàn)一樣件(10 件),放置在試驗(yàn)箱(60 ℃高溫)進(jìn)行烘烤60 min,測(cè)量尺寸變化,結(jié)果如圖7所示;
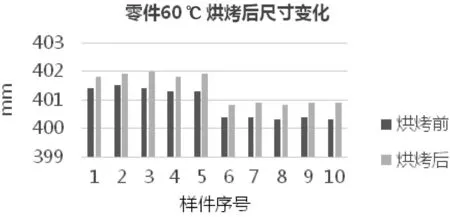
圖7 零件60 ℃烘烤后尺寸變化
3)試驗(yàn)八:取上述試驗(yàn)一樣件(10 件),放置在試驗(yàn)箱(40 ℃高溫)進(jìn)行烘烤60 min,測(cè)量尺寸變化,結(jié)果如圖8所示。
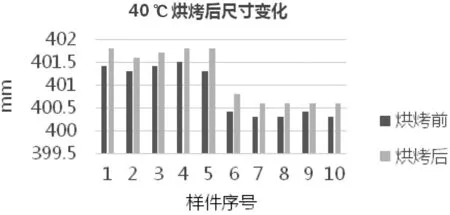
圖8 零件40 ℃烘烤后尺寸變化
結(jié)論:
1)樣件在40~80 ℃高溫烘干后,水分蒸發(fā),均呈現(xiàn)尺寸縮小的趨勢(shì);
2)樣件在70 ℃高溫箱烘烤之后尺寸變化率的平均值為0.13 %(400 mm尺寸長(zhǎng)度變化0.55 mm),60 ℃高溫箱烘烤之后尺寸變化率的平均值為0.13 %(400 mm尺寸長(zhǎng)度變化0.5 mm),40 ℃高溫箱烘烤之后尺寸變化率的平均值為0.08 %(400 mm尺寸長(zhǎng)度變化0.33 mm)。
3)40 ℃高溫箱中尺寸變化較慢,而60 ℃高溫箱中尺寸變化率與80 ℃高溫箱中的變化率基本相同,因此后續(xù)試驗(yàn)可采取60 ℃高溫進(jìn)行驗(yàn)證。
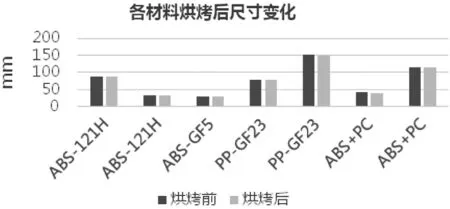
圖9 各材料60 ℃烘烤60 min尺寸變化
2.3 各常見材料經(jīng)過高溫烘烤后的影響
收集ABS-121H、ABS-GF5、ABS+PC、PP-GF常見二次處理零件基材。
試驗(yàn)九:取上述樣件,放置在試驗(yàn)箱(60 ℃高溫)進(jìn)行烘烤60 min,測(cè)量尺寸變化,結(jié)果如圖8所示。
1)ABS-121H、ABS-GF5、ABS+PC、PP-GF四種材料經(jīng)過烘烤后均產(chǎn)生了尺寸縮水;
2)ABS-121H經(jīng)過烘烤后尺寸變化率0.44 %(100 mm尺寸長(zhǎng)度變化0.44 mm);
3)ABS-GF5經(jīng)過烘烤后尺寸變化率0.26 %(100 mm尺寸長(zhǎng)度變化0.26 mm);
4)ABS+PC經(jīng)過烘烤后尺寸變化率0.58 %(100 mm尺寸長(zhǎng)度變化0.58 mm);
5)PP-GF經(jīng)過烘烤后尺寸變化率0.36 %(100 mm尺寸長(zhǎng)度變化0.36 mm)。
ABS的吸水率為0.4~0.6 %、PP的吸水率為0.01 %、PA66的吸水率為2.5 %(重量變化),注塑材料烘干后的尺寸變化與吸水率數(shù)值并不相當(dāng),考慮尺寸變化時(shí),不能直接參考吸水率的數(shù)值。
3 總結(jié)
1)試驗(yàn)中ABS、PA66、PP等常見基材材料,在高溫烘烤工序中均會(huì)產(chǎn)生尺寸縮水問題,需要在設(shè)計(jì)階段提前考慮是否采用二次處理工藝,并提前預(yù)留相應(yīng)的尺寸配合間隙,幾種材料分布在0.26~0.58 %之間。
2)最為常見的ABS材料,不同的添加劑,最終表現(xiàn)出的尺寸變化差別較大,ABS+PC與ABS-GF5的尺寸變化率可達(dá)到一倍,因此后續(xù)設(shè)計(jì)時(shí)也需注意材料的添加劑問題,在合適的結(jié)構(gòu)設(shè)計(jì)位置,選擇合適的材料添加劑。
3)不同的地區(qū),溫度不同,潮濕度差異大,產(chǎn)生的結(jié)果也會(huì)有差異,例如北方濕度低,溫度低,冬天-30 ℃的情況下,零件可能會(huì)產(chǎn)生更大的尺寸變化,因此,針對(duì)不同地區(qū)的工廠,應(yīng)考慮不同的結(jié)構(gòu)設(shè)計(jì)預(yù)留。
4)由于試驗(yàn)樣件選取的結(jié)構(gòu)形狀不一致,存在因部分結(jié)構(gòu)強(qiáng)度高導(dǎo)致尺寸變化率小,部分結(jié)構(gòu)弱則尺寸變化率大的問題,對(duì)于此問題未做相應(yīng)的深入研究,具體的變化率數(shù)據(jù)僅供參考。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00